
夹送辊与精轧机间活套.pdf

努力****甲寅

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
夹送辊与精轧机间活套.pdf
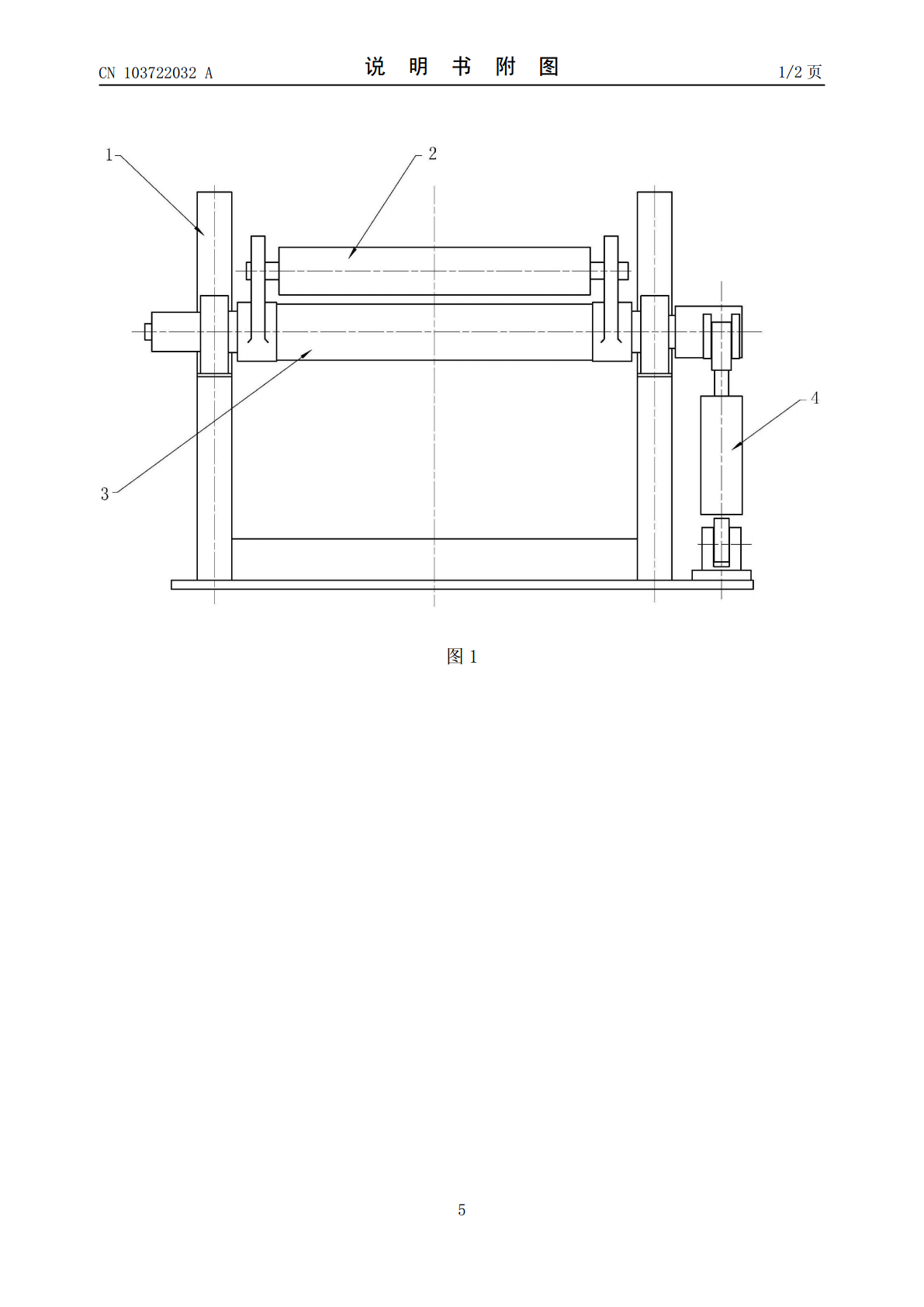
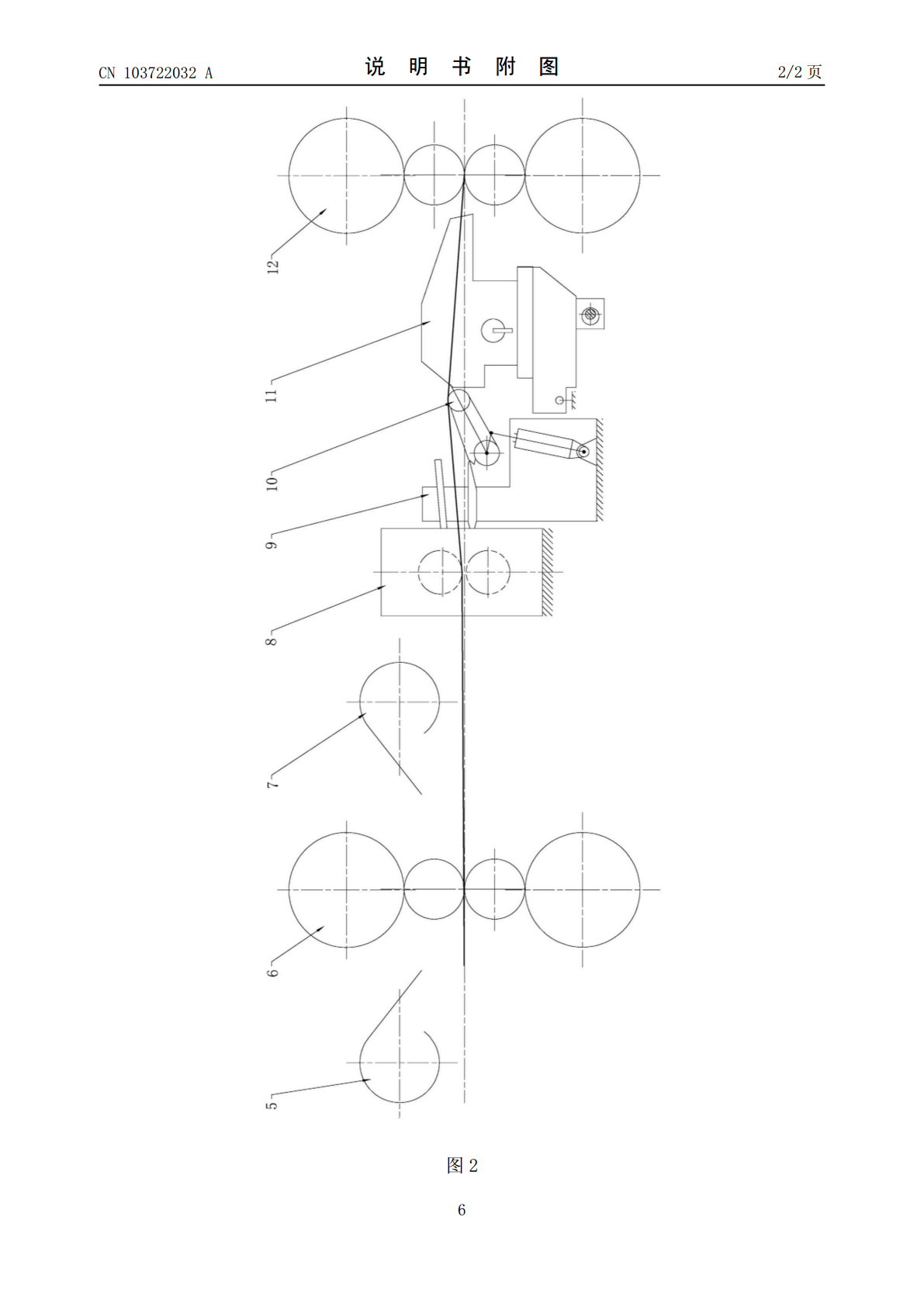
夹送辊与精轧机间活套,包括支架、活套辊、活套架、活套缸,支架的底板是一平板,两个竖立的传动侧支座和操作侧支座底部固定在底板上,活套架为轴状,两端通过轴承和轴承座分别固定在传动侧支座和操作侧支座上;活套缸固定连接在底板上,活套缸的活塞杆通过偏心机构和铰接轴与活套架一端连接,活套缸活塞杆的伸缩使活套架在0°~61°之间转动,活套缸与液压系统相连;活套辊是两端带轴的空心辊;摆臂是条状平板,摆臂上部设有轴承座,活套辊两端轴通过轴承分别支撑在摆臂上部的轴承座上,摆臂下端与活套架钢性连接。本发明的有益效果是:可在现有
轧机前夹送辊.pdf
轧机前夹送辊,包括机架、辊子、传动装置、液压缸和机体配管,机架包括左右两个侧机架片和固定连接在左右侧机架片之间的上横梁和下横梁,左右侧机架片和上下横梁围成机架窗口,机架窗口内侧壁上设有滑板,两个液压缸分别固定在左右侧机架片顶部,下夹送辊两端分别通过轴承支撑在左右侧机架片的下夹送辊轴承座上,上夹送辊两端通过轴承分别支撑在轴承座上,两个轴承座分别与左右侧机架片顶部的两个液压缸的活塞杆相连,上下夹送辊分别由各自的传动装置独立驱动。本发明的有益效果是:解决了炉卷轧机机组与精轧机连接作业,夹送带钢进入精轧机的技术问

