
围板箱的实木侧板拼接自动线的开发.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

围板箱的实木侧板拼接自动线的开发.docx
围板箱的实木侧板拼接自动线的开发随着人们对装修材料的需求逐渐提高,实木材料逐渐成为了人们选择的首选。实木侧板由于其纹理美观,色泽温润,硬度好等优点,成为了众多木制品的首选材料之一。围板箱是一种广泛应用于物流运输行业的木质包装制品,其主要功能是起到保护物品并方便搬运及储存的作用。然而在生产过程中,实木侧板拼接这一环节却是一项人工操作,工艺复杂,速度慢,精度低,投入大等诸多问题。为此,研发一款实木侧板拼接自动线成为了当下围板箱生产领域很重要的课题。本文将围绕该课题展开探讨。一、自动化生产之优点自动化生产是指在

围板箱的实木侧板拼接自动线的开发的任务书.docx
围板箱的实木侧板拼接自动线的开发的任务书任务书一、项目背景围板箱是一种常用的包装装置,主要用于运输和储存。而其实木侧板则是围板箱中起到支撑作用的关键零部件之一。目前市场上,实木侧板的拼接生产主要依靠手工操作,效率和精度有限,无法满足日益增长的市场需求。为优化生产效率,提高产品质量,开发一套实木侧板拼接自动线迫在眉睫,是当前行业急需的一个重要项目。二、项目目标1.设计和开发一套实木侧板拼接自动线,实现高效率、精准度、低误差和低人工成本的生产。2.提供一整套的方案,包括设备选择、工艺流程、安装调试、培训使用等

侧围外板.ppt
产品技术部冲压工艺室CAE分析报告4567板料料厚变化显示云图板料料厚变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图1415成形限制曲线安全区:20%材料变厚可接受范围:0.01mm材料过渡变薄可分析范围:0.3mm材料拉伸不足显示范围:≤Tx2%分析报告结论经CAE多次分析表明,产品本身结构的工艺性基本合理,但仍有几处局部工艺性较差,调试过程中依赖于产品更改。拉延工序制件的工艺补充部分成形工艺性合理,能够保证侧围外板的产品质量要求,能够保证拉延及后工

车身侧围外板的加工方法和侧围外板的侧整形模具.pdf
本公开涉及一种车身侧围外板的加工方法和侧围外板的侧整形模具,该加工方法包括以下步骤:S1:将侧围外板板料进行拉延工艺;S2:将经过拉延工艺处理后的侧围外板板料进行第一次修边工艺,修整侧围外板板料的侧边并保留多个工艺补充板料,该多个工艺补充板料沿侧边间隔设置并向外凸出;S3:将经过第一次修改工艺处理后的侧围外板板料进行侧整形工艺,侧整形模具至少部分地抵压工艺补充板料并对侧围外板板料的侧板进行侧整形。S4:将经过侧整形工艺处理后的侧围外板板料进行第二次修边工艺,第二修边模具将工艺补充板去除。该加工方法能够提高
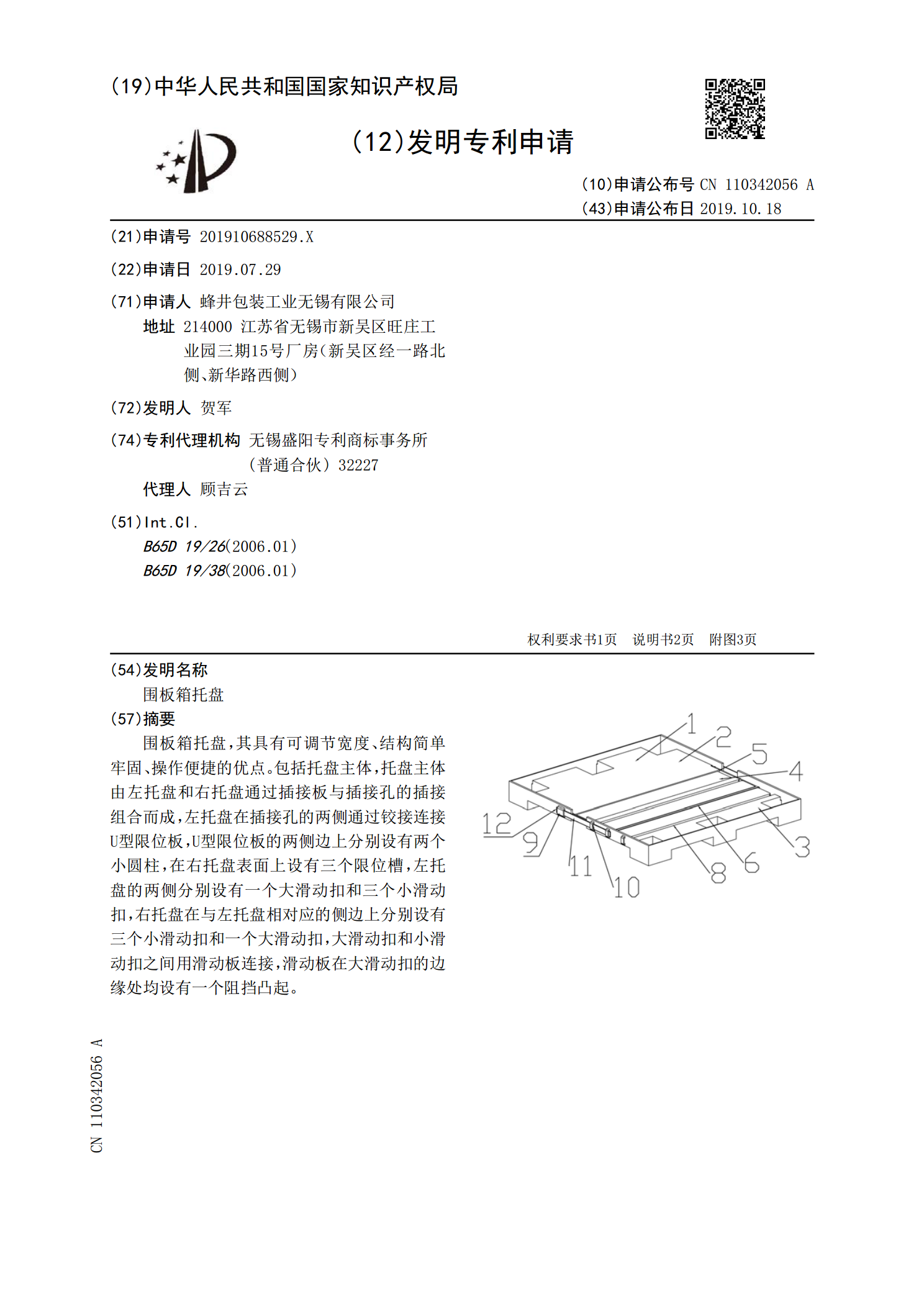
围板箱托盘.pdf
围板箱托盘,其具有可调节宽度、结构简单牢固、操作便捷的优点。包括托盘主体,托盘主体由左托盘和右托盘通过插接板与插接孔的插接组合而成,左托盘在插接孔的两侧通过铰接连接U型限位板,U型限位板的两侧边上分别设有两个小圆柱,在右托盘表面上设有三个限位槽,左托盘的两侧分别设有一个大滑动扣和三个小滑动扣,右托盘在与左托盘相对应的侧边上分别设有三个小滑动扣和一个大滑动扣,大滑动扣和小滑动扣之间用滑动板连接,滑动板在大滑动扣的边缘处均设有一个阻挡凸起。