
一种载带检孔报警装置及其使用方法.pdf

雨巷****轶丽


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种载带检孔报警装置及其使用方法.pdf
本发明公开了一种载带检孔报警装置,其包括机架,该机架的顶部设有导槽,该导槽对应载带上的孔位设有开口,于开口下方对应开口设有可转动的针轮机构,机架上纵向设有导向杆,导向杆的上端设有固定块,所述固定块的顶部纵向设有限位轴套,贯穿所述限位轴套可上下移动的设有限位柱,该限位柱的顶端设有调节螺钉,该限位柱的末端设有固定板,该固定板的底部横向设有探测板,于该机架的顶部对应所述探测板设有光纤传感器。还公开了该载带检孔报警装置的使用方法。本发明结构简单,设计合理巧妙,安装、调试方便,能够准确检测载带上的孔位情况,判断孔位
一种HDI载板埋孔填埋工艺及其使用方法.pdf
本发明涉及C25D3/38领域,具体为一种HDI载板埋孔填埋工艺及其应用,通过设计黑化和棕化处理步骤,层压步骤,钻孔步骤,除油步骤,高压水冲洗步骤,二次水洗步骤,孔金属处理步骤,塞孔步骤和电镀步骤,保证HDI载板盲埋孔填埋的稳定性,解决现有技术中由于塞