
多轴自动钻孔攻牙机.pdf

沛芹****ng

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多轴自动钻孔攻牙机.pdf
本发明公开了多轴自动钻孔攻牙机,包括机体;机体的上部分设有钻孔电机、攻牙电机、和切换离合器;机体的中间部分设有工作台和工件夹紧装置,机体的下部分设有主控单元和升降机构;钻孔电机和攻牙电机的输出轴下方设有齿轮箱;齿轮箱设有与钻孔电机输出轴连接的第一主动齿轮、与攻牙电机输出轴连接的第二主动齿轮、工作齿轮和传动齿轮;工作齿轮的输出轴连接刀具;传动齿轮连接第一主动齿轮和工作齿轮或第二主动齿轮和工作齿轮;升降机构连接工件夹紧装置和主控单元。本发明将钻孔工艺和攻牙工艺集成到一台机器上,占地面积减小,集成度高;齿轮箱排
一种多轴联动攻牙机.pdf
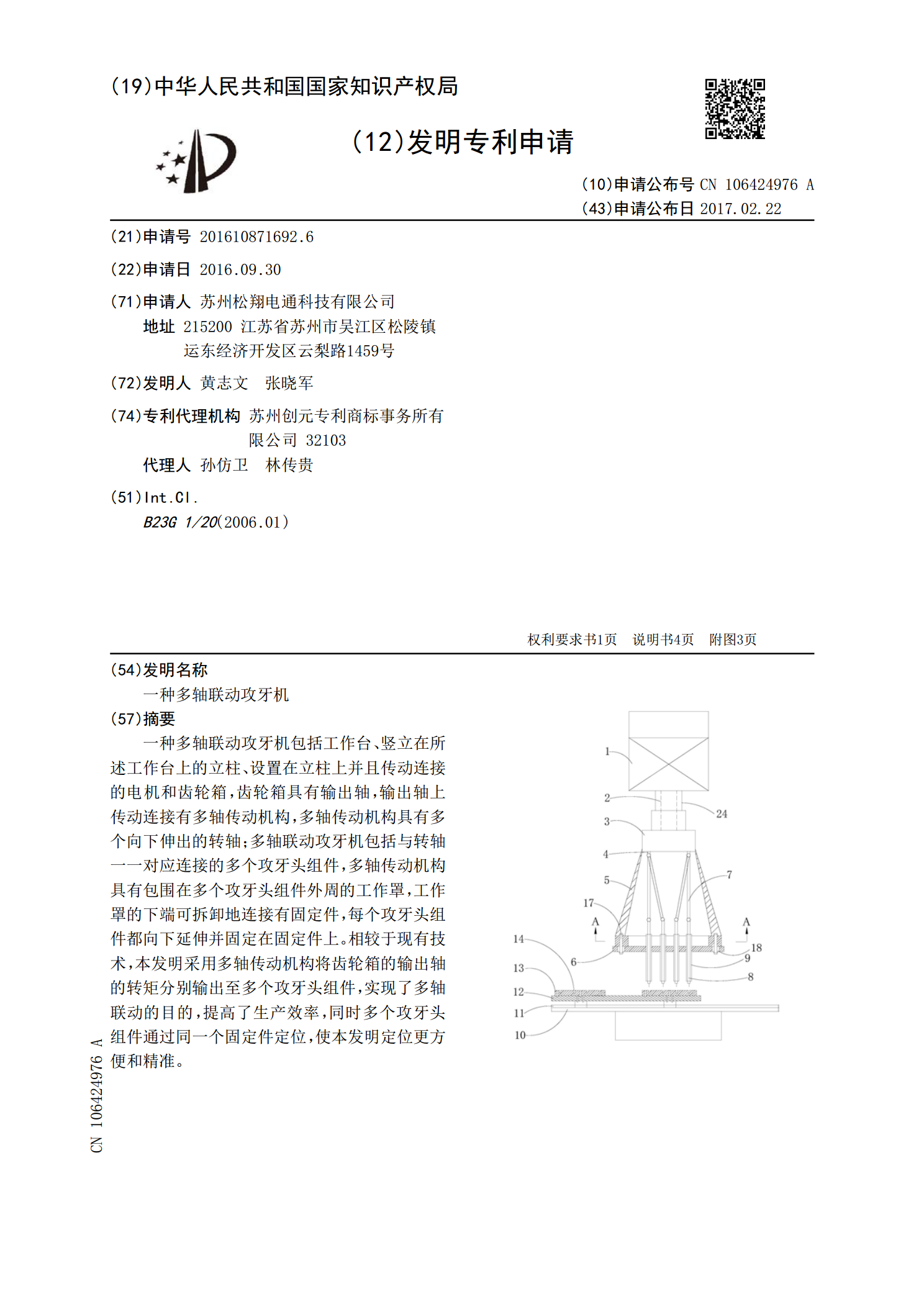
一种多轴联动攻牙机包括工作台、竖立在所述工作台上的立柱、设置在立柱上并且传动连接的电机和齿轮箱,齿轮箱具有输出轴,输出轴上传动连接有多轴传动机构,多轴传动机构具有多个向下伸出的转轴;多轴联动攻牙机包括与转轴一一对应连接的多个攻牙头组件,多轴传动机构具有包围在多个攻牙头组件外周的工作罩,工作罩的下端可拆卸地连接有固定件,每个攻牙头组件都向下延伸并固定在固定件上。相较于现有技术,本发明采用多轴传动机构将齿轮箱的输出轴的转矩分别输出至多个攻牙头组件,实现了多轴联动的目的,提高了生产效率,同时多个攻牙头组件通过同

自动攻牙机.pdf
本发明公开一种自动攻牙机,用于在产品上攻牙,包括机座及设置于机座的操作控制箱、振动盘、加工轮盘、轮盘驱动机构、夹紧机构与具有刀头的攻牙机构。