
轮毂轴承单元套圈锻造余温正火工艺.pdf

琰琬****买买


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂轴承单元套圈锻造余温正火工艺.pdf
本发明公开了一种轮毂轴承单元套圈锻造余温正火工艺,通过锻件温度、锻造时间及冷却时间和温度,该工艺的实施能够使得轮毂轴承单元套圈的基体硬度达到240HB以上,屈服强度达到450MPa以上,抗拉强度达到800MPa以上,断后延伸率达到13%以上,基体组织晶粒度不低于3.5级,组织均匀性在1-4级范围内,提升现有轮毂轴承单元套圈零件的基体硬度和强度,并细化晶粒。

轮毂轴承法兰锻造余温正火工艺研究.docx
轮毂轴承法兰锻造余温正火工艺研究标题:轮毂轴承法兰锻造余温正火工艺研究摘要:轴承是机械设备中广泛应用的关键部件之一,其性能和质量直接影响到设备的运行效率和寿命。法兰作为轴承的重要组成部分,其锻造过程中的余温正火工艺对其性能具有重大影响。本研究旨在探索轮毂轴承法兰锻造余温正火工艺,以提高法兰的耐磨性、强度和硬度,延长其使用寿命。关键词:轮毂轴承,法兰锻造,余温正火,耐磨性,强度,硬度,使用寿命。第一节:引言轮毂轴承作为汽车、工程机械等行业的重要组成部分,其性能和可靠性直接关系到整个设备的工作效率和安全性。而
一种轴承套圈余温退火工艺.pdf
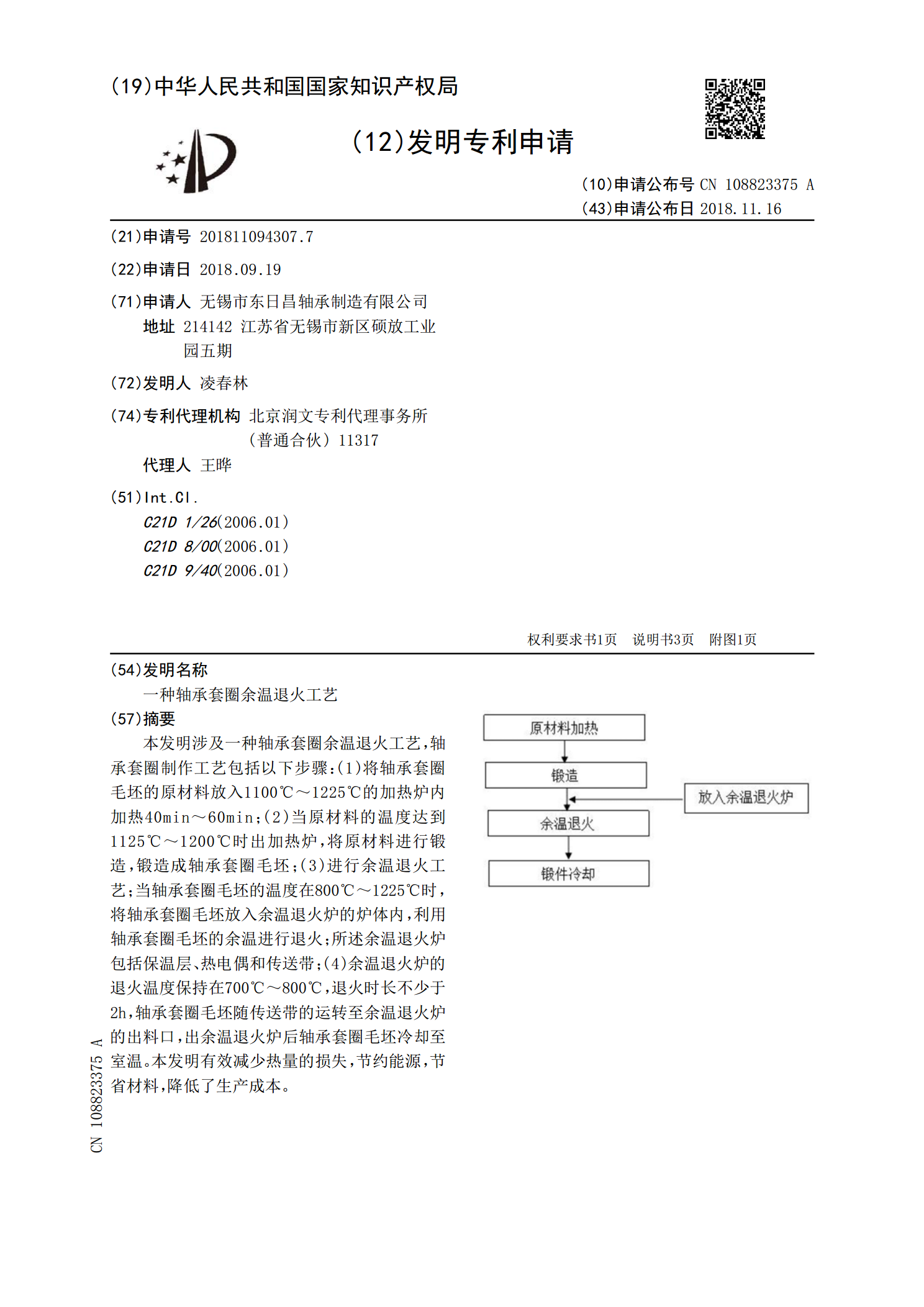
本发明涉及一种轴承套圈余温退火工艺,轴承套圈制作工艺包括以下步骤:(1)将轴承套圈毛坯的原材料放入1100℃~1225℃的加热炉内加热40min~60min;(2)当原材料的温度达到1125℃~1200℃时出加热炉,将原材料进行锻造,锻造成轴承套圈毛坯;(3)进行余温退火工艺;当轴承套圈毛坯的温度在800℃~1225℃时,将轴承套圈毛坯放入余温退火炉的炉体内,利用轴承套圈毛坯的余温进行退火;所述余温退火炉包括保温层、热电偶和传送带;(4)余温退火炉的退火温度保持在700℃~800℃,退火时长不少于2h,轴

轴承套圈锻造工艺的优化.docx
轴承套圈锻造工艺的优化论文:轴承套圈锻造工艺的优化摘要:随着工业的发展,轴承作为重要的机械零件,在各个领域都得到了广泛的应用。而其中的轴承套圈是承受径向载荷和轴向载荷的重要组成部分。