孔不完全、树脂和铜层容易分离导致HDI载板质量降低的问题,有效消除孔内气泡,满足额外的高导热性的需求,防止元器件增多容易过载,保证HDI载板的质量和使用寿命,通过该工艺处理后的HDI载板尤其适用于手机、电子手表领域。
一种旋转式上盖弹子孔位置度综合检具及其使用方法.pdf
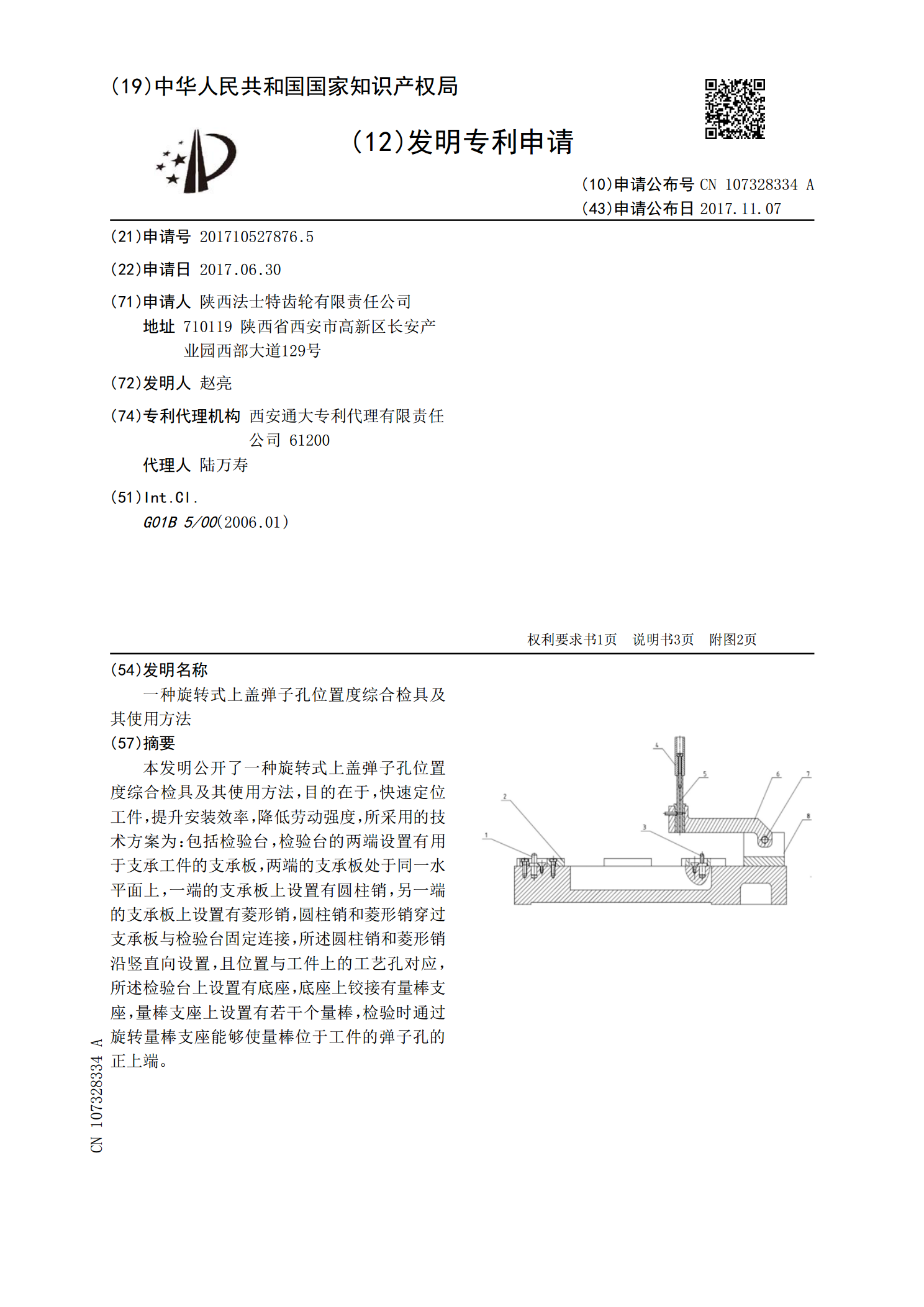
本发明公开了一种旋转式上盖弹子孔位置度综合检具及其使用方法,目的在于,快速定位工件,提升安装效率,降低劳动强度,所采用的技术方案为:包括检验台,检验台的两端设置有用于支承工件的支承板,两端的支承板处于同一水平面上,一端的支承板上设置有圆柱销,另一端的支承板上设置有菱形销,圆柱销和菱形销穿过支承板与检验台固定连接,所述圆柱销和菱形销沿竖直向设置,且位置与工件上的工艺孔对应,所述检验台上设置有底座,底座上铰接有量棒支座,量棒支座上设置有若干个量棒,检验时通过旋转量棒支座能够使量棒位于工件的弹子孔的正上端。
一种露天矿智能报警装置及其使用方法.pdf
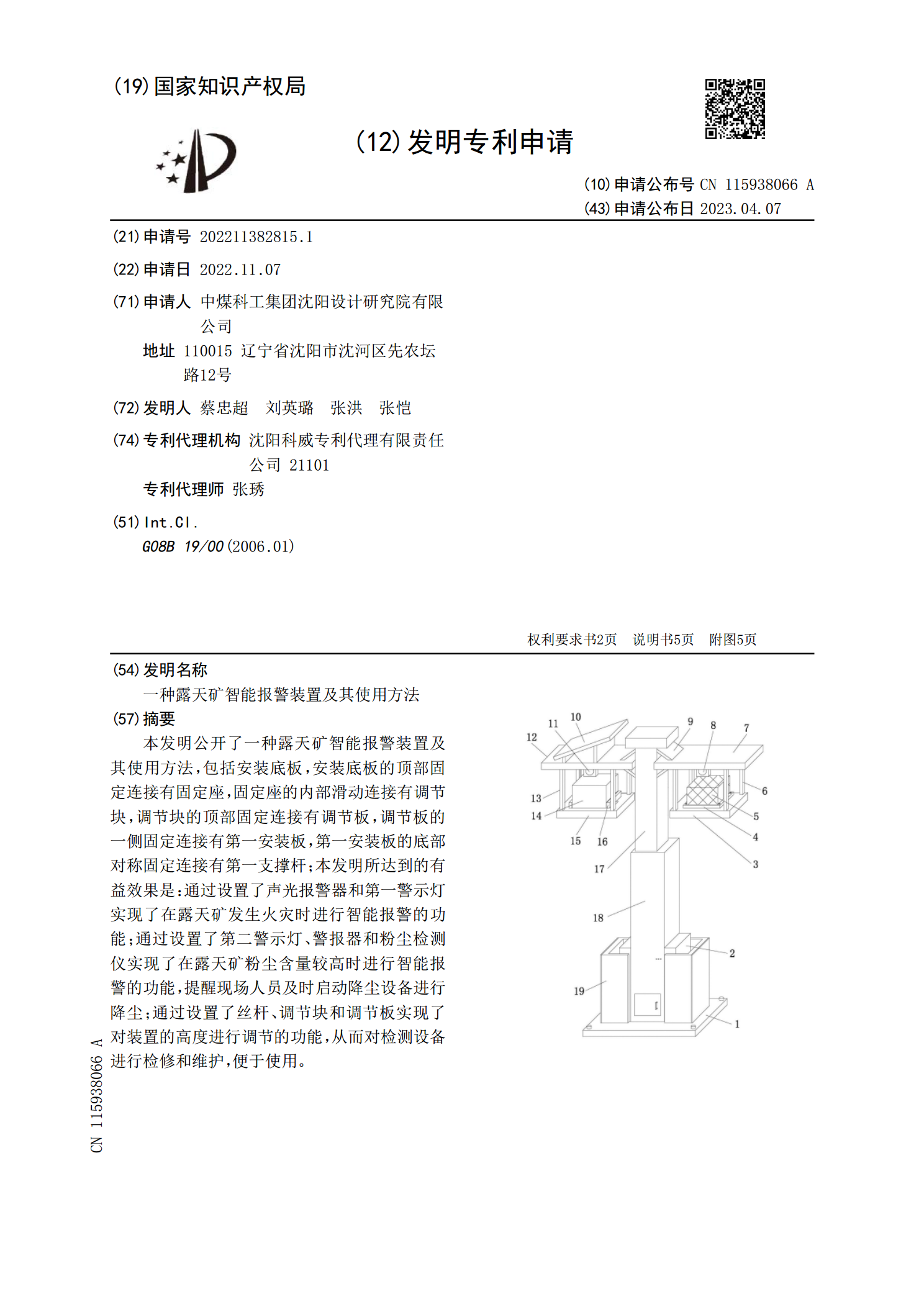
