
热轧钢管连铸圆坯热装方法及系统.pdf

新月****姐a


1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热轧钢管连铸圆坯热装方法及系统.pdf
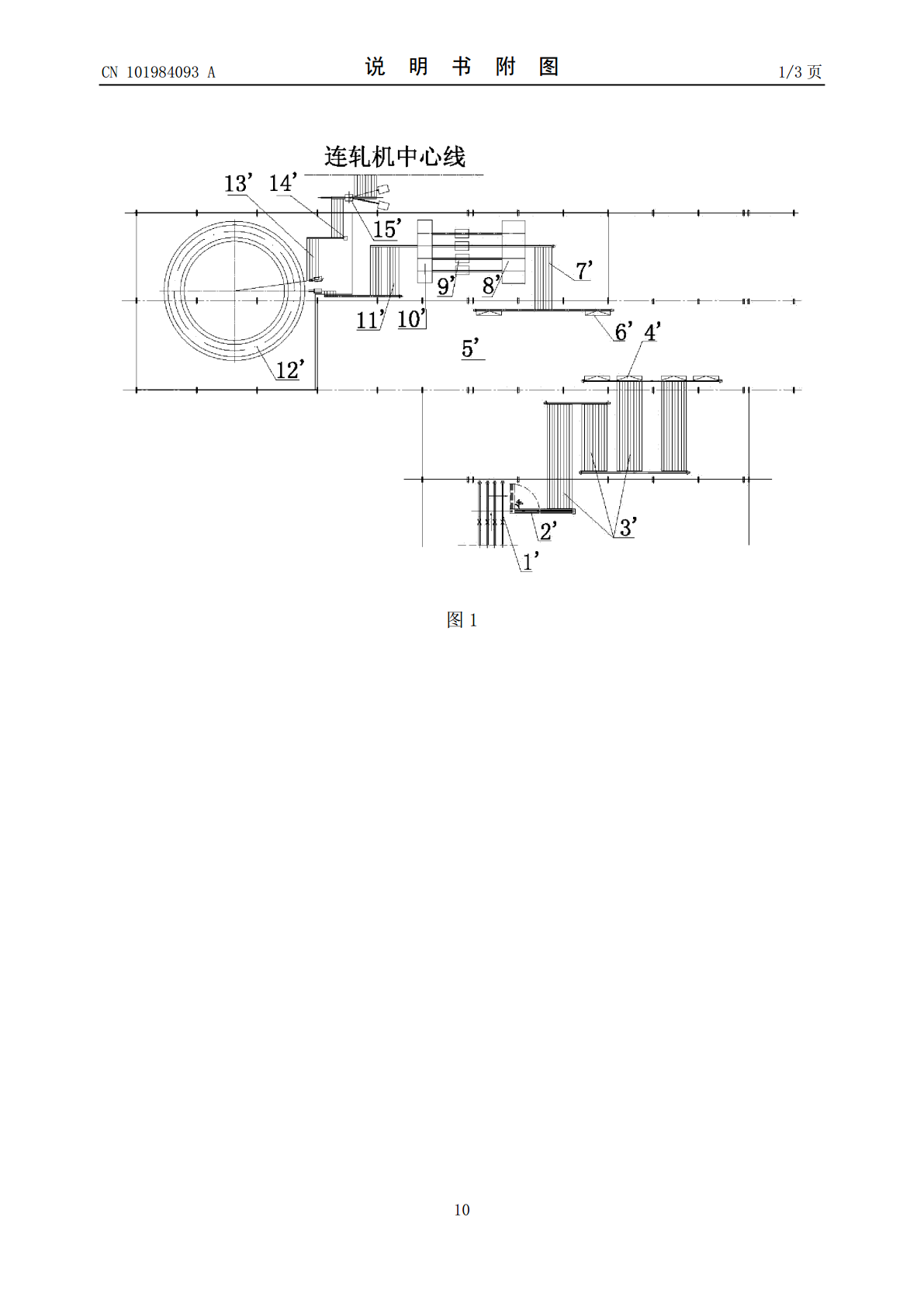
一种热轧钢管连铸圆坯热装方法及系统,其方法包括步骤:精炼后的钢水浇铸成连铸圆坯;用火焰枪在连铸圆坯生产线上将连铸圆坯切成倍尺长度,而成热连铸圆坯;倍尺长度的热连铸圆坯至少具有两个流向,第一部分热连铸圆坯通过第一圆坯输送辊道进入到预热炉预热或保温,接着通过第二圆坯输送辊道送到高温炉加热;第二部分热连铸圆坯通过第二圆坯输送辊道直接送到高温炉加热;将送到高温炉加热的热连铸圆坯通过热锯设备热锯切成定尺长度;将热锯切成定尺长度的连铸圆坯送去热定心、穿孔、轧管;接着进入下道工序。本发明能充分利用热连铸圆坯的热量,节省
提高连铸坯热装比的方法及系统.pdf
本发明的实施例提供了一种提高连铸坯热装比的方法及系统,涉及连铸领域。旨在改善连铸与轧材产能不匹配以及热装率低的问题。提高连铸坯热装比的方法及系统包括,通过高线辊道对铸机产出的高线铸坯进行输送,高线铸坯的5/7向第一缓冷坑输送暂存后再向第一加热炉输送,或者通过棒一辊道对铸机产出的棒一铸坯进行输送,棒一铸坯的3/7向第二缓冷坑输送暂存后再向第二加热炉输送,其中,高线铸坯的产量占铸机总产量的2/5,棒一铸坯的产量占铸机总产量的3/5。提高连铸坯热装比的系统,用于实施上述的提高连铸坯热装比的方法。这样能够显著提高

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!

连铸坯热装热送技术的应用.docx
连铸坯热装热送技术的应用连铸坯热装热送技术的应用摘要:连铸坯热装热送技术是一种新型的钢铁冶炼技术,该技术能够将连铸坯在连铸机上直接加热至高温送入轧机进行轧制,具有加工效率高、能源利用率高、产品质量稳定等优点。本文将对连铸坯热装热送技术的应用进行详细介绍与分析。第一章:引言钢铁工业是国民经济的重要基础产业,为满足市场对高品质钢材的需求,钢铁生产工艺在不断创新与发展。连铸坯热装热送技术是近年来钢铁冶炼领域的一项重要技术革新,具有广泛的应用前景。第二章:连铸坯热装热送技术的原理与特点2.1连铸坯热装热送技术的原

稳定连铸坯热送热装技术探索.pptx
稳定连铸坯热送热装技术探索添加章节标题连铸坯热送热装技术概述技术定义技术发展历程技术原理技术优势连铸坯热送热装技术应用场景钢铁行业应用水泥行业应用玻璃行业应用其他行业应用连铸坯热送热装技术实施要点设备配置与选型工艺流程优化生产组织与管理安全保障措施连铸坯热送热装技术实践案例分析案例一:某钢铁企业应用实践案例二:某水泥企业应用实践案例三:某玻璃企业应用实践案例四:其他企业应用实践连铸坯热送热装技术发展前景与挑战技术发展前景技术发展面临的挑战技术发展对策与建议技术推广价值评估结语技术总结技术展望感谢您的观看