
上海宝钢管坯连铸主厂房钢管砼柱的设计与研究.pdf

星星****眨眼

1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

上海宝钢管坯连铸主厂房钢管砼柱的设计与研究.pdf
④.5o一,6乜1997年第j期·土建·上海宝钢管坯连铸主厂房钢管砼柱的设计与研究T对田了,A峙_要车文论述了钢管砼结构在宝锕三期工程中所取得的设计、科研成果以及经济效益。为今后进一步推广钢管砼结构提供了实践的经验.特别是有关肩粱的计算理论和实用公式。抽词婪望塑研兜钿块,届1.目前钢管砼结构研究、设计的基本情况国近年已推广到高层建筑上,又开始进行新在我院承担设计的上海宝钢三期工程的研究工作,准备进一步推广钢管砼结构的中,我们对管坯连铸主厂房结构,从可行性应用。研究到初步设计曾作了多方案的比较,在宝我国从5

连铸轴承钢管坯的研究与开发.doc
连铸轴承钢管坯的研究与开发1前言宝钢集团上海五钢有限公司(以下简称上海五钢)自上世纪80年代以来一直跟踪世界轴承钢连铸技术动态。1997年,上海五钢100t直流电炉―100t钢包炉―100t真空炉―5流连铸机生产线和相应的加热―轧制生产线上成功地开发了轴承钢的小方坯连铸―加热轧制技术。2000年,为了进一步调整轴承钢品种结构和降低生产成本,充分发挥该生产线的产能,开发了连铸轴承钢管坯的工艺流程,并围绕该工艺流程进行研究,提高了轴承钢的纯净度,并使连铸轴承钢的碳化物的纵向弥散度
热轧钢管连铸圆坯热装方法及系统.pdf
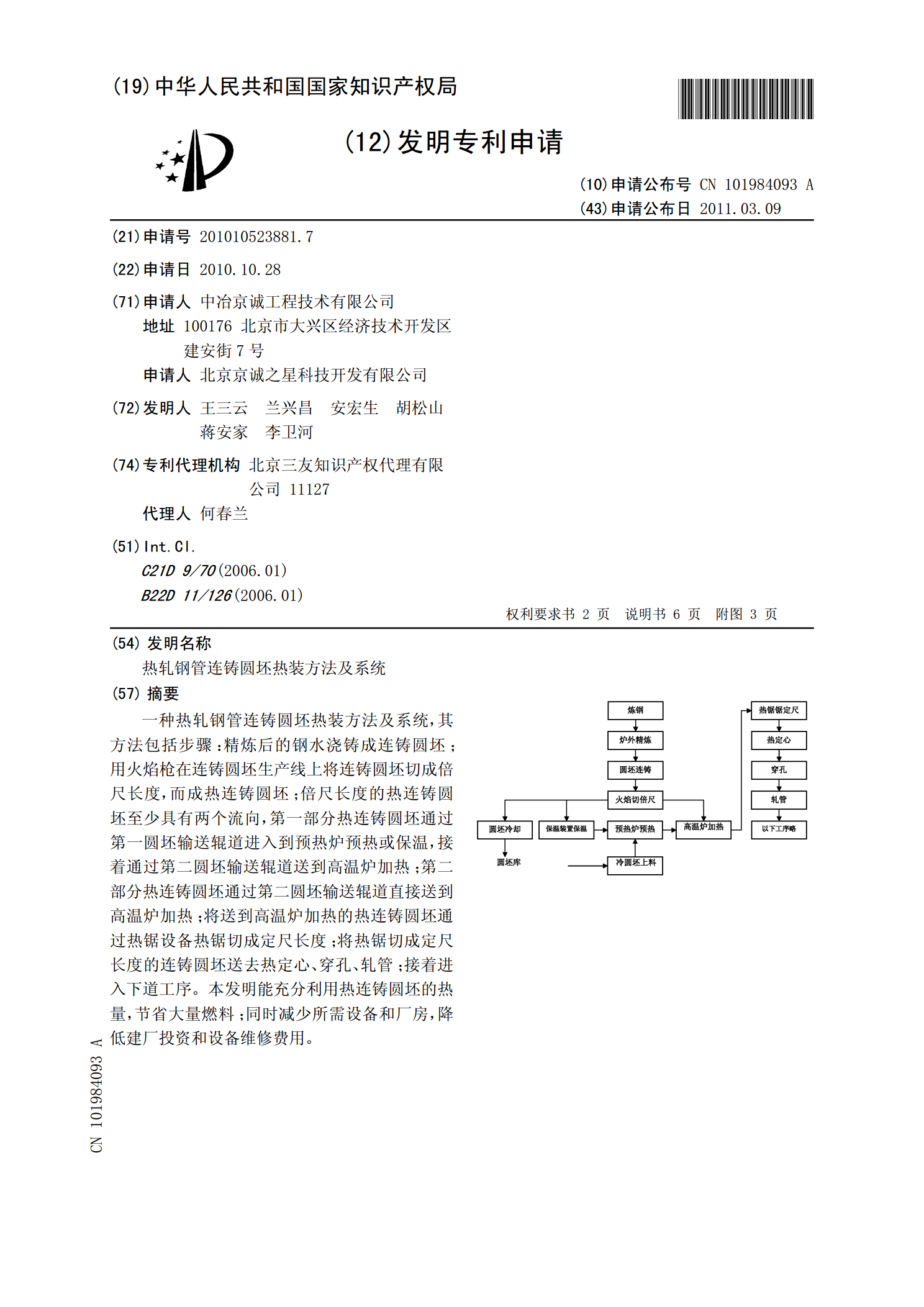
一种热轧钢管连铸圆坯热装方法及系统,其方法包括步骤:精炼后的钢水浇铸成连铸圆坯;用火焰枪在连铸圆坯生产线上将连铸圆坯切成倍尺长度,而成热连铸圆坯;倍尺长度的热连铸圆坯至少具有两个流向,第一部分热连铸圆坯通过第一圆坯输送辊道进入到预热炉预热或保温,接着通过第二圆坯输送辊道送到高温炉加热;第二部分热连铸圆坯通过第二圆坯输送辊道直接送到高温炉加热;将送到高温炉加热的热连铸圆坯通过热锯设备热锯切成定尺长度;将热锯切成定尺长度的连铸圆坯送去热定心、穿孔、轧管;接着进入下道工序。本发明能充分利用热连铸圆坯的热量,节省

