
一种冷锻旋压成型工艺的数控花式律线机.pdf

是你****枝呀


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冷锻旋压成型工艺的数控花式律线机.pdf
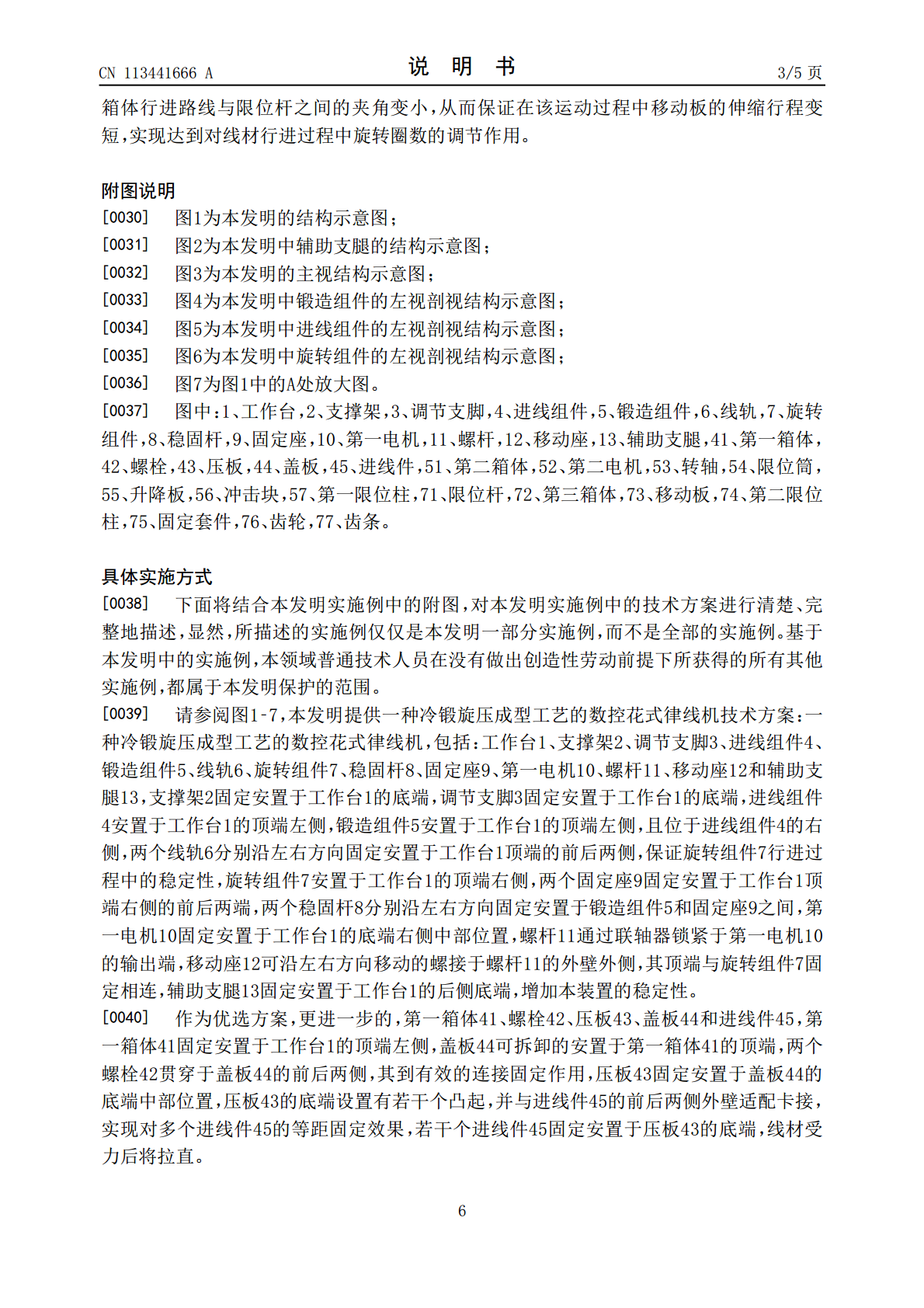
本发明公开了一种冷锻旋压成型工艺的数控花式律线机,包括:工作台;支撑架,所述支撑架固定安置于所述工作台的底端;调节支脚,所述调节支脚固定安置于所述工作台的底端;进线组件,所述进线组件安置于所述工作台的顶端左侧;锻造组件,所述锻造组件安置于所述工作台的顶端左侧,且位于所述进线组件的右侧;线轨,两个所述线轨分别沿左右方向固定安置于所述工作台顶端的前后两侧;旋转组件,所述旋转组件安置于所述工作台的顶端右侧。该冷锻旋压成型工艺的数控花式律线机,可实现灵活更换不同口径的进线件,通过冲击块不断实现对线材表面的冲击锻造
