
数控编程螺纹的编程与加工.pptx

骑着****猪猪


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控编程螺纹的编程与加工.pptx
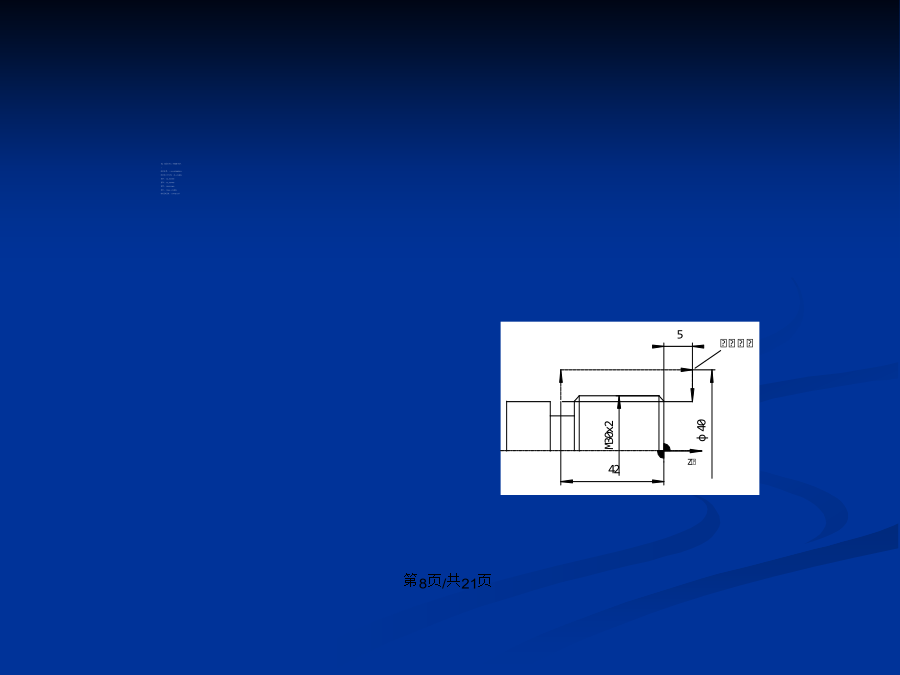
会计学教师课时授课计划教师姓名课程名称数控原理与编程实训授课时数0.5天累计12天课题十五螺纹的编程与加工二、新课的教学内容1.车螺纹(G32)该指令用于车削等螺距直螺纹、锥螺纹。格式:G32X(U)__Z(W)__F__说明:(1)X(U)、Z(W)是螺纹终点坐标;(2)F是螺纹螺距。注意:(1)在车螺纹期间进给速度倍率、主轴速度倍率无效(固定100%);(2)车螺纹期间不要使用恒表面切削速度控制,而要使用G97;(3)车螺纹时,必须设置升速段L1和降速段L2,这样可避免因车刀升降速而影响螺距的稳定,如

数控编程.螺纹的编程与加工.ppt
数控原理与编程实训教师课时授课计划教师姓名课程名称数控原理与编程实训授课时数0.5天累计12天课题十五螺纹的编程与加工二、新课的教学内容1.车螺纹(G32)该指令用于车削等螺距直螺纹、锥螺纹。格式:G32X(U)__Z(W)__F__说明:(1)X(U)、Z(W)是螺纹终点坐标;(2)F是螺纹螺距。注意:(1)在车螺纹期间进给速度倍率、主轴速度倍率无效(固定100%);(2)车螺纹期间不要使用恒表面切削速度控制,而要使用G97;(3)车螺纹时,必须设置升速段L1和降速段L2,这样可避免因车刀升降速而影响螺

数控车削编程螺纹加工.pptx
数控车削编程与加工项目任务相关知识(4)螺距(P)和导程(L)相邻两牙在中径线上对应两点之间的轴向距离称为螺距。同一螺旋线上相邻两牙在中径线上对应两点之间的轴向距离称为导程。导程与螺距的关系为L=nP(5)旋向螺纹有右旋和左旋之分。按顺时针方向旋转时旋进的螺纹称为右旋螺纹,按逆时针方向旋转时旋进的螺纹称为左旋螺纹。2.螺纹切削加工的走刀次数和背吃刀量螺纹加工处于多刃切削,切削力大,需进行多次切削。常用螺纹加工走刀次数与分层切削用量参考表5.2所示,加工时为防止切削力过大,可适当增加切削加工次数。式中:δ1

数控车螺纹加工指令编程.ppt
2.6数控车螺纹加工指令编程及调试一、螺纹加工的类型内(外)圆柱螺纹内(外)圆锥螺纹单头螺纹和多头螺纹恒螺距与变螺距螺纹二、螺纹加工指令分类数控系统不同,螺纹加工指令也有差异。三、等螺距螺纹切削指令G32注意:用G32加工螺纹时,由于机床伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和螺纹长度之和。格式:G32X...Z.....F...G32U...W....F...其中:X、Z为螺纹终点绝对坐标值。U

螺纹数控加工编程指令的应用.docx
螺纹数控加工编程指令的应用螺纹数控加工编程指令的应用摘要:螺纹数控加工编程指令是指在数控机床加工中,用于控制螺纹加工过程的编程命令。本文将介绍螺纹数控加工编程指令的基本原理和应用,以及对提高加工效率和质量的重要作用。通过深入了解螺纹数控加工编程指令的应用,可以更好地理解和掌握数控加工技术。引言:数控技术是现代制造业中的重要一环,它通过计算机的精确控制实现对工件的加工。在数控加工过程中,螺纹加工是一项常见的工序。而如何正确地编写螺纹数控加工编程指令,不仅能提高生产效率,还能保证加工质量。因此,对螺纹数控加工