
高速线材轧机间活套知识.docx

猫巷****觅蓉


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高速线材轧机间活套知识.docx
高线轧机间活套基础知识活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料面积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧几机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。活套定义及作用通过自动控制系统调节相邻机架的速度使机架间产生“多余”轧件

高速线材轧机间活套知识.docx
高速线材轧机间活套知识高线轧机间活套基础知识活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽而积保证,速比不会因控制而改变,轧件而积将因来料而积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧几机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。活套定义及作用通过自动控制系统调节相邻机架的速度使

高速线材活套控制.docx
高速线材厂孔钢工艺培训活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧希叽以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料面积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧机机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。活套定义及作用通过自动控制系统调节相邻机架的速度使机架间产生“多余”轧件
夹送辊与精轧机间活套.pdf
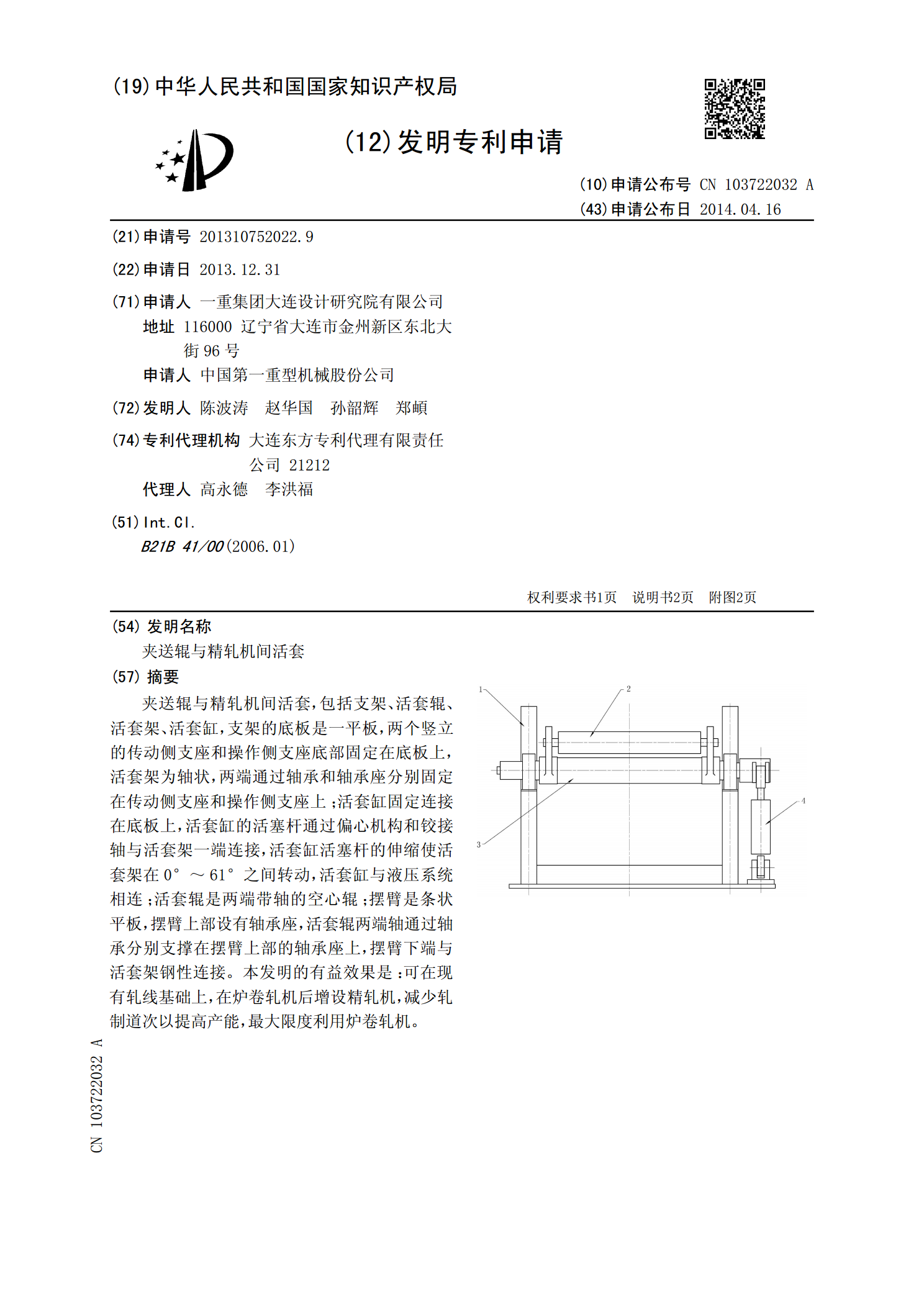
夹送辊与精轧机间活套,包括支架、活套辊、活套架、活套缸,支架的底板是一平板,两个竖立的传动侧支座和操作侧支座底部固定在底板上,活套架为轴状,两端通过轴承和轴承座分别固定在传动侧支座和操作侧支座上;活套缸固定连接在底板上,活套缸的活塞杆通过偏心机构和铰接轴与活套架一端连接,活套缸活塞杆的伸缩使活套架在0°~61°之间转动,活套缸与液压系统相连;活套辊是两端带轴的空心辊;摆臂是条状平板,摆臂上部设有轴承座,活套辊两端轴通过轴承分别支撑在摆臂上部的轴承座上,摆臂下端与活套架钢性连接。本发明的有益效果是:可在现有

一种用于高速线材轧机间的张力检测及控制方法.pdf
本发明公开了一种用于高速线材轧机间的张力检测及控制方法,其特征在于,包括以下步骤:S1、在第一轧机和第二轧机的转辊处安装第一激光转速传感器和第二激光转速传感器;S2、通过第一激光转速传感器和第二激光转速传感器监测转辊的转速,并通过张紧力测试仪检测线材的张力;S3、记录转辊的转速差与线材的张力的关系并绘制函数关系图;S4、判断线材的张力时,根据第一激光转速传感器和第二激光转速传感器读数之差,查找函数关系图确认线材的张力;S5、调整线材张力时,使用者调整第一轧机和第二轧机的转辊的转速差,进而控制线材的张力。本