加工轮盘开设有多个呈圆形排列的加工槽位,轮盘驱动机构驱使加工轮盘单向间歇转动,振动盘的出料口与一加工槽位相邻接,夹紧机构包括往复移动的夹紧件,夹紧件可伸入另一加工槽位内,刀头位于夹紧件伸入的加工槽位的上方,操作控制箱分别与轮盘驱动机构、夹紧机构及攻牙机构电连接。所述自动攻牙机藉由振动盘及加工轮盘实现自动上料,减少人力参与,提高了攻牙工序的效率,同时由所述加工槽位容纳产
一种双工位多轴攻牙机.pdf
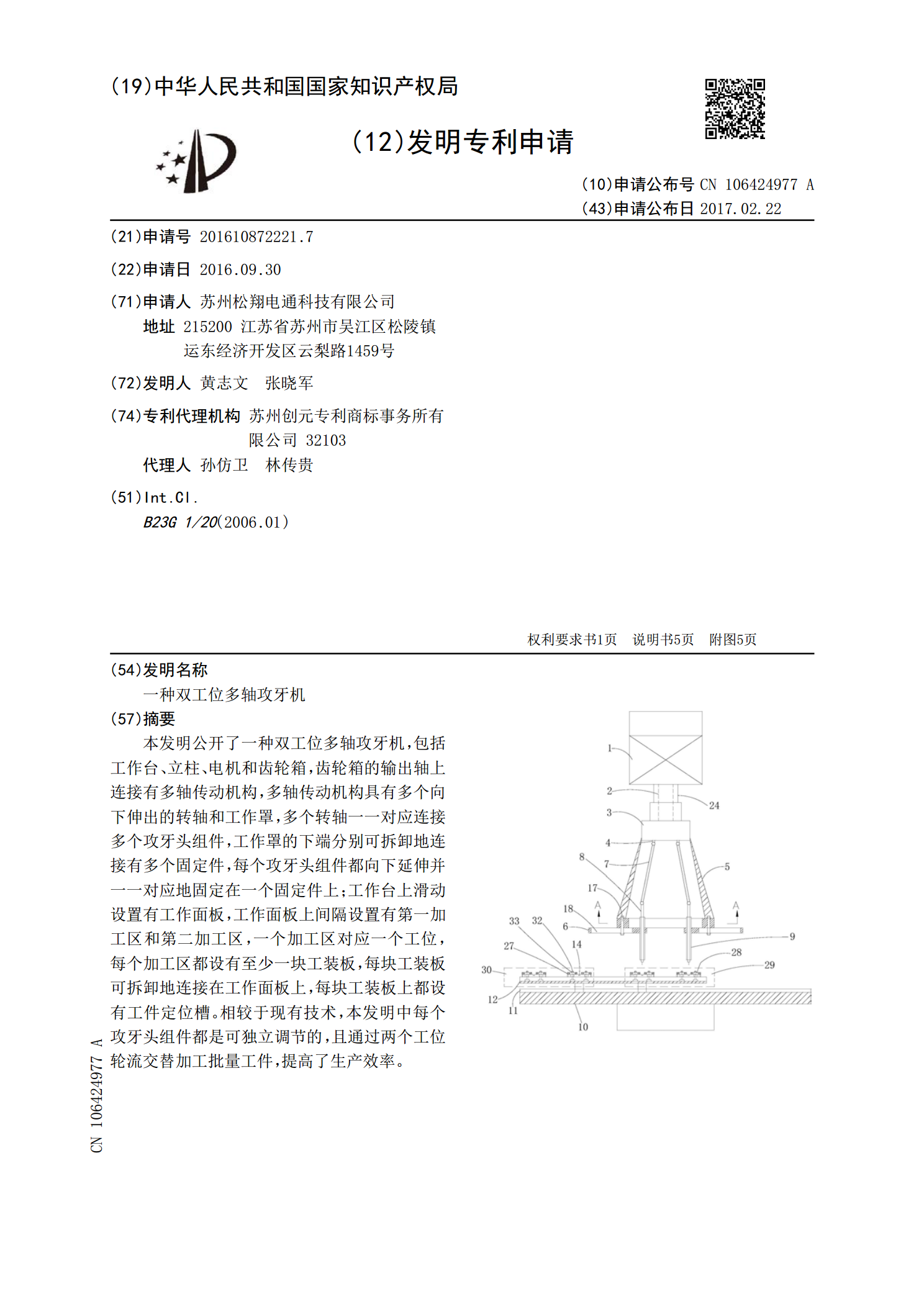
本发明公开了一种双工位多轴攻牙机,包括工作台、立柱、电机和齿轮箱,齿轮箱的输出轴上连接有多轴传动机构,多轴传动机构具有多个向下伸出的转轴和工作罩,多个转轴一一对应连接多个攻牙头组件,工作罩的下端分别可拆卸地连接有多个固定件,每个攻牙头组件都向下延