
轴承套圈锻造生产线及轴承套圈生产工艺.pdf

是你****嘉嘉

1/8

2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轴承套圈锻造生产线及轴承套圈生产工艺.pdf
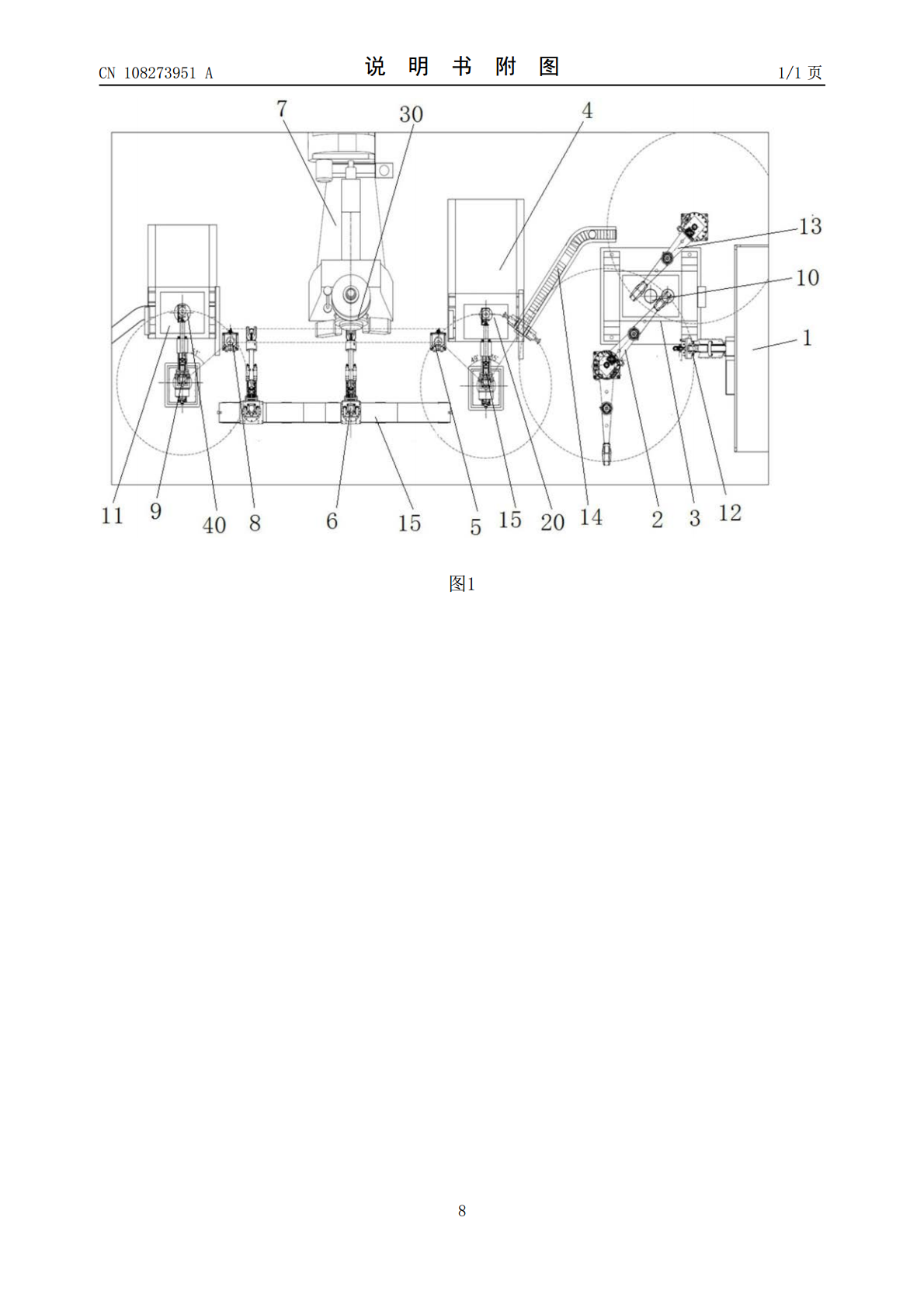
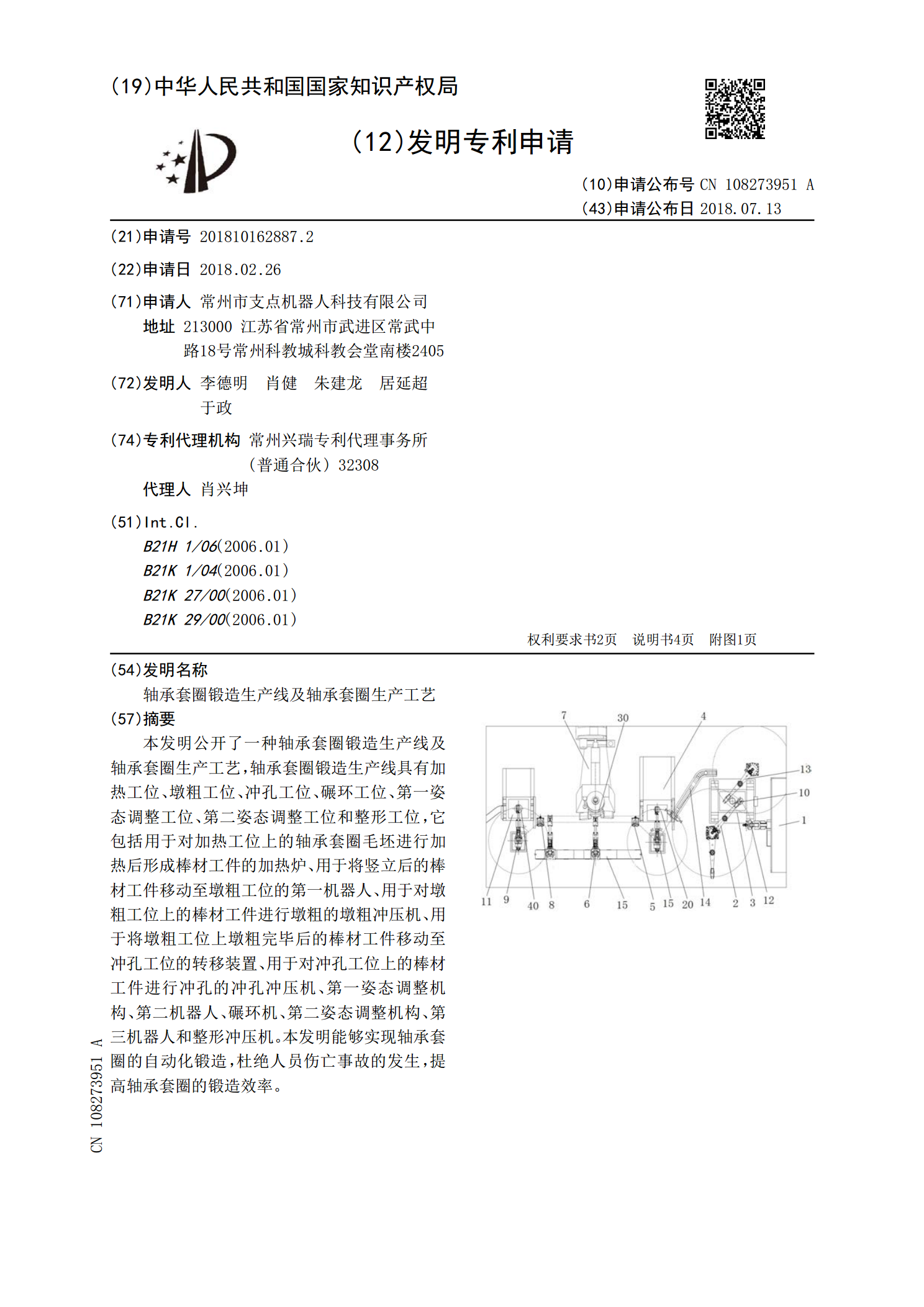
本发明公开了一种轴承套圈锻造生产线及轴承套圈生产工艺,轴承套圈锻造生产线具有加热工位、墩粗工位、冲孔工位、碾环工位、第一姿态调整工位、第二姿态调整工位和整形工位,它包括用于对加热工位上的轴承套圈毛坯进行加热后形成棒材工件的加热炉、用于将竖立后的棒材工件移动至墩粗工位的第一机器人、用于对墩粗工位上的棒材工件进行墩粗的墩粗冲压机、用于将墩粗工位上墩粗完毕后的棒材工件移动至冲孔工位的转移装置、用于对冲孔工位上的棒材工件进行冲孔的冲孔冲压机、第一姿态调整机构、第二机器人、碾环机、第二姿态调整机构、第三机器人和整形

