
球形件柔性拉边多点--层叠柔性模成形工艺关键技术研究的任务书.docx

骑着****猪猪


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

球形件柔性拉边多点--层叠柔性模成形工艺关键技术研究的任务书.docx
球形件柔性拉边多点--层叠柔性模成形工艺关键技术研究的任务书任务书项目名称:球形件柔性拉边多点--层叠柔性模成形工艺关键技术研究承担单位:某先进制造企业项目背景:球形件是广泛应用于多个领域的重要构件。传统上,球形件的加工方式主要有锻造和精密铸造两种方法。但这些方法的成本较高,并且限制了球形件的形状和尺寸。因此,需要一种新的加工方法来满足这些需求。柔性拉边多点--层叠柔性模成形工艺是一种新型的球形件加工方法。该方法结合了多点拉伸技术和层叠柔性模技术,可以在较短的时间内生产出高质量的球形件,且具有很高的成本效

基于砂型柔性挤压成形工艺的起模时间实验研究.pptx
基于砂型柔性挤压成形工艺的起模时间实验研究目录实验目的研究起模时间的影响因素确定最佳的起模时间为实际生产提供理论依据实验材料与方法实验材料实验设备实验方法与步骤实验结果与分析起模时间与砂型温度的关系起模时间与挤压速度的关系起模时间与砂型厚度的关系起模时间与砂型硬度的关系结论与建议结论总结对实际生产的建议对未来研究的展望THANKYOU

基于砂型柔性挤压成形工艺的起模时间实验研究.docx
基于砂型柔性挤压成形工艺的起模时间实验研究基于砂型柔性挤压成形工艺的起模时间实验研究摘要:砂型柔性挤压成形工艺是一种应用广泛的金属成形方法,其起模时间对产品质量和生产效率具有重要影响。本研究旨在探讨砂型柔性挤压成形工艺的起模时间,通过实验研究和数据分析,得出了一些有价值的结论。实验结果表明,挤压速度、砂型温度和润模剂的选择对起模时间具有显著影响。本研究为砂型柔性挤压成形工艺的优化提供了实验依据和理论指导。关键词:砂型柔性挤压成形;起模时间;实验研究引言砂型柔性挤压成形工艺是一种常用的金属成形方法,广泛应用

