
陶瓷凝胶注模成型的技术.pptx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

陶瓷凝胶注模成型的技术.pptx
会计学干法(ɡànfǎ)成型湿法成型工艺设备简单、成型坯体组分均匀、缺陷(quēxiàn)少、易于成型复杂形状零件等优点,实用性较强,但传统的湿法成型技术都存在一些问题,如注浆成型是靠石膏模吸水来实现的,造成坯体中形成密度梯度分布和不均匀变形,并且坯体强度低,易于损坏。热压铸或注射成型需加入质量分数高达20%的蜡或有机物,造成脱脂过程繁琐,结合剂的融化或蒸发使坯体的强度降低,易形成缺陷(quēxiàn)甚至倒塌。这些问题提高了陶瓷材料的生产成本,降低了其质量的稳定性。1.凝胶注模成型(chéngxíng)
陶瓷凝胶注模成型技术.ppt
陶瓷凝胶注模成型技术陶瓷凝胶注模成型技术干法成型湿法成型工艺设备简单、成型坯体组分均匀、缺陷少、易于成型复杂形状零件等优点,实用性较强,但传统的湿法成型技术都存在一些问题,如注浆成型是靠石膏模吸水来实现的,造成坯体中形成密度梯度分布和不均匀变形,并且坯体强度低,易于损坏。热压铸或注射成型需加入质量分数高达20%的蜡或有机物,造成脱脂过程繁琐,结合剂的融化或蒸发使坯体的强度降低,易形成缺陷甚至倒塌。这些问题提高了陶瓷材料的生产成本,降低了其质量的稳定性。1.凝胶注模成型的基本原理凝胶注模成型与热压铸或注射成

陶瓷凝胶注模成型的技术.pptx
会计学干法成型湿法成型工艺设备简单、成型坯体组分均匀、缺陷少、易于成型复杂形状零件等优点,实用性较强,但传统的湿法成型技术都存在一些问题,如注浆成型是靠石膏模吸水来实现的,造成坯体中形成密度梯度分布和不均匀变形,并且坯体强度低,易于损坏。热压铸或注射成型需加入质量分数高达20%的蜡或有机物,造成脱脂过程繁琐,结合剂的融化或蒸发使坯体的强度降低,易形成缺陷甚至倒塌。这些问题提高了陶瓷材料的生产成本,降低了其质量的稳定性。1.凝胶注模成型的基本原理凝胶注模成型与热压铸或注射成型相比,主要差别在于,后两种工艺中