本论文旨在探讨轴承套圈锻造工艺的优化,通过分析传统的锻造工艺存在的问题,提出了一种优化的工艺流程,并对其进行了验证和实践。关键词:轴承套圈;锻造工艺;优化;工艺流程;实践验证一、引言轴承套圈作为一种重要的轴承零件,其质量对整个轴承性能起着关键作用。传统的轴承套圈生产工艺通常使用铸造和车削加工,但这些方法存在一些问题,如生产效率
轴承套圈锻造生产线及轴承套圈生产工艺.pdf
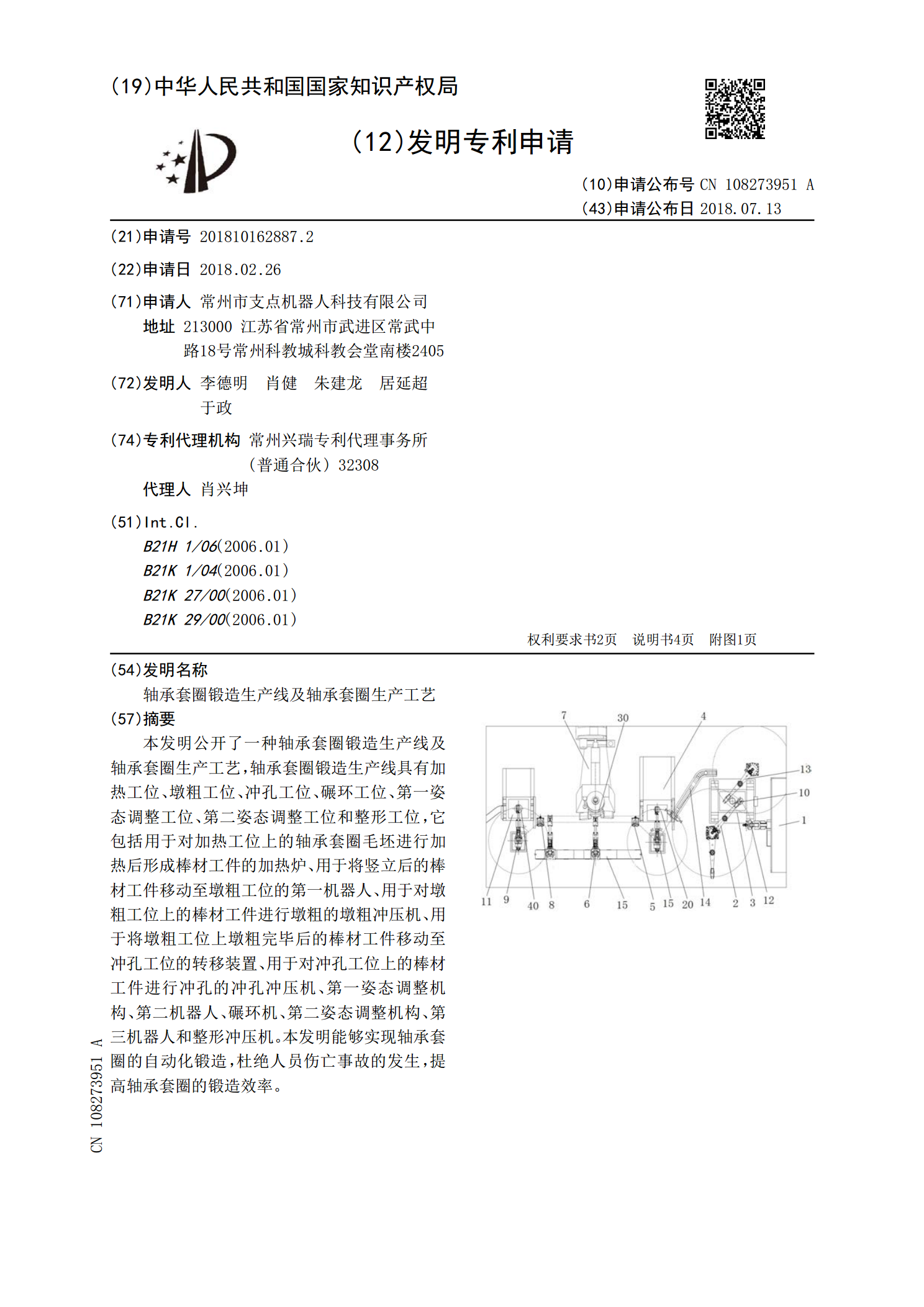
本发明公开了一种轴承套圈锻造生产线及轴承套圈生产工艺,轴承套圈锻造生产线具有加热工位、墩粗工位、冲孔工位、碾环工位、第一姿态调整工位、第二姿态调整工位和整形工位,它包括用于对加热工位上的轴承套圈毛坯进行加热后形成棒材工件的加热炉、用于将竖立后的棒材工件移动至墩粗工位的第一机器人、用于对墩粗工位上的棒材工件进行墩粗的墩粗冲压机、用于将墩粗工位上墩粗完毕后的棒材工件移动至冲孔工位的转移装置、用于对冲孔工位上的棒材工件进行冲孔的冲孔冲压机、第一姿态调整机构、第二机器人、碾环机、第二姿态调整机构、第三机器人和整形