一种旋压工装及轮毂旋压成型工艺.pdf
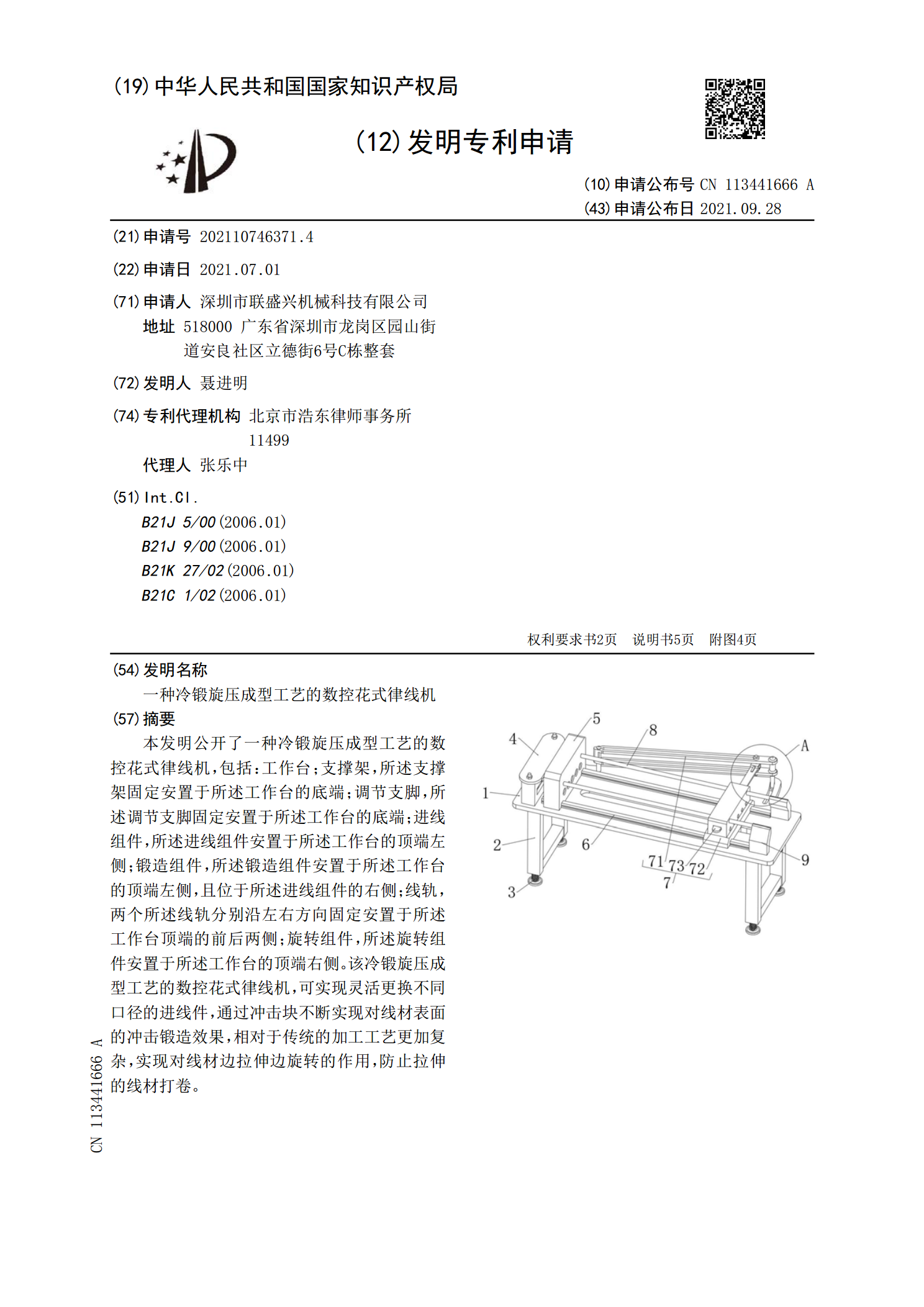
本发明属于旋压加工技术领域,公开了一种旋压工装及轮毂旋压成型工艺,旋压工装包括托座、尾顶、滚轮组件和退料盘,托座设于第一驱动件上并用于放置毛坯件,托座的中心沿自身轴向方向开设有通孔,第一驱动件能控制托座转动,尾顶设于第二驱动件上,第二驱动件能控制尾顶升降于托座并控制尾顶转动,滚轮组件包括第一滚轮和第二滚轮,退料盘适于在毛坯件旋压成型后相对托座上升,以将旋压成型后的毛坯件顶起并脱离于托座;轮毂旋压成型工艺应用上述旋压工装。本发明提供的旋压工装及轮毂旋压成型工艺,有效改善现有技术中多道次旋压复杂的工艺步骤,有
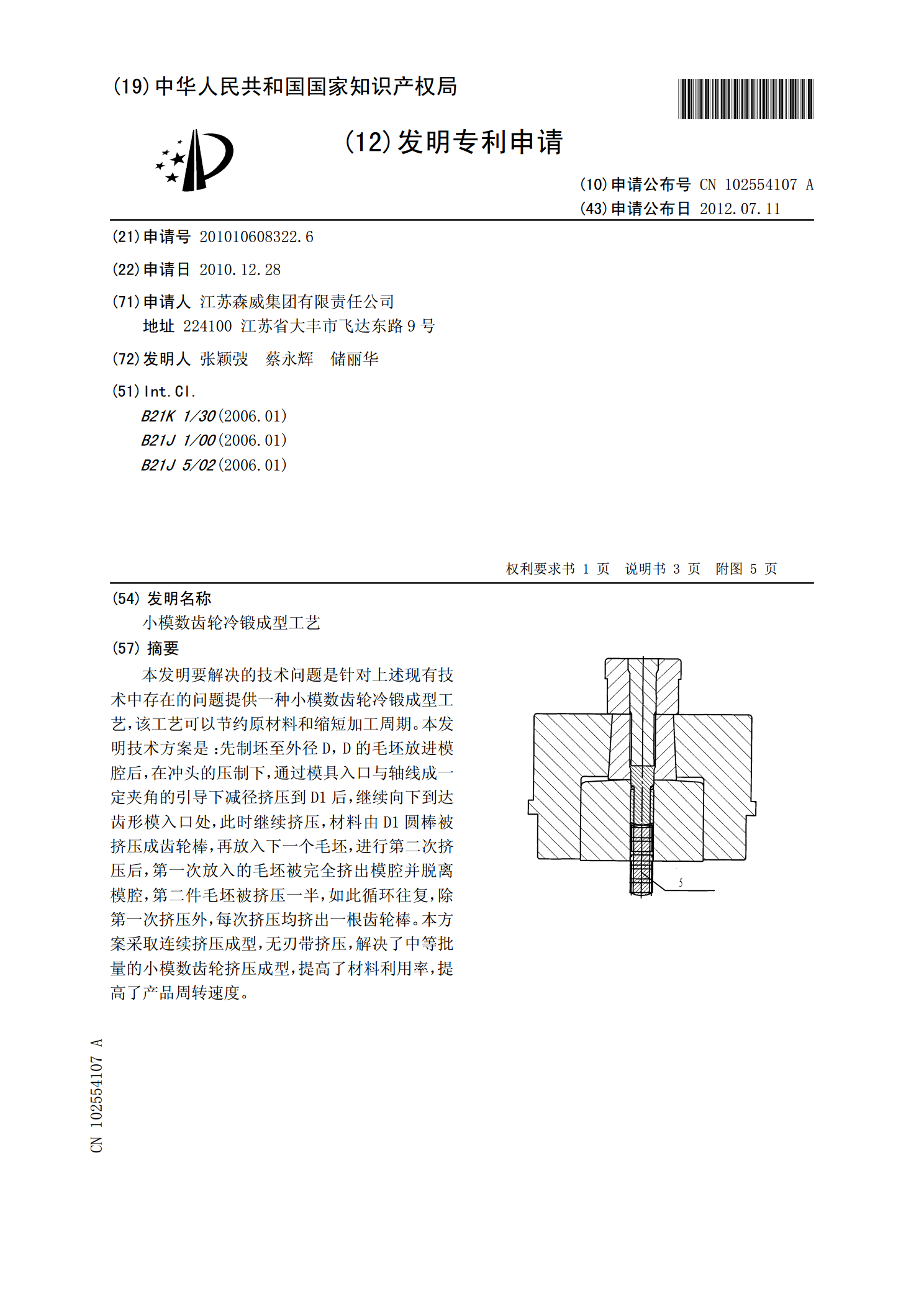