高速线材轧机间活套知识.docx
高线轧机间活套基础知识活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽面积保证,速比不会因控制而改变,轧件面积将因来料面积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧几机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。活套定义及作用通过自动控制系统调节相邻机架的速度使机架间产生“多余”轧件

高速线材轧机间活套知识.docx
高速线材轧机间活套知识高线轧机间活套基础知识活套现代高速线材轧机为保证产品尺寸精度,采用微张力及无张力轧制,以消除轧制过程中各种动态干扰引起的张力波动和由此引起的轧件尺寸波动。由于精轧机组为集体传动,故精轧采用微张力轧制,其微张力值由固定速比和各架给定孔槽而积保证,速比不会因控制而改变,轧件而积将因来料而积波动而波动。为了减少张力变化引起的精轧机的轧件尺寸波动,在精轧机前的预精轧、中轧几机组常设若干个活套,以消除连轧各架的动态速度变化的干扰、保证轧件精度。活套定义及作用通过自动控制系统调节相邻机架的速度使
一种夹送辊及轧机生产线.pdf
本发明公开一种夹送辊及轧机生产线,包括传动系统、主动辊、被动辊和夹紧油缸,所述传动系统与主动辊连接并带动主动辊转动,所述主动辊的转动带动被动辊转动,所述主动辊与所述被动辊之间为夹送的坯料,所述夹紧油缸与所述被动辊连接,调节所述被动辊与主动辊之间的距离,实现坯料在所述主动辊和被动辊之间为夹紧状态。本发明中采用夹送辊为轧机输送圆钢提供动力,而且在输送过程中利用冷却系统实现了对夹送辊的冷却降温,延长了夹送辊的使用寿命,降低了生产成本,另外,导料槽的设置避免了圆钢在轧制过程中甩动对加热炉造成的损坏。