
一种旋转式上盖弹子孔位置度综合检具及其使用方法.pdf

是雁****找我

1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种旋转式上盖弹子孔位置度综合检具及其使用方法.pdf
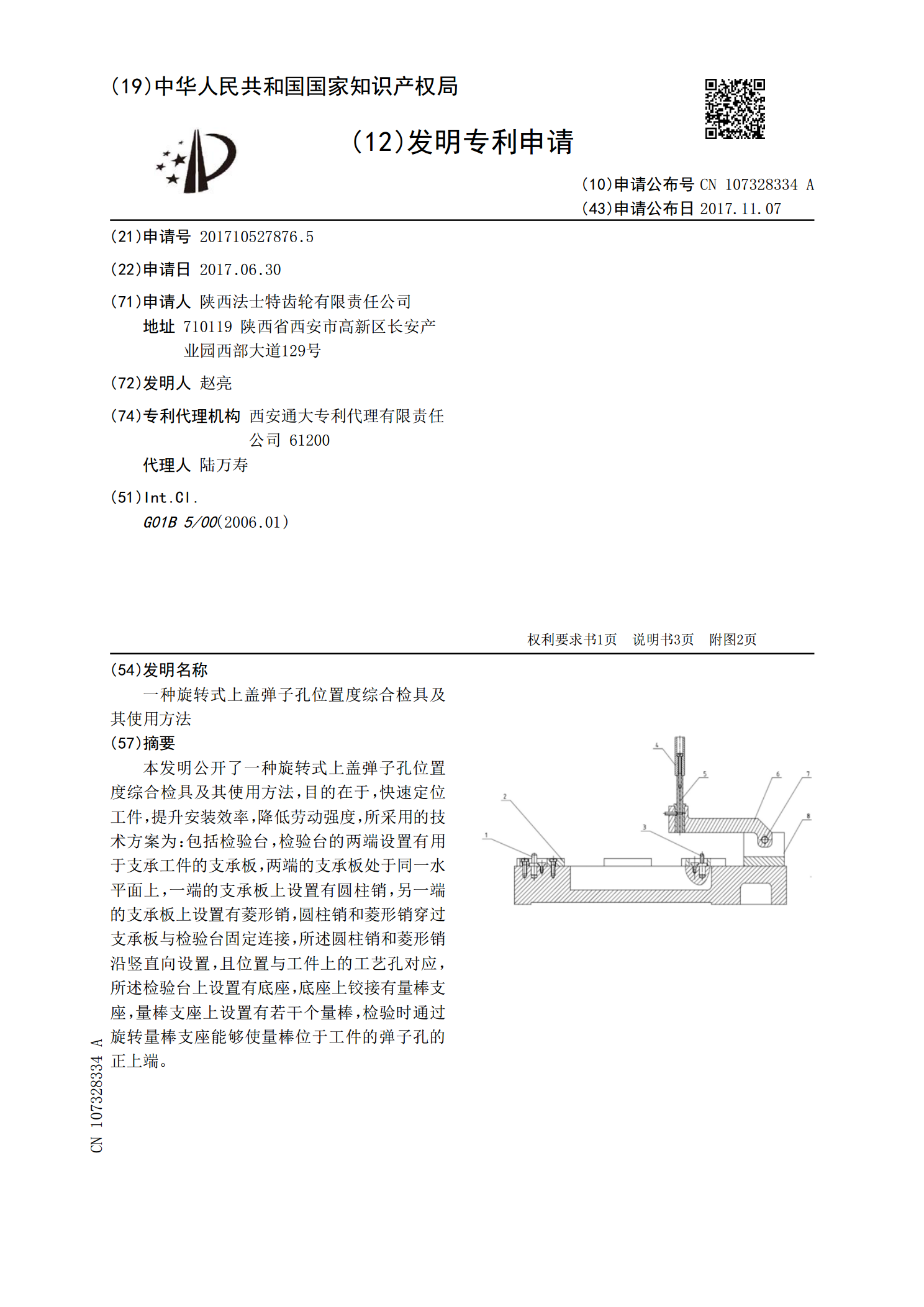
本发明公开了一种旋转式上盖弹子孔位置度综合检具及其使用方法,目的在于,快速定位工件,提升安装效率,降低劳动强度,所采用的技术方案为:包括检验台,检验台的两端设置有用于支承工件的支承板,两端的支承板处于同一水平面上,一端的支承板上设置有圆柱销,另一端的支承板上设置有菱形销,圆柱销和菱形销穿过支承板与检验