小模数齿轮冷锻成型工艺.pdf
本发明要解决的技术问题是针对上述现有技术中存在的问题提供一种小模数齿轮冷锻成型工艺,该工艺可以节约原材料和缩短加工周期。本发明技术方案是:先制坯至外径D,D的毛坯放进模腔后,在冲头的压制下,通过模具入口与轴线成一定夹角的引导下减径挤压到D1后,继续向下到达齿形模入口处,此时继续挤压,材料由D1圆棒被挤压成齿轮棒,再放入下一个毛坯,进行第二次挤压后,第一次放入的毛坯被完全挤出模腔并脱离模腔,第二件毛坯被挤压一半,如此循环往复,除第一次挤压外,每次挤压均挤出一根齿轮棒。本方案采取连续挤压成型,无刃带挤压,解决
一种旋压件成型加工工艺.pdf
本发明公开了一种旋压件成型加工工艺,包括以下步骤:a.在不锈钢板上画线下料;b.在坡口的两侧分别喷涂水液状防飞溅剂,开始焊接,焊接温度为20‑25℃;c.将模具和圆片对齐,采用压鼓机进行压鼓;d.检查半成品,确认缺口、裂纹,涂抹润滑剂,并将半成品设置于旋压机上进行旋压;e.将旋压后半成品设置于自动研磨机上进行研磨,研磨后进行酸洗;f.将酸洗后的半成品置于退火炉中进行退火;g.对退火后的半成品通过抛光机进行抛光,抛光后得到成品。

一种齿轮冷旋压翻边成型方法.pdf
一种齿轮冷旋压翻边成型方法,其成型步骤包括坯料预制,成型设备旋压机包括在同一工作面上同步旋转的至少三根轴旋轮:通过旋压完成成形、缩径、收口、封底、翻边、卷边和压筋工序,制得符合设计规格尺寸的带纵齿的齿轮成品,其特征在于坯料预制后依次有以下步骤;1)装夹预制坯料;2)控制主动轴旋轮与从动轴旋轮同步同比例同速运动;3)对预制坯料进行外圆变径旋压;4)对预制坯料进行齿部旋压,最终制得齿轮成品;5)控制主动轴旋轮沿径向进给方向退回,准备进行下一个预制坯料成型。本发明方法提高了齿面的硬度、光洁度,可以补偿齿面变宽,