
压制成型的工艺原理.doc

zh****db


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

压制成型的工艺原理.doc
1、粉料的工艺性质干压法或半干压法都是采用压力将陶瓷粉料压制烦忧一定形状的坯体.通常将粒径小于1㎜的固体颗粒级成的物料称为粉料,它属于粗分散物系,有一些特殊物理性能。a。粒度及粒度分布粒度是指粉料的颗粒大小,通常经r表示其半径,d表示其直径。实际上并非所有粉料颗粒都为球状,一般将非球状颗粒的大小用等效半径来表示。即将不规则的颗粒换算成和它同体积的球体,以相当的球体半径作为其粒度的量度。粒度分布是指各种不同大小颗粒所占的百分比。从生产实践中得知:一定压力下,很细或很粗的粉料被压紧成型的能力较差,亦即在相同压

汽车内饰件压制成型工艺研究.docx
汽车内饰件压制成型工艺研究汽车内饰件压制成型工艺研究摘要:汽车内饰件在车内环境中起到美化车内、提高舒适性和实用功能的作用。如何通过合适的工艺来实现内饰件的制造是一个重要课题。本论文通过研究不同的压制成型工艺,探讨其对汽车内饰件质量和性能的影响。涉及到的工艺包括热压成型、冷压成型、真空吸塑等。研究结果显示,适当选择、优化和控制工艺参数,可以获得高质量的汽车内饰件。关键词:汽车内饰件、压制成型、热压成型、冷压成型、真空吸塑1.引言汽车内饰件是指用于装饰和提升驾驶室舒适度和美观度的配件,包括仪表板、门板、座椅、
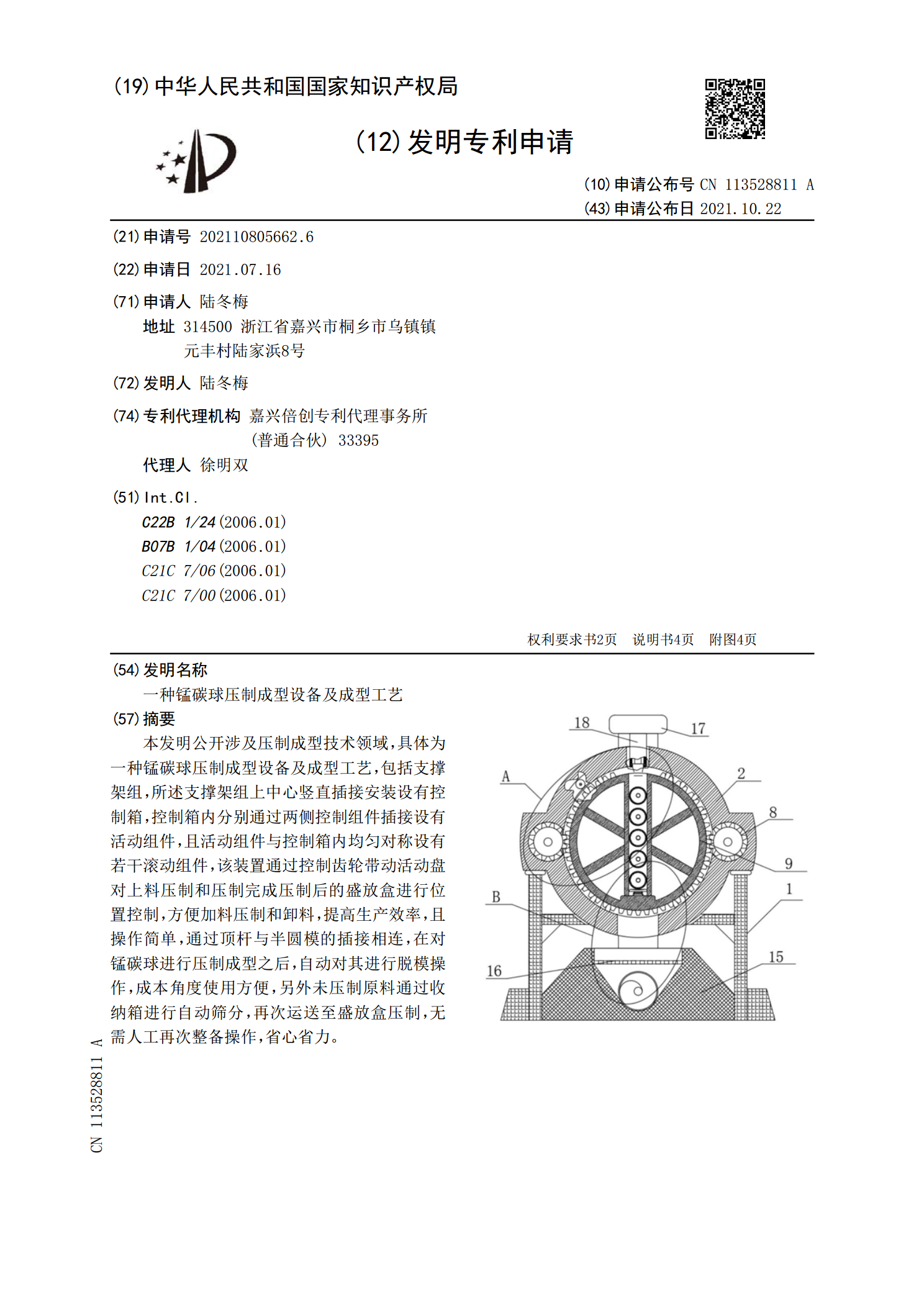
一种锰碳球压制成型设备及成型工艺.pdf
本发明公开涉及压制成型技术领域,具体为一种锰碳球压制成型设备及成型工艺,包括支撑架组,所述支撑架组上中心竖直插接安装设有控制箱,控制箱内分别通过两侧控制组件插接设有活动组件,且活动组件与控制箱内均匀对称设有若干滚动组件,该装置通过控制齿轮带动活动盘对上料压制和压制完成压制后的盛放盒进行位置控制,方便加料压制和卸料,提高生产效率,且操作简单,通过顶杆与半圆模的插接相连,在对锰碳球进行压制成型之后,自动对其进行脱模操作,成本角度使用方便,另外未压制原料通过收纳箱进行自动筛分,再次运送至盛放盒压制,无需人工再次

