
数控车螺纹加工指令编程.ppt

sy****28

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控车螺纹加工指令编程.ppt
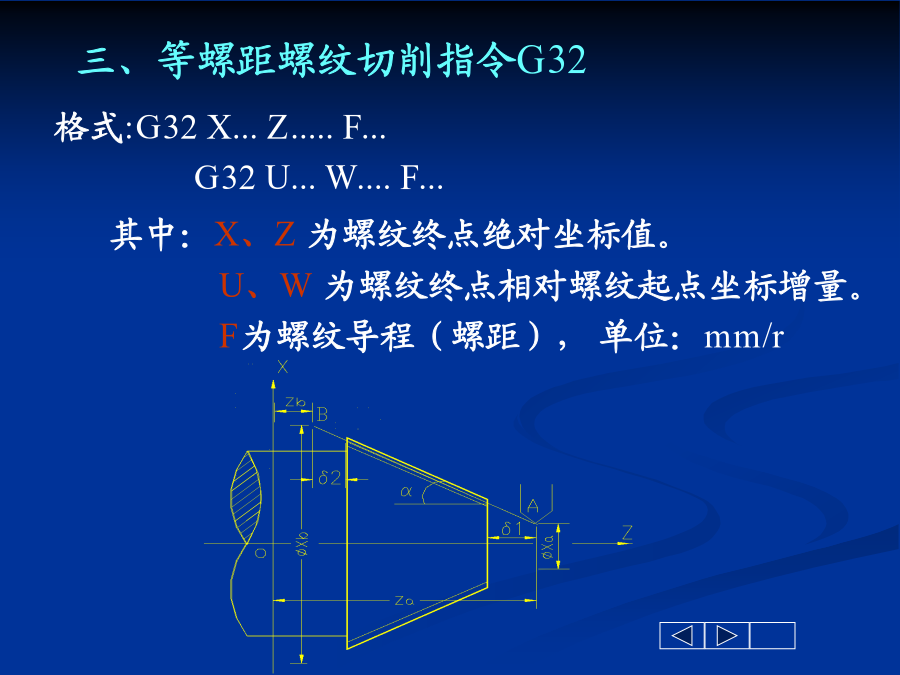
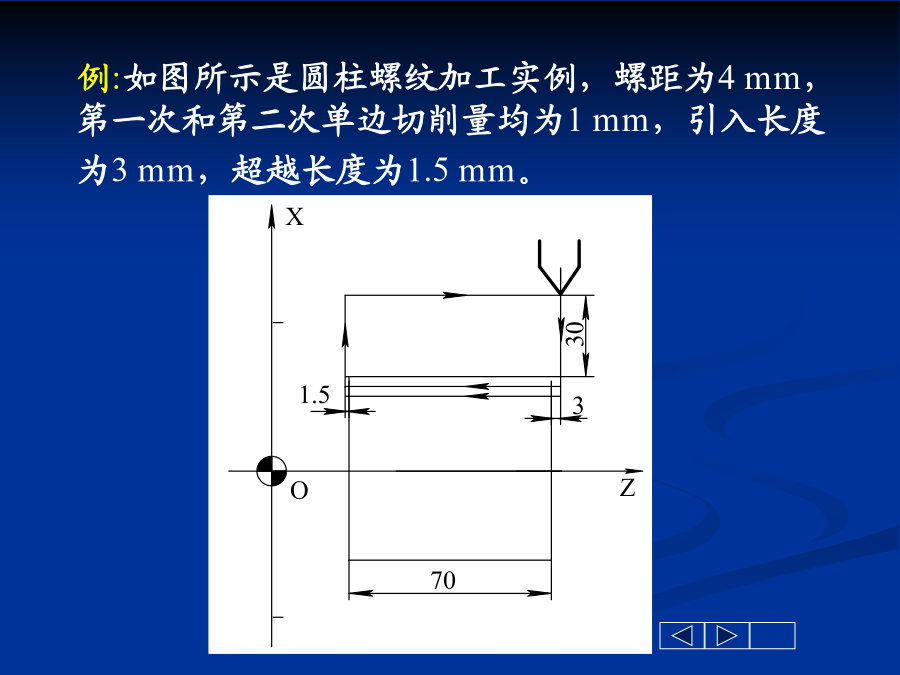
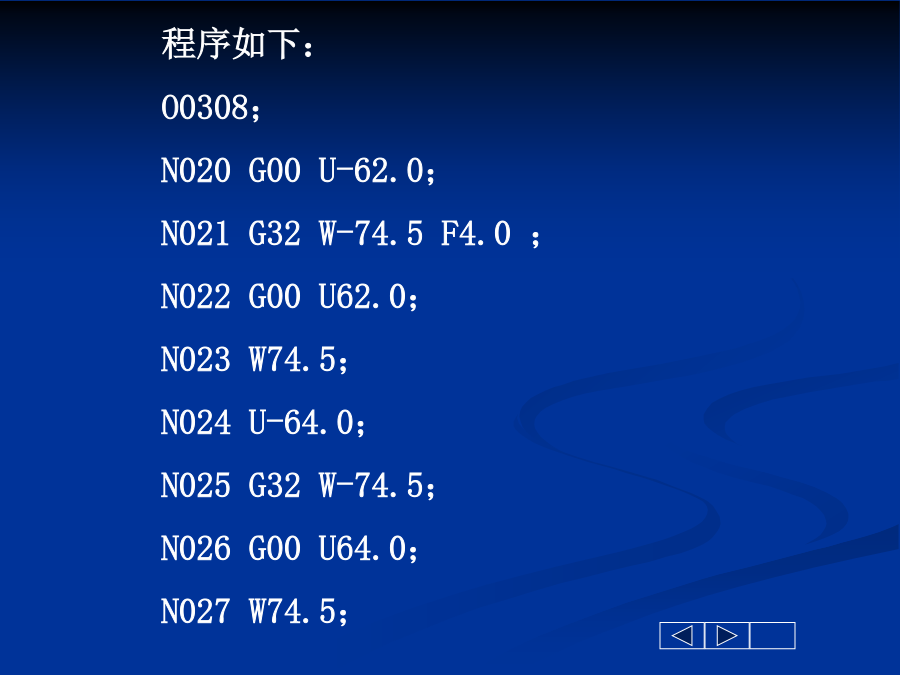
2.6数控车螺纹加工指令编程及调试一、螺纹加工的类型内(外)圆柱螺纹内(外)圆锥螺纹单头螺纹和多头螺纹恒螺距与变螺距螺纹二、螺纹加工指令分类数控系统不同,螺纹加工指令也有差异。三、等螺距螺纹切削指令G32注意:用G32加工螺纹时,由于机床伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和螺纹长度之和。格式:G32X...Z.....F...G32U...W....F...其中:X、Z为螺纹终点绝对坐标值。U