一种轴承套圈的锻造生产线.pdf
本发明涉及一种轴承套圈的锻造生产线,包括:第一板式输送机、预热加热炉、第一高温加热炉、液压镦粗机、液压冲孔机、液压切底平幅机、输送设备、第二高温加热炉、辗环机、整形机、去应力退火炉、第二板式输送机、第一机械臂、第二机械臂、第三机械臂、第四机械臂、第五机械臂、第六机械臂、第七机械臂和第八机械臂。本发明的有益效果是:采用机械臂与主要加工设备分列两排的排布方式,有助于机械臂的维护以及加工设备运转过程中巡检监视。采用机械臂与主要加工设备分列两排的排布方式,实现了冷热分离,高温运转环境位于机械臂的正面,而机械臂的背

轴承套圈的生产工艺.pdf
本发明公开了一种轴承套圈的生产工艺,包括以下步骤:S1、切料、折断;未经球化退火的棒料在带锯床上冷切,且棒料的切料深度小于所述棒料的直径,棒料未被切断部分在摩擦压力机上折断成单个料段;S2、球化退火、锻造;将S1中折断后的料段装进井式电炉进行球化退火,球化退火温度降到720℃±2℃,出炉后进行高温加热到970℃±2℃,在锻锤上进行墩粗、穿孔、冲连皮、扩孔和平端面形成工件;S3、碾环成型、淬火;将工件在碾环机上碾环成型后,放到等温箱等温到840℃±2℃,然后将工件放到回转淬火机上进行回转淬火;S4、回火;冷

轴承套圈锻造工艺的优化.docx
轴承套圈锻造工艺的优化论文:轴承套圈锻造工艺的优化摘要:随着工业的发展,轴承作为重要的机械零件,在各个领域都得到了广泛的应用。而其中的轴承套圈是承受径向载荷和轴向载荷的重要组成部分。本论文旨在探讨轴承套圈锻造工艺的优化,通过分析传统的锻造工艺存在的问题,提出了一种优化的工艺流程,并对其进行了验证和实践。关键词:轴承套圈;锻造工艺;优化;工艺流程;实践验证一、引言轴承套圈作为一种重要的轴承零件,其质量对整个轴承性能起着关键作用。传统的轴承套圈生产工艺通常使用铸造和车削加工,但这些方法存在一些问题,如生产效率

一种全自动轴承套圈锻造生产线.pdf
本发明公开了一种全自动轴承套圈锻造生产线,其包括预加热炉、剪料冲床、加热炉、气动冲床、碾扩机、整形冲床,其特征是,还包括冲压机械手、碾扩机正前方的碾扩机械手和整形冲床的前方设置的整形机械手。所述的冲压机械手包括设置在气动冲床左、右两侧的左机架、右机架以及跨设在左机架和右机架上部的前夹臂和后夹臂,所述的两条夹臂上设置有成对的夹爪,所述的两条夹臂的左右两端均设有夹臂前后滑动驱动装置,两夹臂的左端还设有夹臂左右滑动驱动装置。本发明减轻了工人的工作强度,明显改善了操作人员在锻造现场的工作环境,降低了人工成本,生产