一种小饼茶自动化压制成型设备及其压制成型工艺过程.pdf
一种小饼茶自动化压制成型设备及其压制成型工艺过程,本小饼茶自动化压制成型设备与油压机(48)配合使用,包括压制成型模具、蒸制组件和取料组件,压制成型模具包括上模、下模和料盘组件,下模的模腔板(4)上对应上模的上柱头(7)设置有模孔(40),下模的活动板(8)上对应模孔(40)设置有下柱头(10)。压制成型工艺过程包括安装茶叶压制成型设备、装入茶坯原料、蒸制茶坯、压制茶饼、保压、取料等步骤,蒸制、压制和取料过程实现自动化。生产效率高,劳动强度低。
一种磁体取向压制成型工艺.pdf
本发明公开了一种磁体取向压制成型工艺,S1、配料:铝、生铁、铬铁、锰铁、硅铁、镍、钴和其它微量金属进行自动筛选,得到优质原料并通过超声波清洗机进行表面清洗,清洗过后配合鼓风干燥进行进行吹干;S2、熔炼制锭:将以上原料按照一定比例顺序加入熔炼炉中并得到铁水,通过红外加热器将铁水温度加热,并达到2000‑2350℃时,向铁水中加入增碳剂,将铁水溶炼成合金;S3、制粉:将上述溶炼的合金,在低温冷冻的状态下,利用自动粉碎机将合金进行粉碎。与其它提取技术相比,工艺流程简单,改变材料的磁体结构,使得磁性材料效果更好,