伸并一一对应地固定在一个固定件上;工作台上滑动设置有工作面板,工作面板上间隔设置有第一加工区和第二加工区,一个加工区对应一个工位,每个加工区都设有至少一块工装板,每块工装板可拆卸地连接在工作面板上,每块工装板上都设有工件定位槽。相较于现有技术,本发明中每个攻牙头组
全自动攻牙机和攻牙方法.pdf
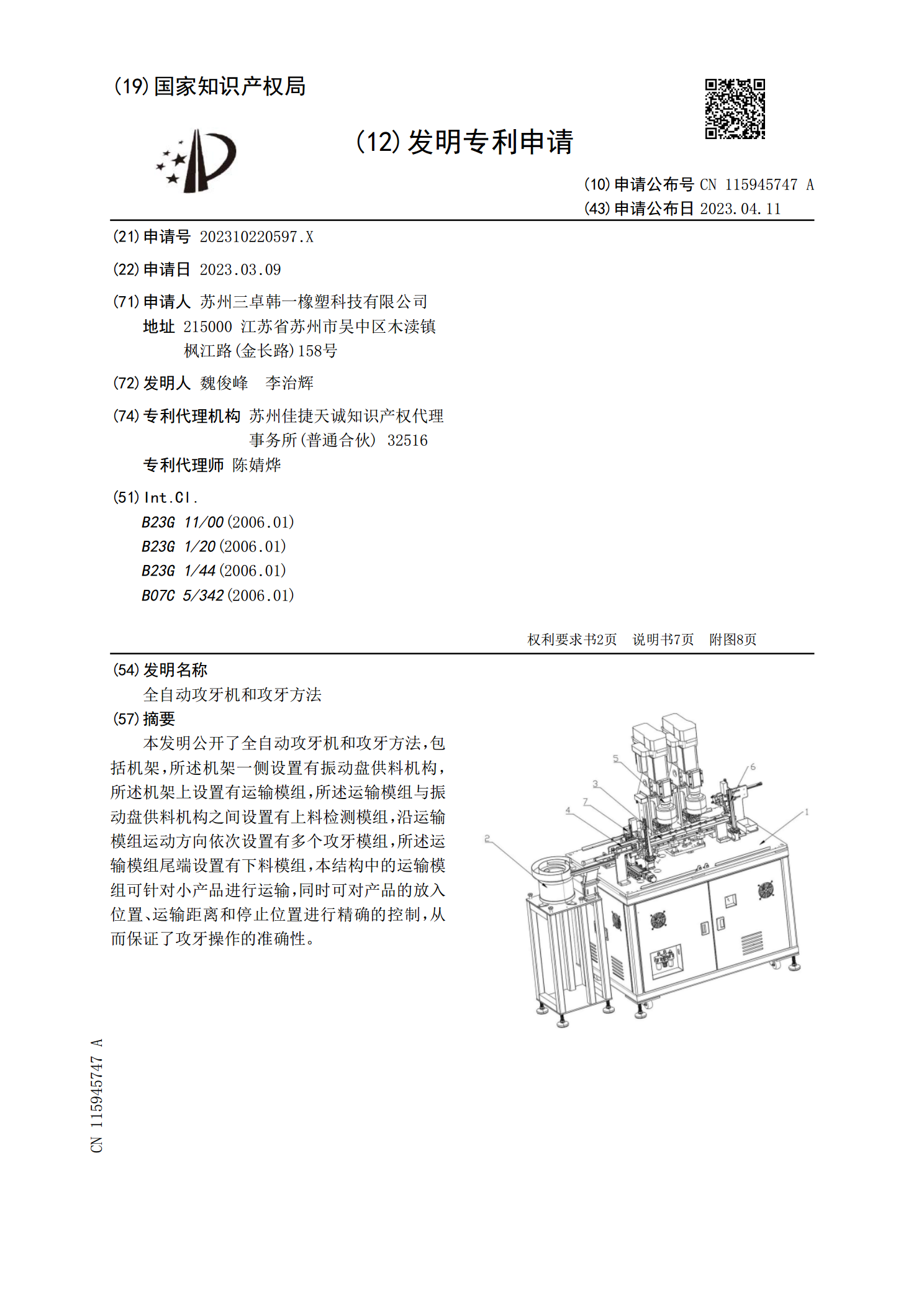
本发明公开了全自动攻牙机和攻牙方法,包括机架,所述机架一侧设置有振动盘供料机构,所述机架上设置有运输模组,所述运输模组与振动盘供料机构之间设置有上料检测模组,沿运输模组运动方向依次设置有多个攻牙模组,所述运输模组尾端设置有下料模组,本结构中的运输模组可针对小产品进行运输,同时可对产品的放入位置、运输距离和停止位置进行精确的控制,从而保证了攻牙操作的准确性。