氧化铟锡陶瓷的凝胶注模成型工艺研究.docx
氧化铟锡陶瓷的凝胶注模成型工艺研究一、引言氧化铟锡陶瓷是一种具有优异性能的高新材料,其具有高温抗氧化、高硬度、高导电性和高热传导性等特点,在先进电子器件、高能辐射探测器和陶瓷储能等领域中有着广泛的应用。传统的氧化铟锡陶瓷制备方法存在成本高、制备周期长和成型难度大等问题,因此需要寻找一种简单快捷的成型方法,凝胶注模成型技术是一种应用广泛的陶瓷成型工艺,其具有批量生产、成型精度高、生产周期短等优点,并且适用于各种陶瓷粘结剂和粉末的成型,所以这种工艺适用于制备氧化铟锡陶瓷。本文主要介绍氧化铟锡陶瓷的凝胶注模成型
凝胶注模成型制备Re:YAG透明陶瓷.pdf
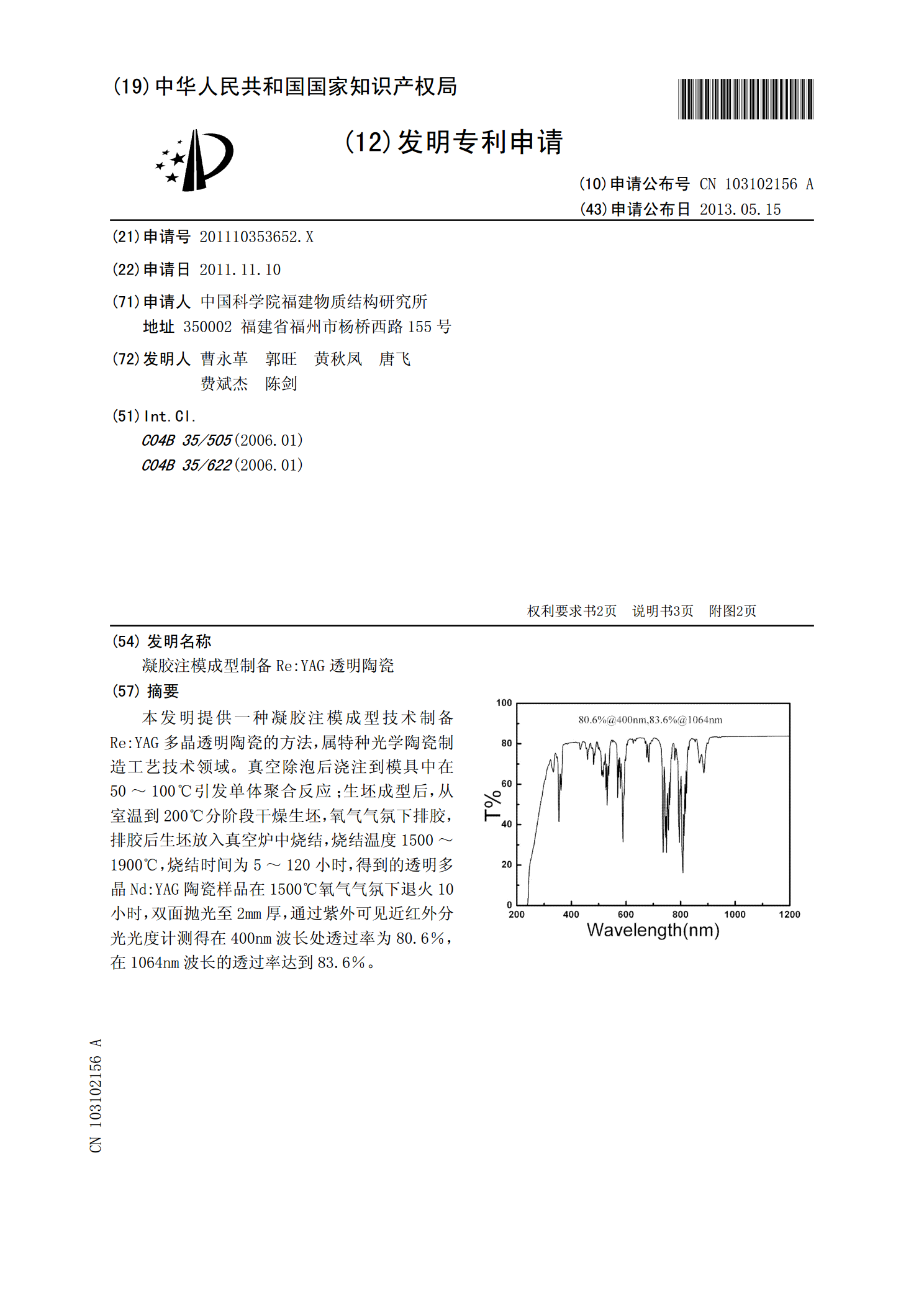
本发明提供一种凝胶注模成型技术制备Re:YAG多晶透明陶瓷的方法,属特种光学陶瓷制造工艺技术领域。真空除泡后浇注到模具中在50~100℃引发单体聚合反应;生坯成型后,从室温到200℃分阶段干燥生坯,氧气气氛下排胶,排胶后生坯放入真空炉中烧结,烧结温度1500~1900℃,烧结时间为5~120小时,得到的透明多晶Nd:YAG陶瓷样品在1500℃氧气气氛下退火10小时,双面抛光至2mm厚,通过紫外可见近红外分光光度计测得在400nm波长处透过率为80.6%,在1064nm波长的透过率达到83.6%。