
熔化极气体保护焊好的学习教案.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

熔化极气体保护焊好的学习教案.pptx
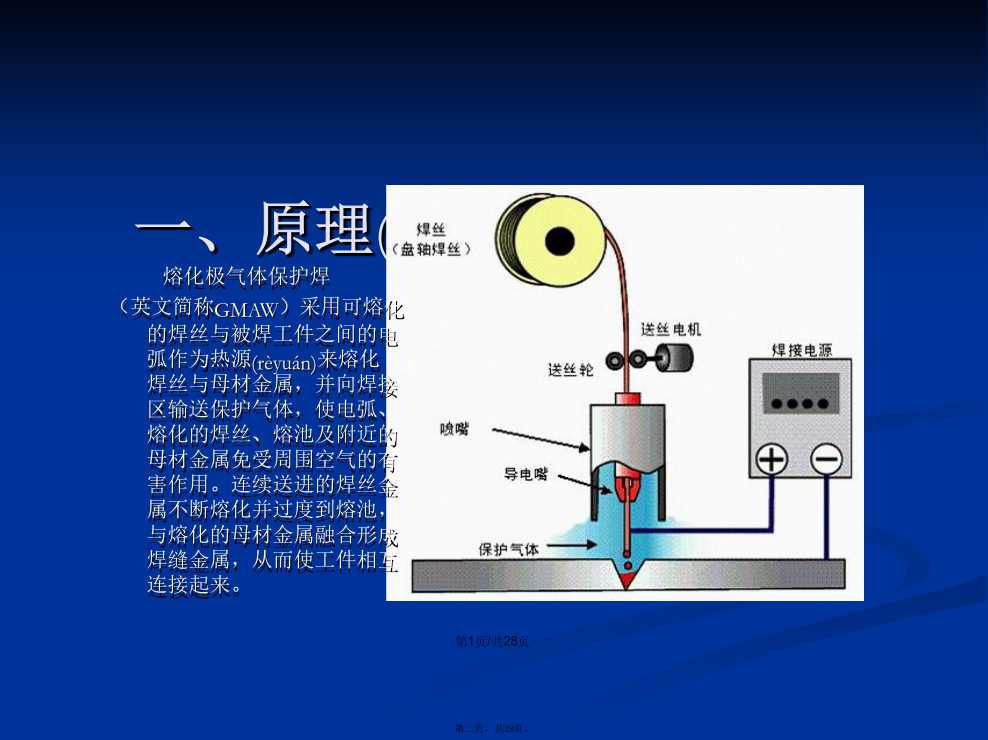
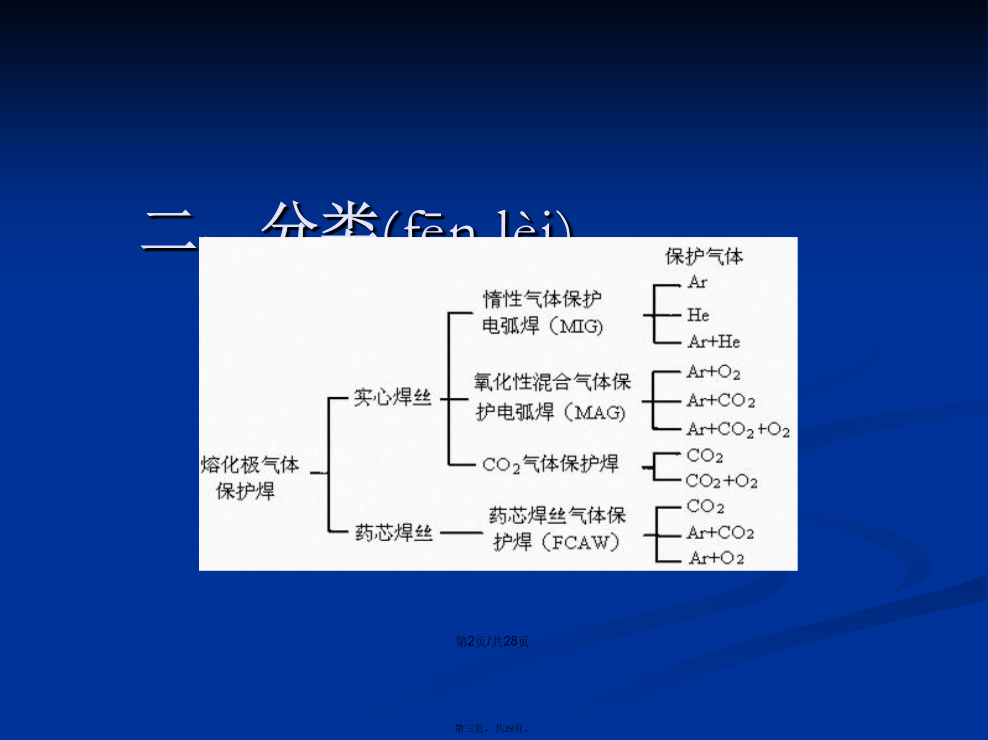
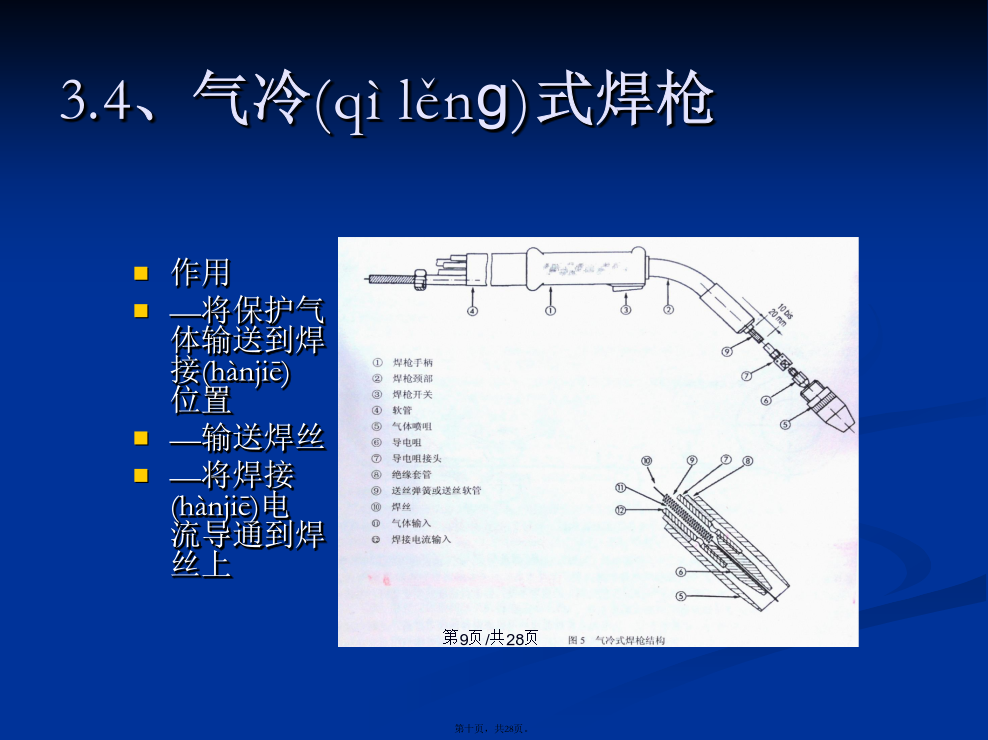
会计学一、原理(yuánlǐ)二、分类(fēnlèi)我们常用的焊接方法:数字代码英文缩写熔化极活性气体保护焊135MAG熔化极惰性气体保护焊131MIG2.1、适用的材料(cáiliào)MAG焊适于焊接碳钢、合金钢和不锈钢等黑色金属。MIG焊使用惰性气体,既可以焊接黑色金属又可以焊接有色金属,但从焊丝供应以及制造成本考虑主要用于铝、铜、钛及其合金,以及不锈钢、耐热钢的焊接。2.2、焊接位置熔化极气体保护焊适应性较好,可以进行全位置焊接,其中以平焊位置和横焊位置焊接效率最高,其他焊接位置的效率也比焊条(

熔化极气体保护焊教材学习教案.pptx
