
传动轴压入焊接专机受力变形和精度分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

传动轴压入焊接专机受力变形和精度分析.docx
传动轴压入焊接专机受力变形和精度分析随着汽车及机械工业的快速发展,传动轴压入焊接工艺已经越来越广泛地应用于生产中。然而,在传动轴压入焊接的过程中,由于受到各种因素的影响,会产生受力变形和精度问题,这也制约了该工艺的生产效率和品质,因此我们需要对其进行深入的研究与分析。本文旨在针对传动轴压入焊接专机的受力变形和精度问题进行探讨,分析其原因,并提出相应的解决方法。一、传动轴压入焊接专机的受力变形问题传动轴压入焊接专机在工作过程中需要承受较大的压力和力矩,因此受力变形是不可避免的问题。其主要表现为以下几个方面:

CH-Car传动轴压入焊接专机的有限元分析.docx
CH-Car传动轴压入焊接专机的有限元分析引言传动轴是汽车发动机与变速器之间的连接部件,它在汽车的动力传递中起着至关重要的作用。随着现代汽车制造技术的不断发展,传动轴的制造精度和工艺要求越来越高。传统的传动轴压入方式是采用用锤子进行人工敲打的方式完成的,此种方式存在较大的人工误差和生产工效低下的问题。为了提高传动轴的制造精度和生产效率,目前采用压入焊接的方法来固定传动轴。本文将介绍一种CH-Car传动轴压入焊接专机的有限元分析。有限元模型的建立根据CH-Car传动轴压入焊接专机的结构特点,本文建立了传动轴
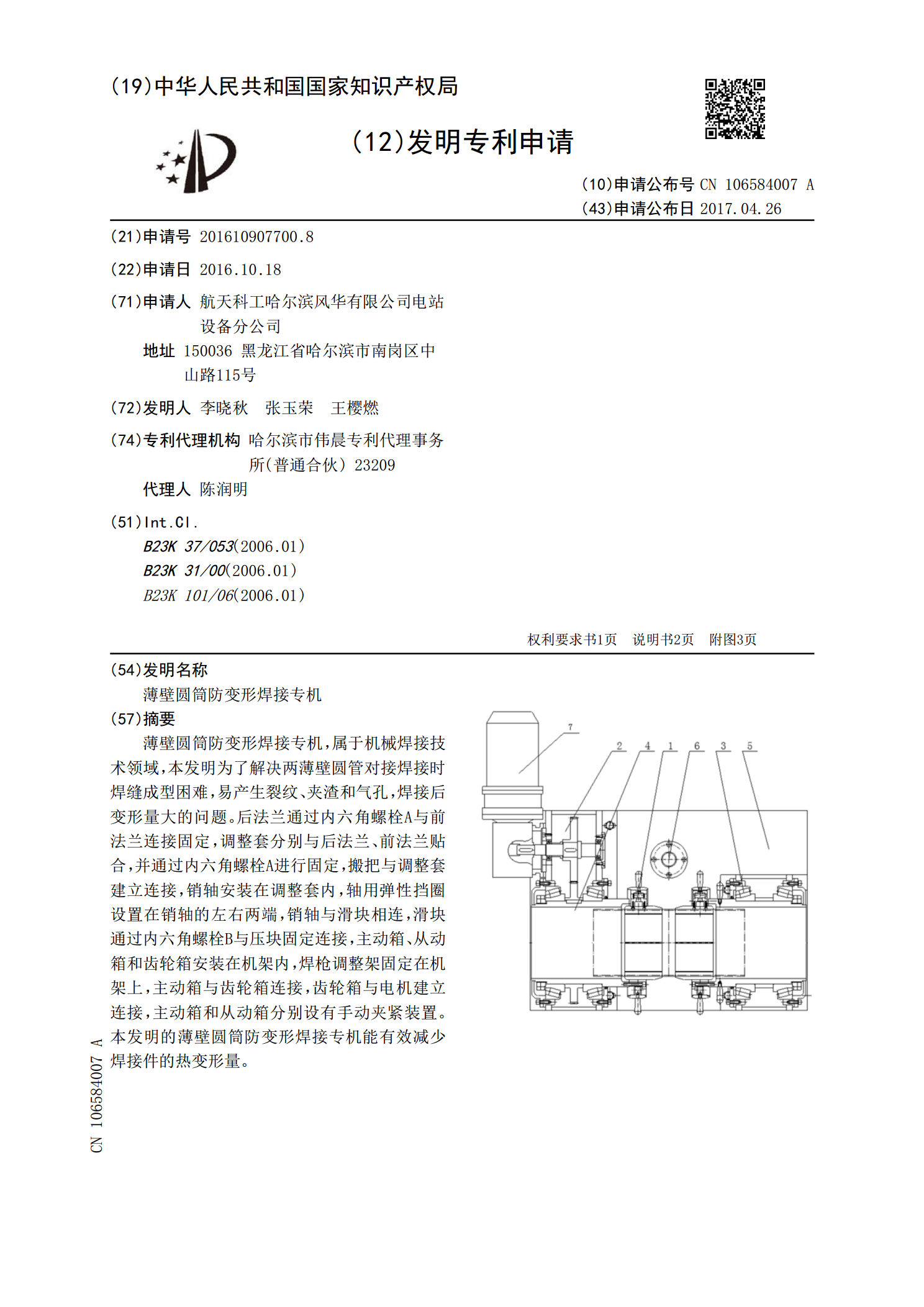
薄壁圆筒防变形焊接专机.pdf
薄壁圆筒防变形焊接专机,属于机械焊接技术领域,本发明为了解决两薄壁圆管对接焊接时焊缝成型困难,易产生裂纹、夹渣和气孔,焊接后变形量大的问题。后法兰通过内六角螺栓A与前法兰连接固定,调整套分别与后法兰、前法兰贴合,并通过内六角螺栓A进行固定,搬把与调整套建立连接,销轴安装在调整套内,轴用弹性挡圈设置在销轴的左右两端,销轴与滑块相连,滑块通过内六角螺栓B与压块固定连接,主动箱、从动箱和齿轮箱安装在机架内,焊枪调整架固定在机架上,主动箱与齿轮箱连接,齿轮箱与电机建立连接,主动箱和从动箱分别设有手动夹紧装置。本发

仪器化压入仪机架受力变形及模态的有限元分析.docx
仪器化压入仪机架受力变形及模态的有限元分析Title:FiniteElementAnalysisofInstrumentedPunchingMachineRack'sStructuralDeformationandModalAnalysisAbstract:Theobjectiveofthisstudyistoperformafiniteelementanalysis(FEA)onaninstrumentedpunchingmachineracktoinvestigateitsstructuraldefo

圆形焊接弯管的径向变形受力分析.docx
圆形焊接弯管的径向变形受力分析标题:圆形焊接弯管的径向变形受力分析摘要:圆形焊接弯管是一种常见的构件,其在工程中承受着各种载荷。在使用过程中,焊接弯管可能会发生径向变形,进而影响其工作性能和寿命。本论文旨在分析圆形焊接弯管的径向变形受力,并提供一些解决径向变形的方法。引言:圆形焊接弯管是一种常用的构件,广泛应用于各种工程领域,如石油、化工、航空航天等。在实际应用中,焊接弯管承受着各种环境载荷和工作载荷,如压力、温度变化、震动等。这些载荷对焊接弯管的径向变形产生了重要的影响。方法:本论文将采用有限元分析方法