
一种热成型排线折弯机.pdf

灵波****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热成型排线折弯机.pdf
本发明公开了一种热成型排线折弯机,包括操作平台,操作平台表面设置有定位加紧机构,定位加紧机构一侧设置有弯折推块,弯折推块内设置有加热组件,弯折推块与定位加紧机构之间设置有弯折模芯,弯折模芯上方设置有成型推块,成型推块设置在槽形板内,槽形板两侧边上对称设置有L型滑道,成型推块两侧均设置有滚轮轴承,滚轮轴承设置在相对应的L型滑道内,成型推块顶部设置有沿X轴方向滑动的第二直线滑轨,第二直线滑轨与沿Y轴方向设置的第二气缸连接,第二气缸与槽形板均固定设置在支架上,支架固定在操作平台上。本发明设计合理,通过自动夹装和

一种软排线组装设备的折弯机构.pdf
本发明公开了一种软排线组装设备的折弯机构,包括底座、后板、顶板和气缸,其特征在于:还包括两个凸轮、两个斜块、前移动板、后移动板和折弯刀,在底座上方设置有后板,在后板顶端设置有顶板,在顶板的下方设置有两个能够移动的斜块,所述气缸的气缸杆穿过后板与斜块连接,在两个斜块下方分别设置有前移动板和后移动板,所述前移动板和后移动板顶部安装有与对应斜块斜面相配合的凸轮,在前移动板底部设置有压轮,在后移动板的底部设置有折弯刀。本发明提供了一种结构简单,使用方便,能够对软排线进行压持,便于软排线精确折弯与片槽中的软排线组装

一种芯线的排线低压成型工艺.pdf
本发明公开了一种芯线的排线低压成型工艺,该低压成型工艺包括以下:先把线排进特制的排线治具内,排线治具的线槽根据连接器的焊接点位来相对应,每条芯线都排进预留的槽内固定好,每条芯线的位置间距都会固定有一定距离,再用低压成型机成型低压内模,把线材位置都完全固定住;再用美纹纸把芯线贴住防止芯线掉出来,然后把芯线排好在治具上的半成品放到低压机上成型小内;本发明中芯线的排线低压成型工艺,该工艺会大大减少短路、绝缘等不良现象的发生,若低压是成型后有不良品,可以对其进行检测,而且有问题的产品低压内模也好拆卸,只需要用酒精

一种弹条热成型设备及成型过程.pdf
本发明提供一种弹条热成型设备及成型过程,所述成型设备包括底座、立柱、第一成型工装、第二成型工装和第三成型工装,其中,第一成型工装包括竖直滑板、下压油缸、固定靠模块、以及两摆臂,摆臂与竖直滑板轴接,上端设有滚轮、下端设有成型压轮,滚轮沿固定靠模块的侧壁上下滚动;第二成型工装包括水平滑板、水平油缸,水平滑板的前端设有与弹条两中肢的内腔拟形的内成型块;2个第三成型工装左右对称地设置于底座上。本发明的弹条热成型设备由装有成型压轮的装置以一定速度下压,工件在压弯过程中发生变形,并使用内成型块内部支撑,得到满足形状尺
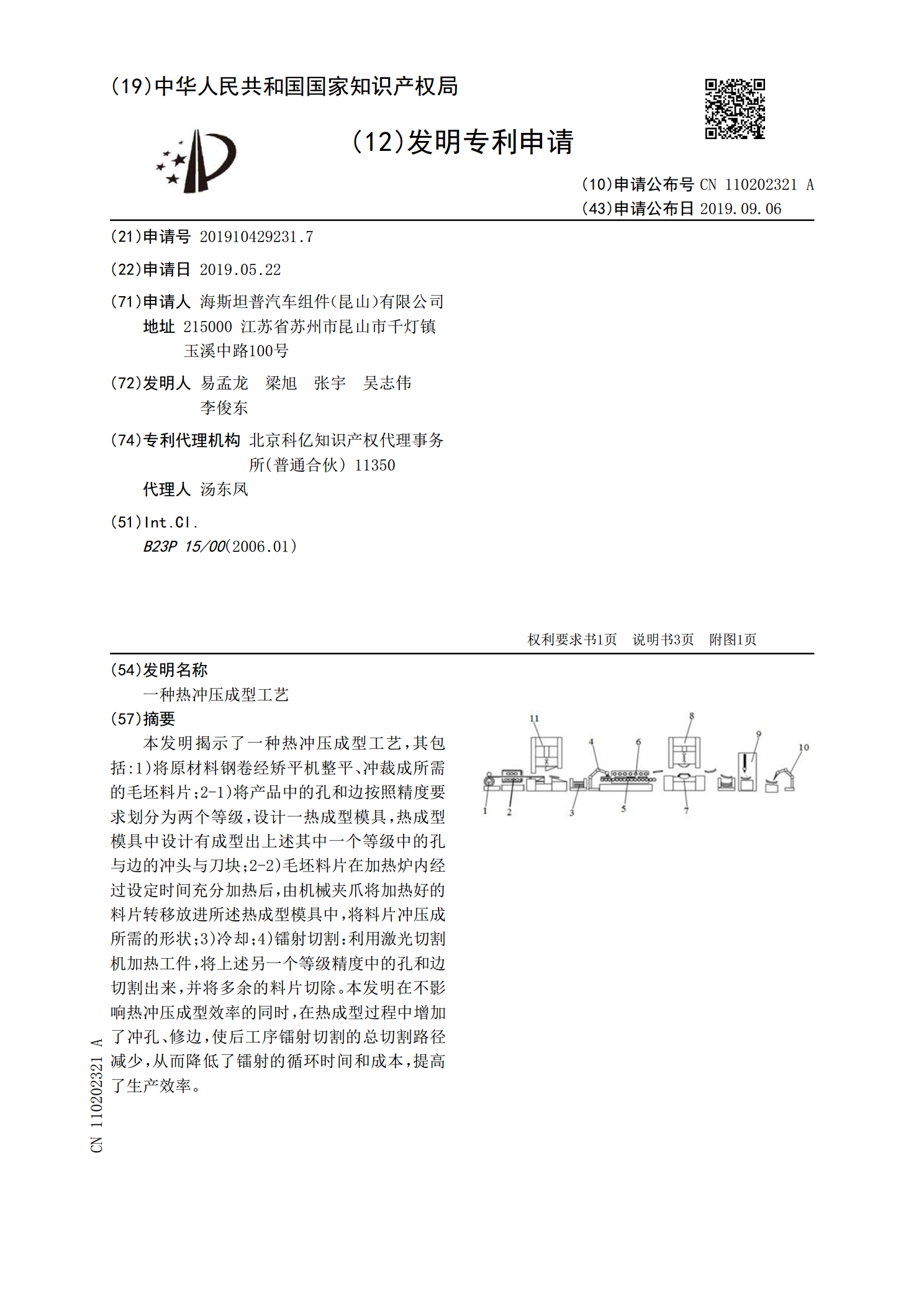
一种热冲压成型工艺.pdf
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增