会计学1.焊接方法分类2.熔化焊接的主要特征3.气体保护电弧焊4.C02气体保护电弧焊的工作原理5.C02气体保护焊的特点熔化极分类和优缺点将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离并形成结合力,这种焊接方法叫熔化焊接。需要一个能量集中,热量足够的热源。能量集中性:就是在金属电极中单位面积所通过的电流越大,能量集中性越好。电弧焊:以气体导电时产生的电弧热为热源。熔化极:焊丝或焊条既是电极又是填充金属。非熔化极:电极(钨极)不熔化。MIG焊:金属极(熔化极)惰性气体保护焊TIG焊:钨极(

熔化极气体保护电弧焊学习教案.pptx
会计学培训(péixùn)目录熔化极气体保护电弧(diànhú)焊定义气体保护下,利用连续送进的焊丝与工件之间形成的电弧(diànhú)不断熔化焊丝及母材形成熔池,冷却后形成焊缝的一种焊接方法。熔化极气体保护电弧(diànhú)焊分类按保护气体进行分类:MIG、MAG、CO2按焊丝进行分类:实芯和药芯焊丝电弧(diànhú)焊一.焊接基础知识特点(tèdiǎn)及应用一.焊接(hànjiē)基础知识特点及应用CO2气体保护焊的冶金特性高温下,CO2分解成CO和O,具有强烈氧化性CO2CO+O,温度越(dù

