
核电汽轮机司太立合金钎焊叶片制造质量控制要点浅析.pptx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

核电汽轮机司太立合金钎焊叶片制造质量控制要点浅析.pptx
汇报人:/目录01叶片材料选择叶片设计叶片制造工艺流程02叶片材料质量控制叶片制造工艺过程控制叶片质量检测与检验03叶片材料质量控制措施叶片制造工艺过程控制措施叶片质量检测与检验措施04叶片制造过程中出现的质量问题及原因分析叶片质量问题的处理和改进措施叶片质量问题的预防和控制措施05结论建议汇报人:
一种现场钎焊汽轮机叶片的司太立合金片的方法.pdf
一种现场钎焊汽轮机叶片的司太立合金片方法,钎焊时,采用氧‑乙炔焊枪分别对司太立合金片和汽轮机叶片钎焊银质合金钎料,采用夹具分别对钎焊有银基钎料的叶片及司太立合金片进行夹持并调控合金片和叶片之间的压力,采用高频感应线圈加热待钎焊部分,同时配以氧‑乙炔焊枪对叶片母材部位进行辅助加热;本发明特点是采用合金片和叶片先分别钎焊银基钎料,接着进行加热实现连接的方法,避免了钎料流动性差,填充不饱满的缺点;利用高频感应加热和氧‑乙炔手工加热同时进行钎焊的方式,避免了叶片基体材料散热过快、司太立合金片高温温度区间稳定性不高