台固定连接,所述圆柱销和菱形销沿竖直向设置,且位置与工件上的工艺孔对应,所述检验台上设置有底座,底座上铰接有量棒支座,量棒支座上设置有若干个量棒,检验时通过旋转量棒支座能够使量棒位于工件的弹子孔的正上端。
一种旋转式上盖盘毂十一孔位置度检具.pdf
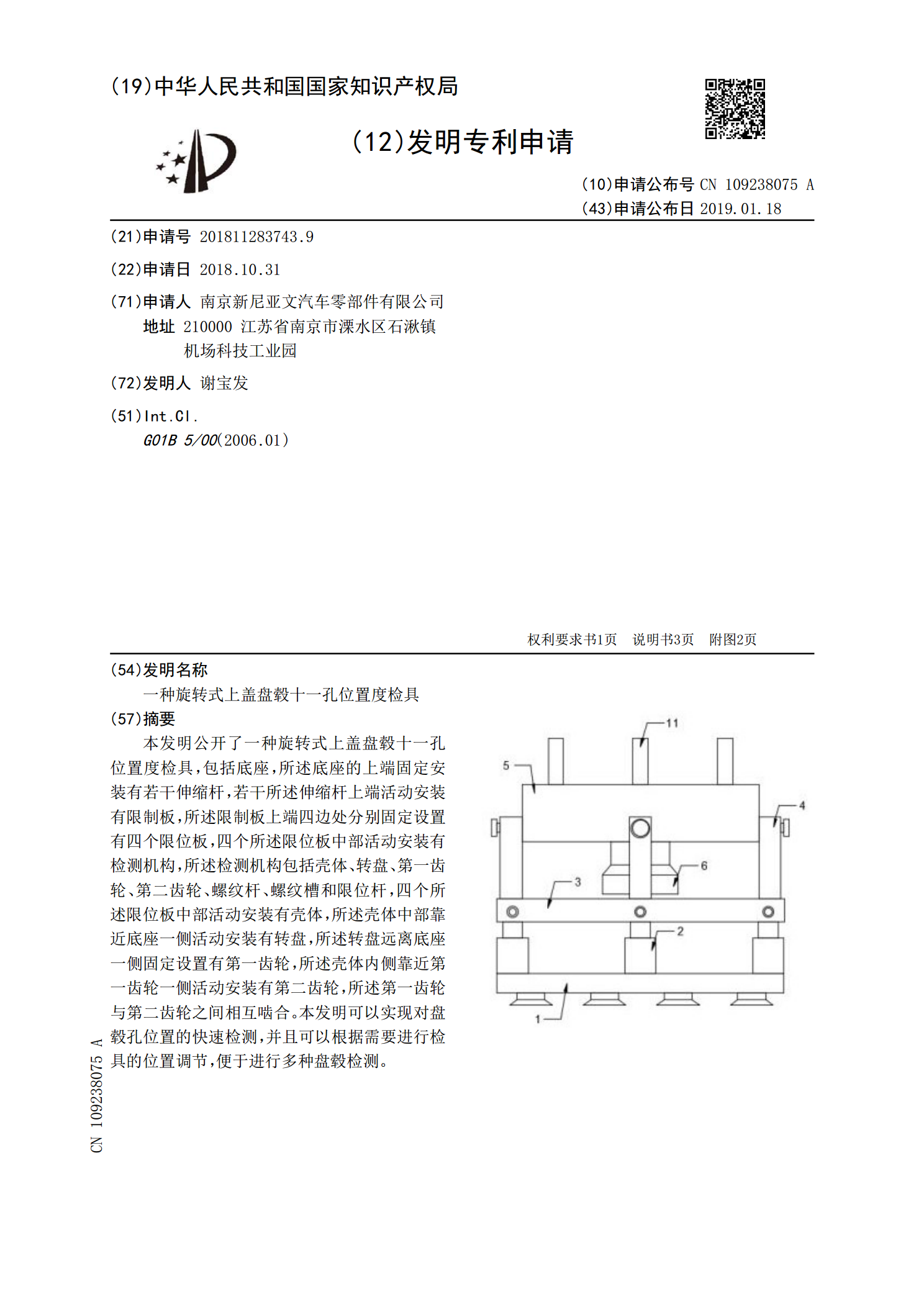
本发明公开了一种旋转式上盖盘毂十一孔位置度检具,包括底座,所述底座的上端固定安装有若干伸缩杆,若干所述伸缩杆上端活动安装有限制板,所述限制板上端四边处分别固定设置有四个限位板,四个所述限位板中部活动安装有检测机构,所述检测机构包括壳体、转盘、第一齿轮、第二齿轮、螺纹杆、螺纹槽和限位杆,四个所述