
薄壁圆筒防变形焊接专机.pdf

努力****恨风


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁圆筒防变形焊接专机.pdf
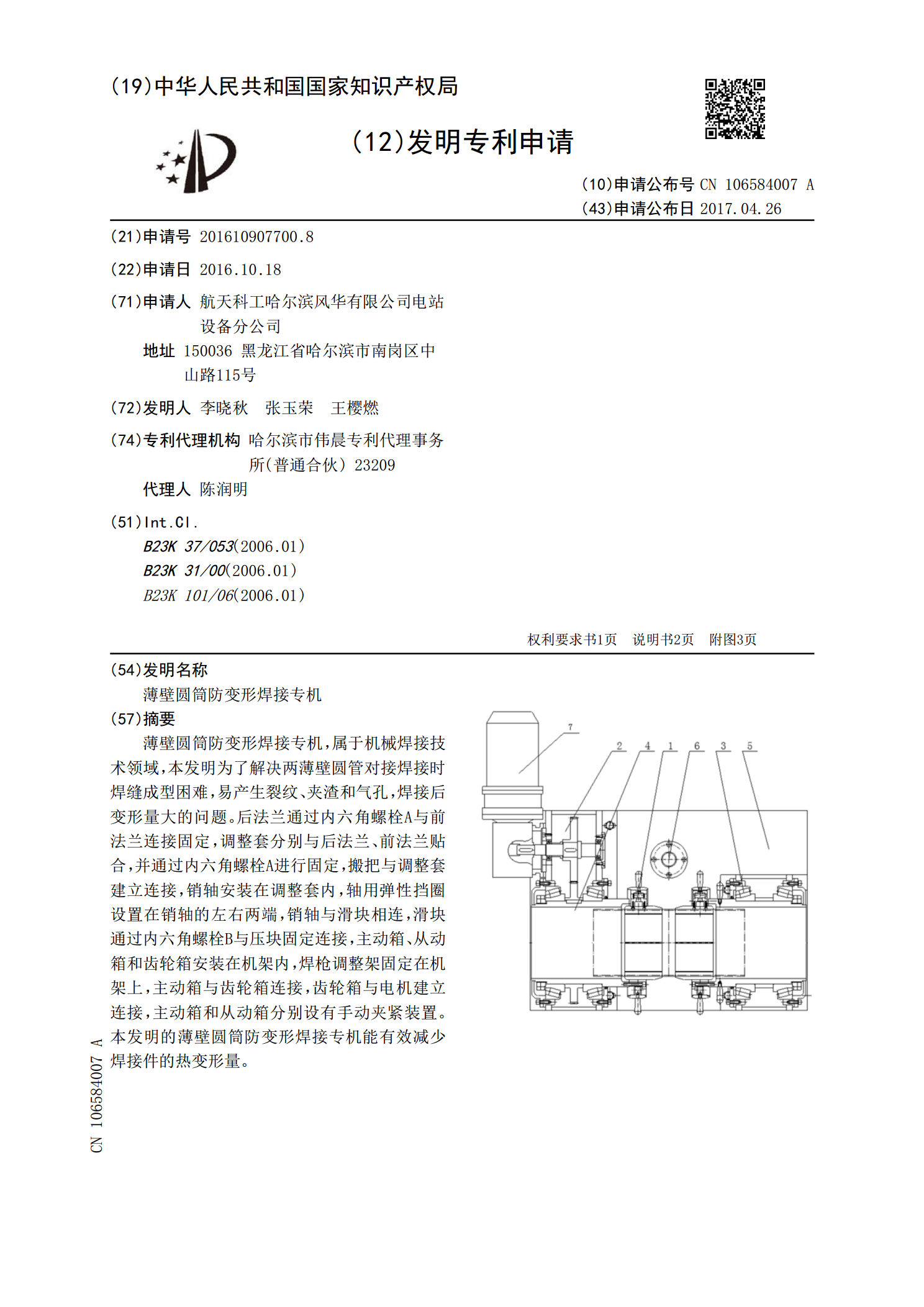
薄壁圆筒防变形焊接专机,属于机械焊接技术领域,本发明为了解决两薄壁圆管对接焊接时焊缝成型困难,易产生裂纹、夹渣和气孔,焊接后变形量大的问题。后法兰通过内六角螺栓A与前法兰连接固定,调整套分别与后法兰、前法兰贴合,并通过内六角螺栓A进行固定,搬把与调整套建立连接,销轴安装在调整套内,轴用弹性挡圈设置在销轴的左右两端,销轴与滑块相连,滑块通过内六角螺栓B与压块固定连接,主动箱、从动箱和齿轮箱安装在机架内,焊枪调整架固定在机架上,主动箱与齿轮箱连接,齿轮箱与电机建立连接,主动箱和从动箱分别设有手动夹紧装置。本发