汽轮机叶片钎焊异形司太立合金片用银焊片的成型方法.pdf
本发明公开了一种汽轮机叶片钎焊异形司太立合金片用银焊片的成型方法,其包括以下步骤:成型模具的加工:通过方钢铣加工出合金槽形状作为下模,线切割司太立合金片的3D部分作为上模;预成型:将银焊片按要求进行下料,并将银焊片放置于合金槽上,使用U型钳将银焊片压紧;成型:对下模进行加热,加热温度100-500℃;使合金片的3D部分在外力作用下与合金槽进行贴合;冷却:在空气中冷却至室温;打磨:将银焊片打磨出金属光泽后,成型完成。上述成型方法有效解决了薄银焊片室温下成型回弹率大、手工成型后的尺寸一致性差所导致的银焊片与合
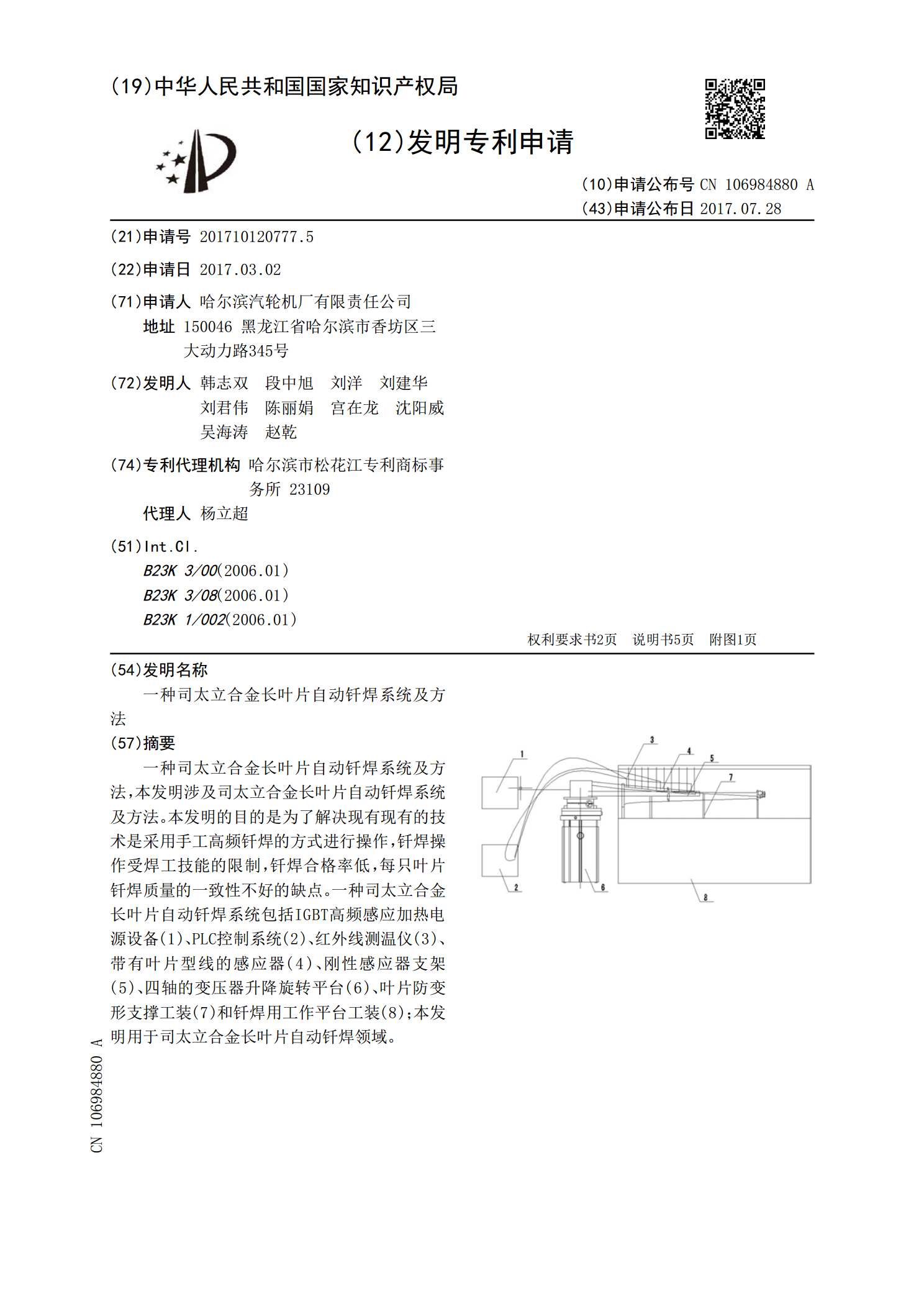
一种司太立合金长叶片自动钎焊系统及方法.pdf
一种司太立合金长叶片自动钎焊系统及方法,本发明涉及司太立合金长叶片自动钎焊系统及方法。本发明的目的是为了解决现有现有的技术是采用手工高频钎焊的方式进行操作,钎焊操作受焊工技能的限制,钎焊合格率低,每只叶片钎焊质量的一致性不好的缺点。