熔化极气体保护焊.ppt
熔化极气体保护焊熔化极气体保护焊的分类及应用一、熔化极气体保护焊的分类及特点熔化极气体保护焊是以可熔化的金属焊丝作电极,由气体作保护的电弧焊。操作方式:半自动焊、自动焊焊丝:实心焊丝:一般含有脱氧用的和焊缝金属所需要的合金元素;药芯焊丝:药芯成分及作用与焊条的药皮相似(一)熔化极气体保护焊分类(二)熔化极气体保护焊的优缺点1、优点与焊条电弧焊相比:1)焊接效率高。连续送丝,没有更换焊条工序,焊道之间不须清渣,节省时间;通过焊丝的电流密度大,提高了熔敷速度。2)可以获得含氢量较焊条电弧焊低的焊缝金属。3)在
熔化极气体保护焊焊枪.pdf
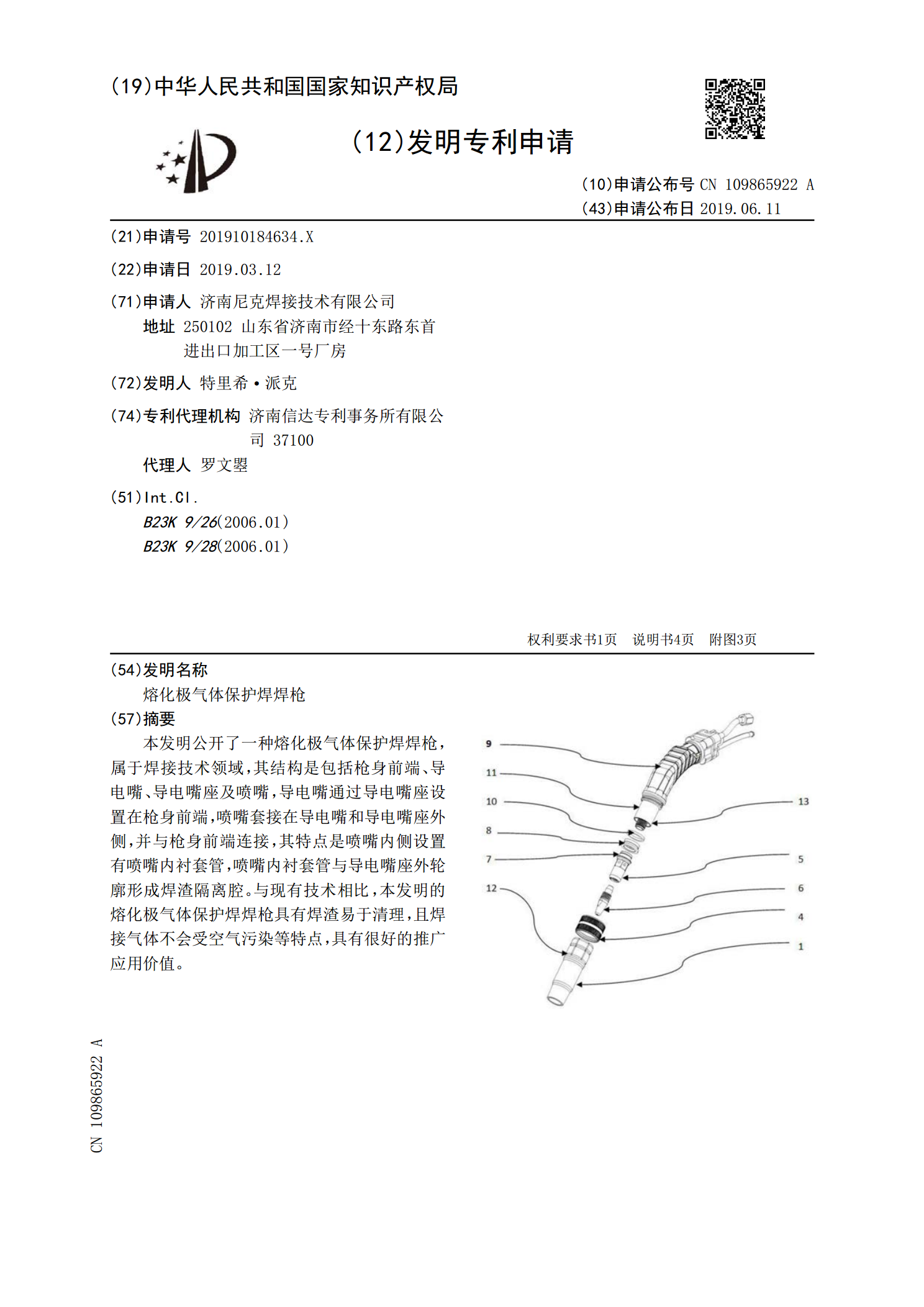
本发明公开了一种熔化极气体保护焊焊枪,属于焊接技术领域,其结构是包括枪身前端、导电嘴、导电嘴座及喷嘴,导电嘴通过导电嘴座设置在枪身前端,喷嘴套接在导电嘴和导电嘴座外侧,并与枪身前端连接,其特点是喷嘴内侧设置有喷嘴内衬套管,喷嘴内衬套管与导电嘴座外轮廓形成焊渣隔离腔。与现有技术相比,本发明的熔化极气体保护焊焊枪具有焊渣易于清理,且焊接气体不会受空气污染等特点,具有很好的推广应用价值。