薄壁圆筒焊接方法及薄壁圆筒焊接工装.pdf
本发明提供一种薄壁圆筒焊接方法,包括如下步骤:S1、焊接薄壁圆筒的主焊缝;S2、薄壁圆筒吊运至施焊位置;S3、确定加强圈的焊接位置;S4、薄壁圆筒内部安装多功能圆盘支撑架,并调整至薄壁圆筒的圆度满足要求;S5、加强圈与薄壁筒体套装,移动式悬桥焊接架的焊接平台移动至加强圈处;S6、焊接工人坐于焊接平台上焊接;S7、旋转薄壁圆筒至未焊接区域位于焊接平台的侧方;S8、重复步骤S6‑S7,至加强圈一圈全部与薄壁筒体焊接完成;S9、焊接平台沿薄壁圆筒的纵向移动至下一个加强圈焊接位置,重复步骤S5‑S8;S10、重复

薄壁深孔焊接件防变形加工工艺.docx
薄壁深孔焊接件防变形加工工艺1.前言薄壁深孔焊接件一般应用于航空航天和机械加工领域,因其轻量化、高于传统件的强度和刚度在现代制造业中得到广泛应用。但是,在制造和加工过程中,由于薄壁深孔件的特殊结构和复杂性,易发生变形和扭曲,从而导致加工精度的下降和材料的浪费,甚至影响产品的质量和性能,给生产带来很大的困难和损失。因此,在加工薄壁深孔焊接件时,防止变形是一个非常重要的问题,需要采用一些特殊的加工工艺和技术来解决。本文主要介绍薄壁深孔焊接件防变形加工工艺的研究现状和发展趋势,并提出一些应对措施和建议。2.薄壁
一种薄壁圆筒焊接辅助工装.pdf
