
数控铣床刀具补偿及编程学习教案.pptx

快乐****蜜蜂


1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣床刀具补偿及编程学习教案.pptx
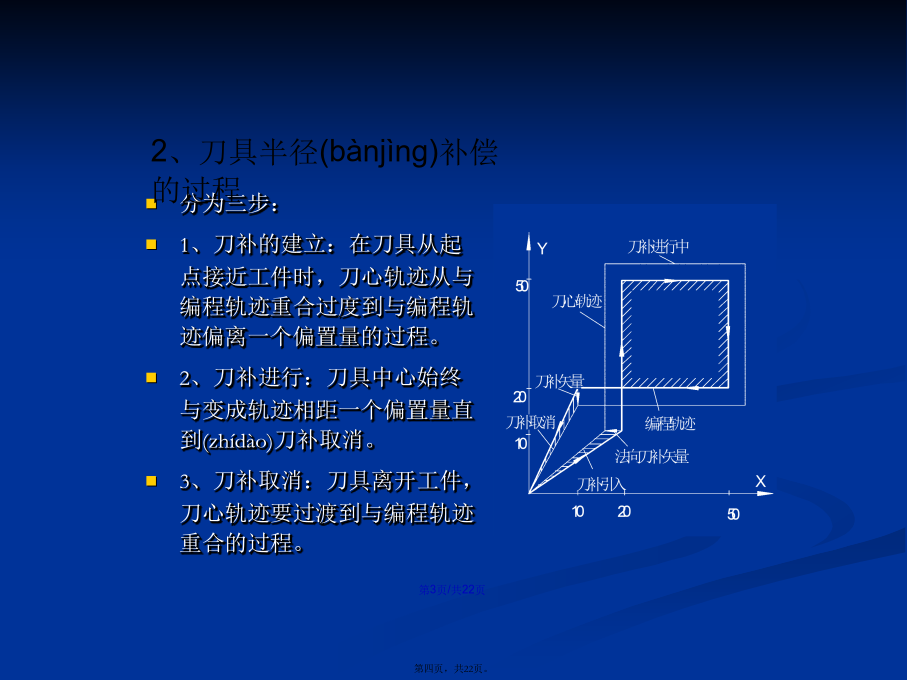
会计学二、数控铣床刀具补偿类型刀具半径补偿:补偿刀具半径对工件轮廓尺寸的影响.刀具长度补偿:补偿刀具长度方向尺寸的变化.三、刀具补偿的方法人工预刀补:人工计算刀补量进行编程机床(jīchuáng)自动刀补:数控系统具有刀具补偿功能。四、刀具半径补偿(bǔcháng)功能分为三步:1、刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2、刀补进行:刀具中心始终与变成轨迹相距一个偏置量直到(zhídào)刀补取消。3、刀补取消:刀具离开工件,刀心轨迹要过渡到与编
数控铣床刀具补偿及编程.ppt
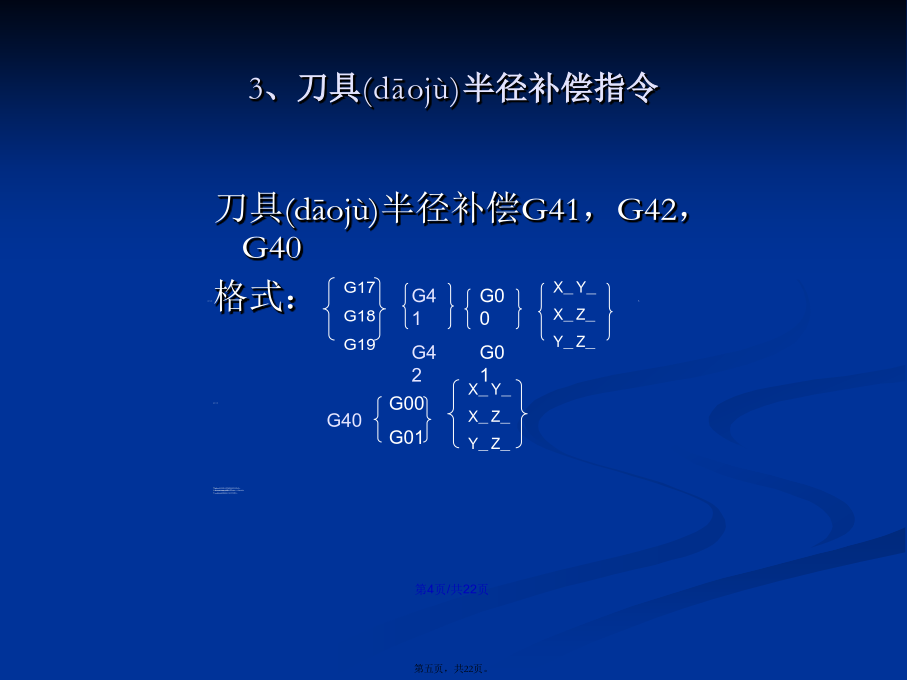
数控铣床刀具补偿及编程二、数控铣床刀具补偿类型刀具半径补偿:补偿刀具半径对工件轮廓尺寸的影响.刀具长度补偿:补偿刀具长度方向尺寸的变化.三、刀具补偿的方法人工预刀补:人工计算刀补量进行编程机床自动刀补:数控系统具有刀具补偿功能。四、刀具半径补偿功能分为三步:1、刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2、刀补进行:刀具中心始终与变成轨迹相距一个偏置量直到刀补取消。3、刀补取消:刀具离开工件,刀心轨迹要过渡到与编程轨迹重合的过程。3、刀具半径补偿指令
数控铣床刀具补偿及编程.ppt
数控铣床刀具补偿及编程二、数控铣床刀具补偿类型刀具半径补偿:补偿刀具半径对工件轮廓尺寸的影响.刀具长度补偿:补偿刀具长度方向尺寸的变化.三、刀具补偿的方法人工预刀补:人工计算刀补量进行编程机床自动刀补:数控系统具有刀具补偿功能。四、刀具半径补偿功能分为三步:1、刀补的建立:在刀具从起点接近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏离一个偏置量的过程。2、刀补进行:刀具中心始终与变成轨迹相距一个偏置量直到刀补取消。3、刀补取消:刀具离开工件,刀心轨迹要过渡到与编程轨迹重合的过程。3、刀具半径补偿指令

数控铣床刀具半径补偿指令学习教案.pptx
会计学////////////////////////////////

数控铣床刀具半径补偿.doc
数控铣床刀具半径补偿一、数控铣床刀具补偿的含义在数控铣床上,由于程序所控制的刀具刀位点的轨迹和实际刀具切削刃口切削出的形状并不重合,它们在尺寸大小上存在一个刀具半径和刀具长短的差别,为此就需要根据实际加工的形状尺寸算出刀具刀位点的轨迹坐标,据此来控制加工。二、数控铣床刀具补偿类型刀具半径补偿:补偿刀具半径对工件轮廓尺寸的影响.刀具长度补偿:补偿刀具长度方向尺寸的变化.刀具磨损补偿:补偿刀具半径和刀具长度方向的磨损三、刀具补偿的方法人工预刀补:人工计算刀补量进行编程机床自动刀补:数控系统具有刀具补偿功能。四