多道次机器人柔性翻边全模成形方法.pdf
一种多道次机器人柔性翻边全模成形方法,在工艺规划阶段,以待成形板料下平面为基准面,板料圆心为原点,建立三维直角坐标系,设置滚轮首先沿X轴运动至运动起始点,然后绕Y轴根据目标翻边件的翻边开角,设置多道次翻边成形;根据原始板料内径、圆弧开角以及厚度、目标翻边件的翻边开角、过渡圆角半径、待成形板料的压紧部分的长度、翻边部分长度、滚轮半径、滚轮底面到滚轮与板料成形时的理论切点距离;以及模具平面的Y轴坐标计算得到每道次滚轮初始坐标;在执行阶段,通过工业六轴机器人控制滚轮达到每道次滚轮初始坐标并对板料待翻边部分施加成
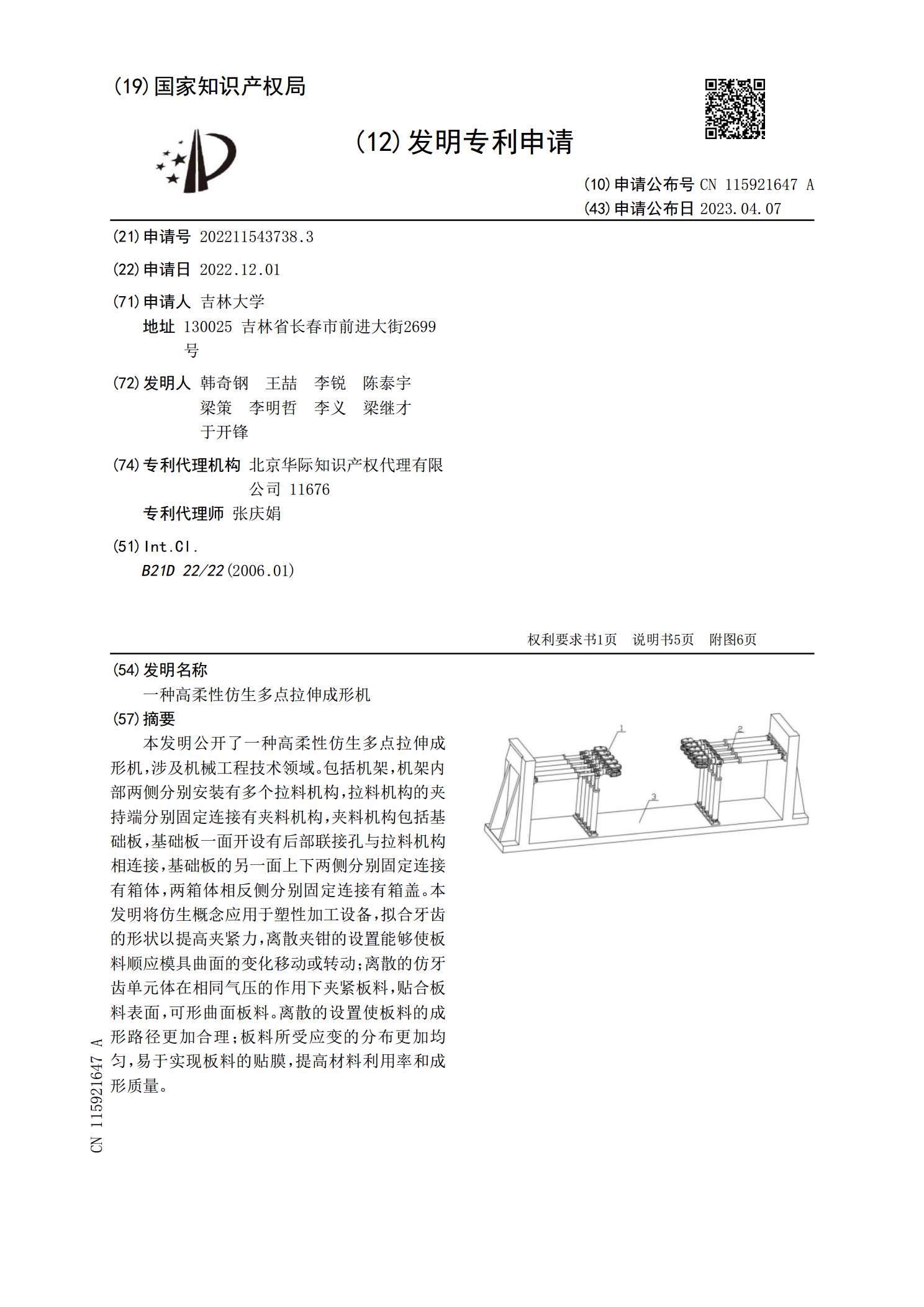
一种高柔性仿生多点拉伸成形机.pdf
本发明公开了一种高柔性仿生多点拉伸成形机,涉及机械工程技术领域。包括机架,机架内部两侧分别安装有多个拉料机构,拉料机构的夹持端分别固定连接有夹料机构,夹料机构包括基础板,基础板一面开设有后部联接孔与拉料机构相连接,基础板的另一面上下两侧分别固定连接有箱体,两箱体相反侧分别固定连接有箱盖。本发明将仿生概念应用于塑性加工设备,拟合牙齿的形状以提高夹紧力,离散夹钳的设置能够使板料顺应模具曲面的变化移动或转动;离散的仿牙齿单元体在相同气压的作用下夹紧板料,贴合板料表面,可形曲面板料。离散的设置使板料的成形路径更加