限位板中部活动安装有壳体,所述壳体中部靠近底座一侧活动安装有转盘,所述转盘远离底座一侧固定设置有第一齿轮,所述壳体内侧靠近第一齿轮一侧活动安装有第二齿轮,所述第一齿轮与第二齿轮之间相互啮合。本发明可以实现对盘毂孔位置
一种孔位置度辅助检具.pdf
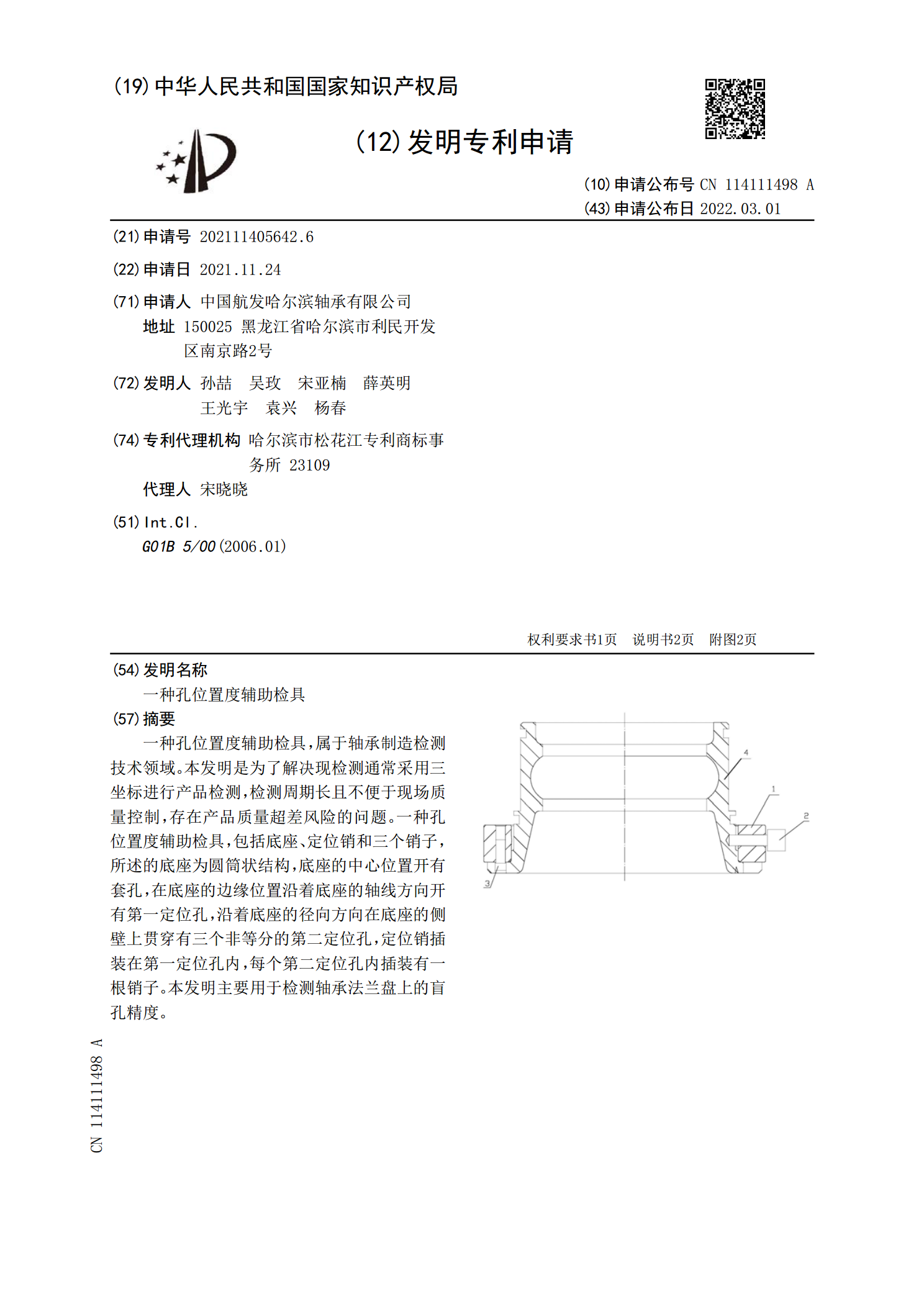
一种孔位置度辅助检具,属于轴承制造检测技术领域。本发明是为了解决现检测通常采用三坐标进行产品检测,检测周期长且不便于现场质量控制,存在产品质量超差风险的问题。一种孔位置度辅助检具,包括底座、定位销和三个销子,所述的底座为圆筒状结构,底座的中心位置开有套孔,在底座的边缘位置沿着底座的轴线方向开有第