一种司太立合金长叶片自动钎焊系统包括IGBT高频感应加热电源设备(1)、PLC控制系统(2)、红外线测温仪(3)、带有叶片型线的感应器(4)、刚性感应器支架(5)、四轴的变压器升降旋转平台(6)、叶片防变形支撑工装(7)和钎焊用工作平台工装(8);本发明用于司太立合金长叶片自动
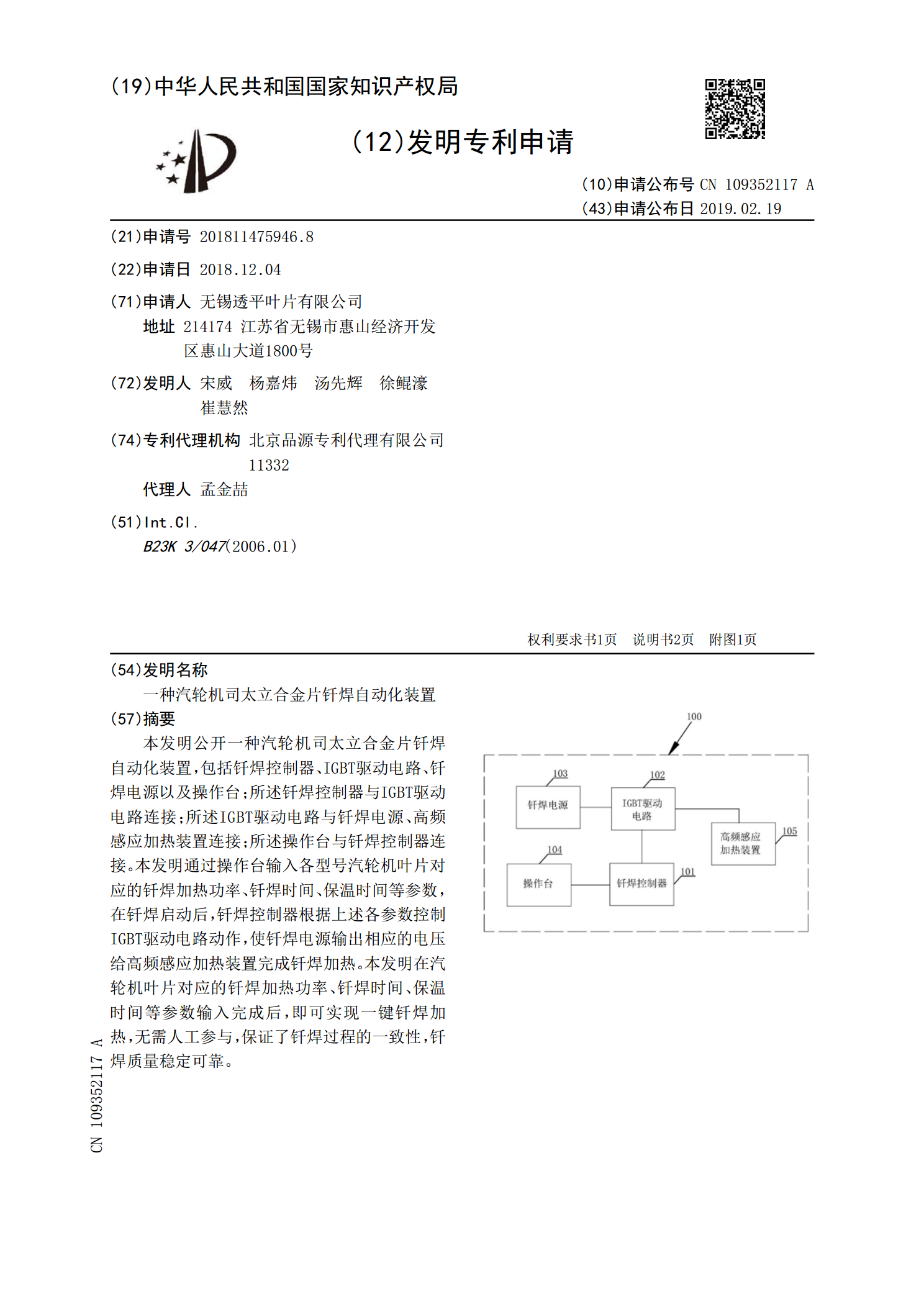
一种汽轮机司太立合金片钎焊自动化装置.pdf
本发明公开一种汽轮机司太立合金片钎焊自动化装置,包括钎焊控制器、IGBT驱动电路、钎焊电源以及操作台;所述钎焊控制器与IGBT驱动电路连接;所述IGBT驱动电路与钎焊电源、高频感应加热装置连接;所述操作台与钎焊控制器连接。本发明通过操作台输入各型号汽轮机叶片对应的钎焊加热功率、钎焊时间、保温时间等参数,在钎焊启动后,钎焊控制器根据上述各参数控制IGBT驱动电路动作,使钎焊电源输出相应的电压给高频感应加热装置完成钎焊加热。本发明在汽轮机叶片对应的钎焊加热功率、钎焊时间、保温时间等参数输入完成后,即可实现一键