钢结构厂房钢管砼柱砼顶升施工方案2.doc
钢管混凝土顶升施工方案1、工程概况:工程主厂房钢管柱为四肢柱,炼钢车间计100根柱子,柱芯混凝土等级为C50,钢管混凝土柱的最高标高为+38.45m,最低标高为+8.57m。钢管柱的直径主要有:φ559*13,φ529*13,φ508*12,φ478*12,φ478*10,φ478*8,φ457*10,φ426*9,φ378*8几种。钢管内混凝土采用泵送顶升浇灌法进行施工,F轴(20根柱子)、G轴(20根柱子)、K轴(1/8—18线,14根柱子)、L轴(9根柱子)柱分为上柱

钢结构厂房钢管砼柱砼顶升施工方案2.doc
钢管混凝土顶升施工方案1、工程概况:工程主厂房钢管柱为四肢柱,炼钢车间计100根柱子,柱芯混凝土等级为C50,钢管混凝土柱的最高标高为+38。45m,最低标高为+8。57m.钢管柱的直径主要有:φ559*13,φ529*13,φ508*12,φ478*12,φ478*10,φ478*8,φ457*10,φ426*9,φ378*8几种。钢管内混凝土采用泵送顶升浇灌法进行施工,F轴(20根柱子)、G轴(20根柱子)、K轴(1/8—18线,14根柱子)、L轴(9根柱子)柱分为上柱、下柱,下柱为钢管柱,柱芯混凝土