
6章拉深工艺与拉深模具.ppt

你的****书屋


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共93页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

6章拉深工艺与拉深模具.ppt
第六章拉深工艺与拉深模具拉深:又称拉延,是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成各种开口空心零件的加工方法。拉深件类型:第一节圆筒形件拉深过程分析2.金属的流动过程二、拉深过程中坯料内的应力与应变状态1.凸缘部分3.筒壁部分5.筒底部分三、拉深件的起皱与拉裂1.凸缘变形区的起皱2.筒壁的拉裂第二节筒形件拉深的工艺计算切边工序:1.将拉深件划分为若干个简单的几何体;2.分别求出各简单几何体的表面积;3.把各简单几何体面积相加即为零件总面积;4.根据表面积相等原则,求出坯料直径。按图得:按

拉深工艺与拉深模具设计课程.pptx
会计学学习目的与要求重点4.1拉深变形分析拉深变形是一个较为复杂的塑性变形过程,本节主要通过分析筒形件的拉深变形过程所发生的各种现象来介绍拉深变形规律。4.1拉深变形分析4.1.1拉深变形过程分析4.1拉深变形分析4.1.1拉深变形过程分析4.2拉深工艺设计拉深工艺设计主要包括拉深件工艺性分析和拉深工艺方案的确定两个方面的内容,它的合理与否直接关系到拉深工艺的优劣与成效。4.2.1拉深件工艺性分析拉深件的工艺性是指制件拉深加工的难易程度。1.拉深件的结构工艺性(1)拉深件的形状4.2拉深工艺设计4.2.1