数控车螺纹加工指令编程ppt课件.ppt
2.6数控车螺纹加工指令编程及调试一、螺纹加工的类型内(外)圆柱螺纹内(外)圆锥螺纹单头螺纹和多头螺纹恒螺距与变螺距螺纹二、螺纹加工指令分类数控系统不同,螺纹加工指令也有差异。三、等螺距螺纹切削指令G32注意:用G32加工螺纹时,由于机床伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和螺纹长度之和。格式:G32X...Z.....F...G32U...W....F...其中:X、Z为螺纹终点绝对坐标值。U
数控车螺纹加工指令编程正规版资料.ppt
数控车螺纹加工(jiāgōng)指令编程一、螺纹加工的类型内〔外〕圆柱螺纹内〔外〕圆锥(yuánzhuī)螺纹单头螺纹和多头螺纹恒螺距与变螺距螺纹二、螺纹加工指令(zhǐlìng)分类数控系统不同,螺纹加工指令(zhǐlìng)也有差异。三、等螺距螺纹切削(qiēxiāo)指令G32注意:用G32加工螺纹时,由于机床伺服系统本身具有滞后特性(tèxìng),会在起始段和停止段发生螺纹的螺距不规那么现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和螺纹长度之和。单头螺纹和

螺纹数控加工编程指令的应用.docx
螺纹数控加工编程指令的应用螺纹数控加工编程指令的应用摘要:螺纹数控加工编程指令是指在数控机床加工中,用于控制螺纹加工过程的编程命令。本文将介绍螺纹数控加工编程指令的基本原理和应用,以及对提高加工效率和质量的重要作用。通过深入了解螺纹数控加工编程指令的应用,可以更好地理解和掌握数控加工技术。引言:数控技术是现代制造业中的重要一环,它通过计算机的精确控制实现对工件的加工。在数控加工过程中,螺纹加工是一项常见的工序。而如何正确地编写螺纹数控加工编程指令,不仅能提高生产效率,还能保证加工质量。因此,对螺纹数控加工

螺纹数控加工编程指令研究的论文.docx
螺纹数控加工编程指令研究的论文摘要:本文主要研究在学校的数控车床上应用螺纹数控进行加工编程的指令,并简述螺纹数控加工编程指令的应用。关键词:螺纹;数控加工;编程随着社会经济发展水平的不断提高,数控加工技术逐渐广泛应用于机械制造业。在一些较大型的机械零件中,时常会碰到一些较大的螺纹,而采用车削与丝锥等加工方法制造该类螺纹的传统已不能满足需要。为了满足机床的加工技术,有关技术人员在数控铣床与加工中进行螺纹铣削的加工,从而改变传统的螺纹加工方法,以提高螺纹数控的加工技术。1螺纹数控加工编程指令的应用方法1.1丝