一定位孔,沿着底座的径向方向在底座的侧壁上贯穿有三个非等分的第二定位孔,定位销插装在第一定位孔内,每个第二定位孔内插装有一根销子。本发明主要用于检测轴承法兰盘上的盲孔精度。

孔位置度综合检具的设计及使用规范.docx
孔位置度综合检具的设计及使用规范【摘要】检验夹具是指零件在加工制造过程中在生产线上专用(尺寸)检测工装(简称检具)检具不但具有定量功能同时具有定性功能(非机械加工零件所使用检具同时具备测量支架功能)检具设计时其测量功能定位原则应满足图纸测量技术要求从而保证加工制造;测量评定基准的一致性。综合检具适用于大批量生产的产品如汽车零部件等用来替代卡规塞规CMM(三坐标测量机)游标卡尺等测量工具操作简单使用方便省时省力精度可靠检验效率高。本文设计的检具主要是指测量各个加工孔位置度的
一种飞轮定位孔位置度检测检具.pdf
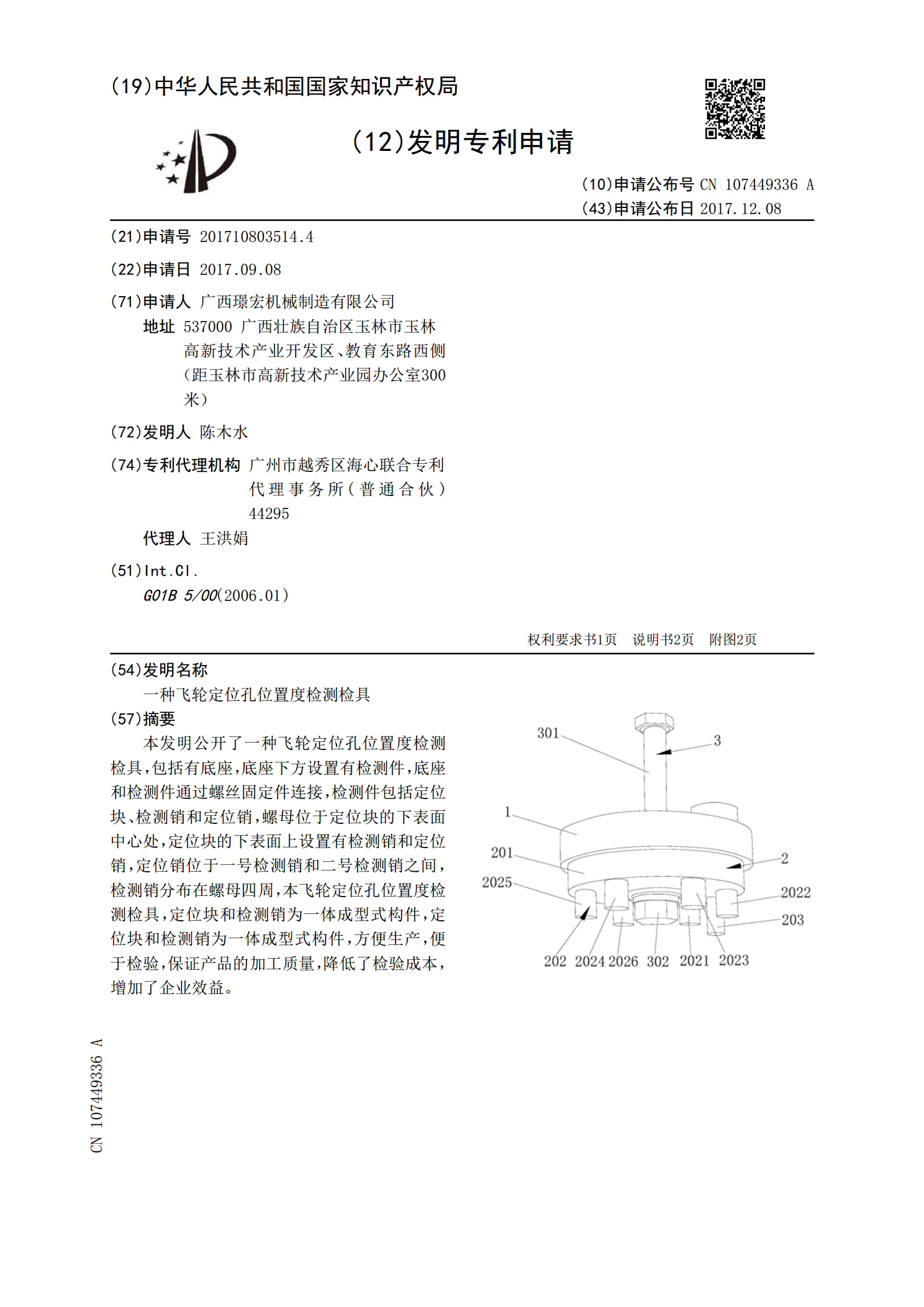
本发明公开了一种飞轮定位孔位置度检测检具,包括有底座,底座下方设置有检测件,底座和检测件通过螺丝固定件连接,检测件包括定位块、检测销和定位销,螺母位于定位块的下表面中心处,定位块的下表面上设置有检测销和定位销,定位销位于一号检测销和二号检测销之间,检测销分布在螺母四周,本飞轮定位孔位置度检测检具,定位块和检测销为一体成型式构件,定位块和检测销为一体成型式构件,方便生产,便于检验,保证产品的加工质量,降低了检验成本,增加了企业效益。