
粉末精整液压机送料自动化生产线.docx

lj****88


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

粉末精整液压机送料自动化生产线.docx
粉末精整液压机送料自动化生产线粉末精整液压机送料自动化生产线粉末精整液压机送料自动化生产线【摘要】针对目前在许多粉末制品厂中以手工取送工件的操作来进行产品的精整加工存在的操作不便、精度低等问题,本文介绍了一种500吨粉末精整液压机自动送料装置,并具体阐述了该装置数控系统的控制原理。自动送料装置的开发对发展我国粉末液压机及配套辅机研究,提升我国粉末冶金产业技术水平具有显著意义。【关键词】粉末精整液压机送料自动化500吨粉末液压机的自动上下料装置。本装置主要由上料输送装置、抓取装置、旋转角度检测定位装置、旋转
粉末精整液压机送料自动化生产线.docx
粉末精整液压机送料自动化生产线粉末精整液压机送料自动化生产线粉末精整液压机送料自动化生产线【摘要】针对目前在许多粉末制品厂中以手工取送工件的操作来进行产品的精整加工存在的操作不便、精度低等问题,本文介绍了一种500吨粉末精整液压机自动送料装置,并具体阐述了该装置数控系统的控制原理。自动送料装置的开发对发展我国粉末液压机及配套辅机研究,提升我国粉末冶金产业技术水平具有显著意义。【关键词】粉末精整液压机送料自动化500吨粉末液压机的自动上下料装置。本装置主要由上料输送装置、抓取装置、旋转角度检测定位装置、旋转

