
轮辋与轮辐的焊接装置及其使用方法.pdf

一吃****仪凡

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮辋与轮辐的焊接装置及其使用方法.pdf
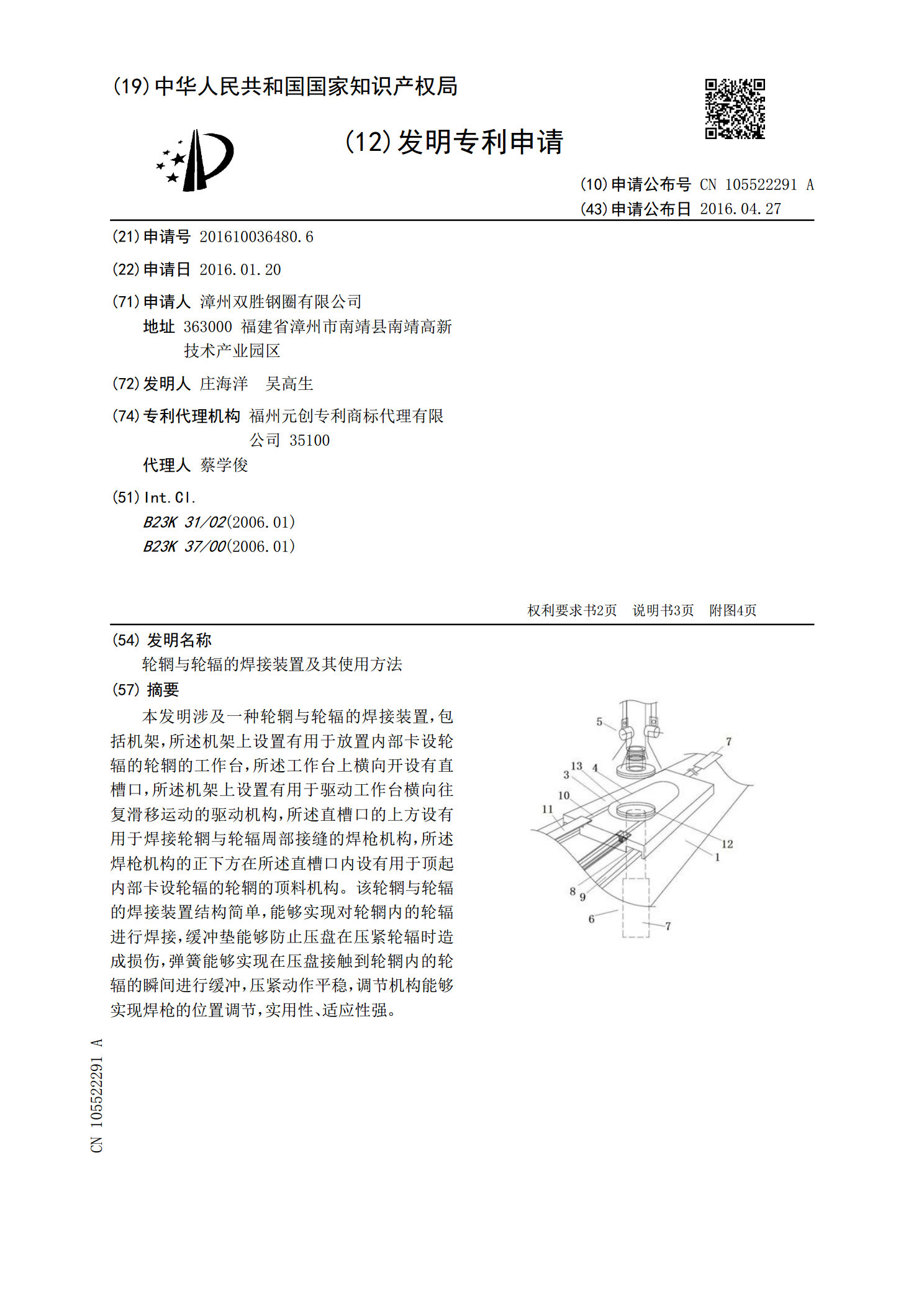
本发明涉及一种轮辋与轮辐的焊接装置,包括机架,所述机架上设置有用于放置内部卡设轮辐的轮辋的工作台,所述工作台上横向开设有直槽口,所述机架上设置有用于驱动工作台横向往复滑移运动的驱动机构,所述直槽口的上方设有用于焊接轮辋与轮辐周部接缝的焊枪机构,所述焊枪机构的正下方在所述直槽口内设有用于顶起内部卡设轮辐的轮辋的顶料机构。该轮辋与轮辐的焊接装置结构简单,能够实现对轮辋内的轮辐进行焊接,缓冲垫能够防止压盘在压紧轮辐时造成损伤,弹簧能够实现在压盘接触到轮辋内的轮辐的瞬间进行缓冲,压紧动作平稳,调节机构能够实现焊枪