56节拉深工艺与拉深模具设计.pptx
会计学(一)凹模圆角半径rd1、rd的影响小:阻力大致抗力增加、危险断面变薄或破裂、刮伤工件大:过早(ɡuòzǎo)丧失压边力致起皱2、rd的确定(1)经验公式:(2)查表1、rp的影响rp对冲压效果影响无rd显著。小:增大弯曲变形、危险断面变薄或开裂(kāiliè)、影响表面质量大:凸模毛坯接触面减小、底部易变薄、圆角处内皱2、rp的确定若最后的rpn太小,应增加整形工序。(三)凸凹(tūāo)模间隙凸凹(tūāo)模间隙…凸凹(tūāo)模间隙(一)无压边圈的拉深模用于相对厚度(t/D)较大的浅拉深件
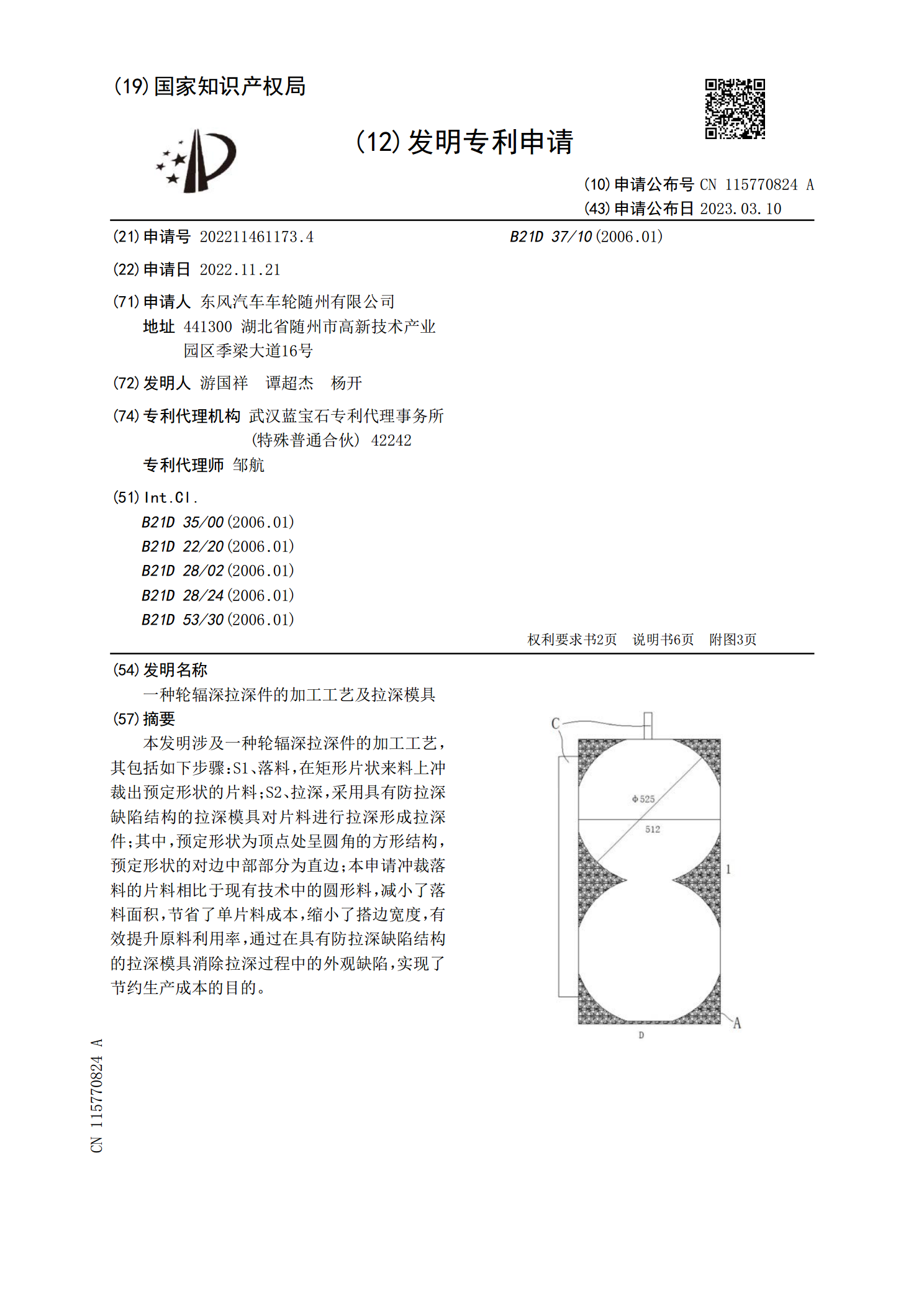
一种轮辐深拉深件的加工工艺及拉深模具.pdf
本发明涉及一种轮辐深拉深件的加工工艺,其包括如下步骤:S1、落料,在矩形片状来料上冲裁出预定形状的片料;S2、拉深,采用具有防拉深缺陷结构的拉深模具对片料进行拉深形成拉深件;其中,预定形状为顶点处呈圆角的方形结构,预定形状的对边中部部分为直边;本申请冲裁落料的片料相比于现有技术中的圆形料,减小了落料面积,节省了单片料成本,缩小了搭边宽度,有效提升原料利用率,通过在具有防拉深缺陷结构的拉深模具消除拉深过程中的外观缺陷,实现了节约生产成本的目的。

液压拉深工艺与模具.docx
液压拉深工艺与模具液压拉深工艺与模具摘要:液压拉深是一种常用的金属塑性加工方法,可以用于制造各种形状的金属零件。本文主要介绍了液压拉深工艺的基本原理和分类,以及模具在液压拉深过程中的作用和设计要求。关键词:液压拉深;模具;金属塑性加工引言液压拉深是一种将金属板材拉伸成一定形状的工艺方法,广泛应用于汽车、航空航天、电子等行业。与传统的冷冲压工艺相比,液压拉深具有形状复杂、精度高、成本低等优势。而模具在液压拉深过程中起着关键的作用,对成品的质量和生产效率起到决定性的影响。因此,深入研究和掌握液压拉深工艺与模具