粉末精整液压机送料自动化生产线.docx
粉末精整液压机送料自动化生产线粉末精整液压机送料自动化生产线【摘要】针对目前在许多粉末制品厂中以手工取送工件的操作来进行产品的精整加工存在的操作不便、精度低等问题,本文介绍了一种500吨粉末精整液压机自动送料装置,并具体阐述了该装置数控系统的控制原理。自动送料装置的开发对发展我国粉末液压机及配套辅机研究,提升我国粉末冶金产业技术水平具有显著意义。【关键词】粉末精整液压机送料自动化500吨粉末液压机的自动上下料装置。本装置主要由上料输送装置、抓取装置、旋转角度检测定位装置、旋转浸油装置、多工位机械手、下料输
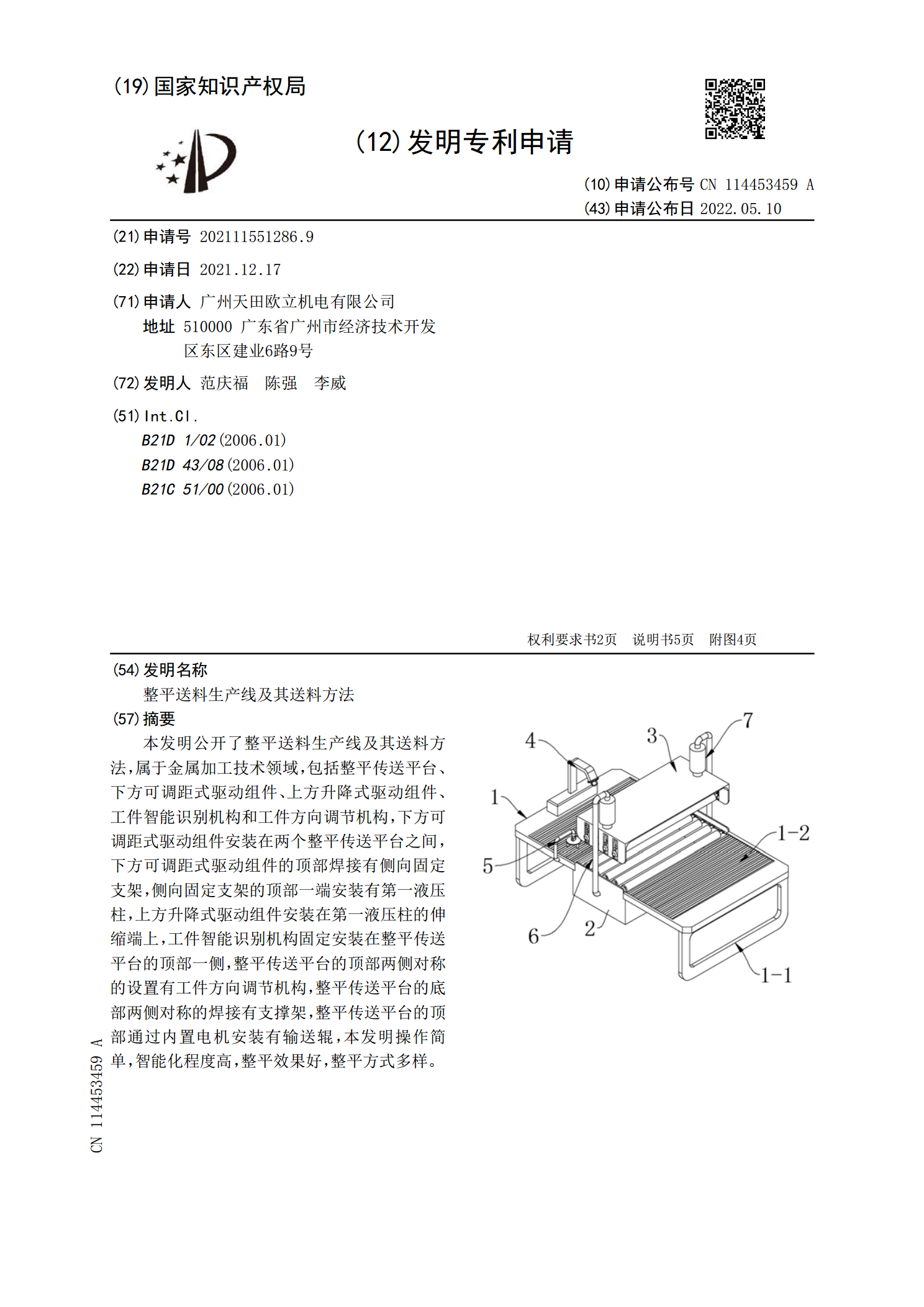
整平送料生产线及其送料方法.pdf
本发明公开了整平送料生产线及其送料方法,属于金属加工技术领域,包括整平传送平台、下方可调距式驱动组件、上方升降式驱动组件、工件智能识别机构和工件方向调节机构,下方可调距式驱动组件安装在两个整平传送平台之间,下方可调距式驱动组件的顶部焊接有侧向固定支架,侧向固定支架的顶部一端安装有第一液压柱,上方升降式驱动组件安装在第一液压柱的伸缩端上,工件智能识别机构固定安装在整平传送平台的顶部一侧,整平传送平台的顶部两侧对称的设置有工件方向调节机构,整平传送平台的底部两侧对称的焊接有支撑架,整平传送平台的顶部通过内置电
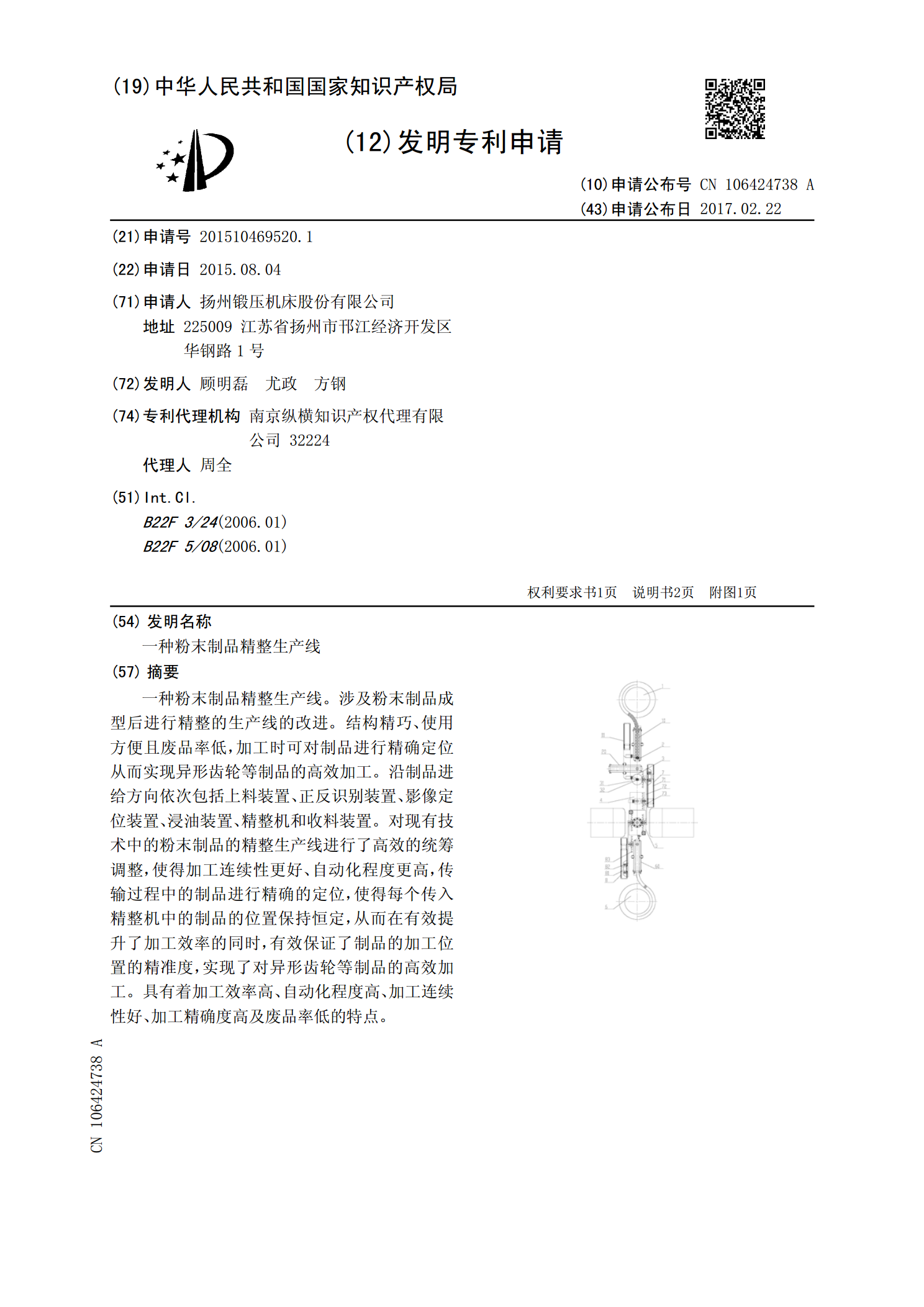
一种粉末制品精整生产线.pdf
一种粉末制品精整生产线。涉及粉末制品成型后进行精整的生产线的改进。结构精巧、使用方便且废品率低,加工时可对制品进行精确定位从而实现异形齿轮等制品的高效加工。沿制品进给方向依次包括上料装置、正反识别装置、影像定位装置、浸油装置、精整机和收料装置。对现有技术中的粉末制品的精整生产线进行了高效的统筹调整,使得加工连续性更好、自动化程度更高,传输过程中的制品进行精确的定位,使得每个传入精整机中的制品的位置保持恒定,从而在有效提升了加工效率的同时,有效保证了制品的加工位置的精准度,实现了对异形齿轮等制品的高效加工。