本发明公开了一种露天矿智能报警装置及其使用方法,包括安装底板,安装底板的顶部固定连接有固定座,固定座的内部滑动连接有调节块,调节块的顶部固定连接有调节板,调节板的一侧固定连接有第一安装板,第一安装板的底部对称固定连接有第一支撑杆;本发明所达到的有益效果是:通过设置了声光报警器和第一警示灯实现了在露天矿发生火灾时进行智能报警的功能;通过设置了第二警示灯、警报器和粉尘检测仪实现了在露天矿粉尘含量较高时进行智能报警的功能,提醒现场人员及时启动降尘设备进行降尘;通过设置了丝杆、调节块和调节板实现了对装置的高度进行

一种灯检机及其载卡输送装置.pdf
本发明公开了一种灯检机的载卡输送装置,包括支架(1)、传送带(3)、用于带动所述传送带(3)循环运行的传送带轮(4)和用于驱动所述传送带轮(4)的电机(5),所述传送带轮(4)设在所述传送带(3)两端且被所述传送带(3)包裹,所述传送带(3)上还安装有用于承载血型卡的卡槽(2)。其由电机(5)提供动力,传送带轮(4)带动传送带(3)循环运动,传送带(3)上固定有卡槽,血型卡放置在卡槽(2)内,卡槽(2)里的血型卡能够同传送带(3)一起稳定前进,整个载卡输送装置运行稳定高效,使血型卡能够稳定通过成像装置,保