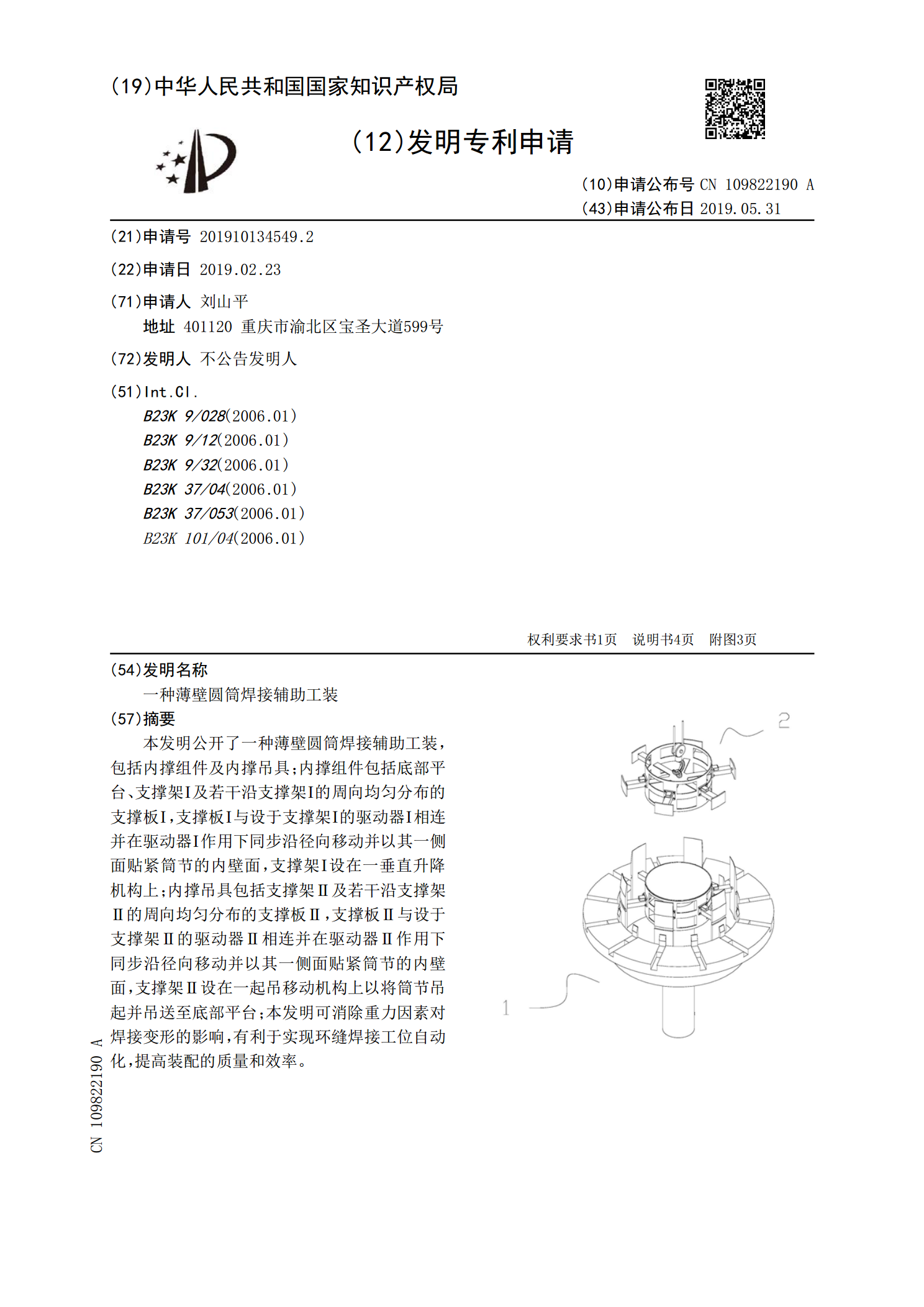
本发明公开了一种薄壁圆筒焊接辅助工装,包括内撑组件及内撑吊具;内撑组件包括底部平台、支撑架Ⅰ及若干沿支撑架Ⅰ的周向均匀分布的支撑板Ⅰ,支撑板Ⅰ与设于支撑架Ⅰ的驱动器Ⅰ相连并在驱动器Ⅰ作用下同步沿径向移动并以其一侧面贴紧筒节的内壁面,支撑架Ⅰ设在一垂直升降机构上;内撑吊具包括支撑架Ⅱ及若干沿支撑架Ⅱ的周向均匀分布的支撑板Ⅱ,支撑板Ⅱ与设于支撑架Ⅱ的驱动器Ⅱ相连并在驱动器Ⅱ作用下同步沿径向移动并以其一侧面贴紧筒节的内壁面,支撑架Ⅱ设在一起吊移动机构上以将筒节吊起并吊送至底部平台;本发明可消除重力因素对焊接变形

一种用于薄壁圆筒件焊接的工装.pdf
本发明提供一种用于薄壁圆筒件焊接的工装,属于机械加工领域,工装,包括外胎、内涨胎、底座和压紧组件;内涨胎包括环形推板(6)、传动块(7)、压螺(8)、推锥(9)、推块(11)、螺纹杆(16);传动块(7)带动压螺旋转,压螺(8)在螺纹杆(16)上旋转下行带动推锥(9)下行,推动推块(1)径向向外运动;带动环形推板(6)压紧零件,将需要焊接的薄壁圆筒件插入外胎和内涨胎的缝隙中,待焊接的焊缝留在外胎与内涨胎的开口处,本发明薄壁圆筒件焊接工装,结构简单,制造成本低,易于操作,保证了焊接时零件的形状,减少焊接时发