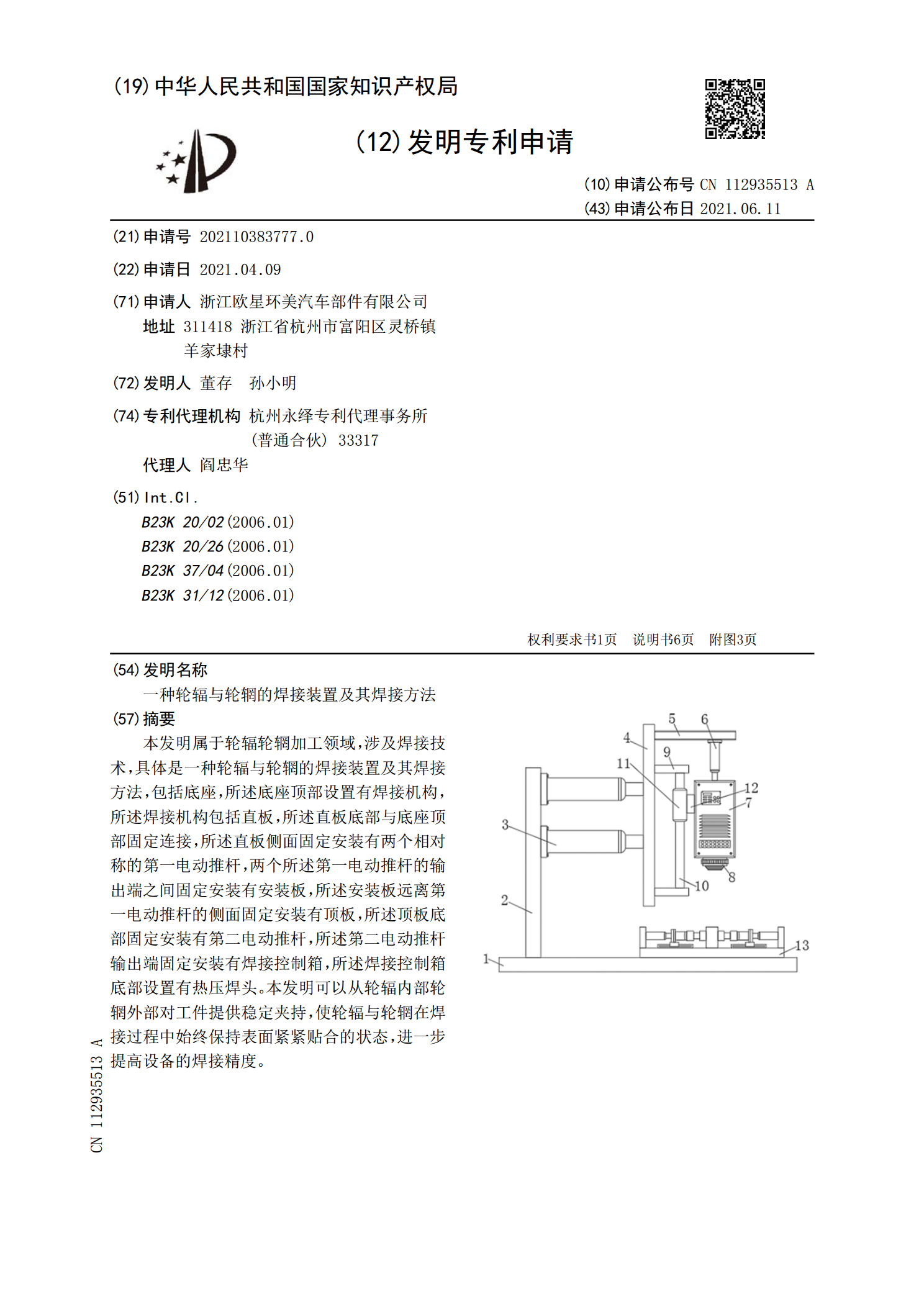
一种轮辐与轮辋的焊接装置及其焊接方法.pdf
本发明属于轮辐轮辋加工领域,涉及焊接技术,具体是一种轮辐与轮辋的焊接装置及其焊接方法,包括底座,所述底座顶部设置有焊接机构,所述焊接机构包括直板,所述直板底部与底座顶部固定连接,所述直板侧面固定安装有两个相对称的第一电动推杆,两个所述第一电动推杆的输出端之间固定安装有安装板,所述安装板远离第一电动推杆的侧面固定安装有顶板,所述顶板底部固定安装有第二电动推杆,所述第二电动推杆输出端固定安装有焊接控制箱,所述焊接控制箱底部设置有热压焊头。本发明可以从轮辐内部轮辋外部对工件提供稳定夹持,使轮辐与轮辋在焊接过程中
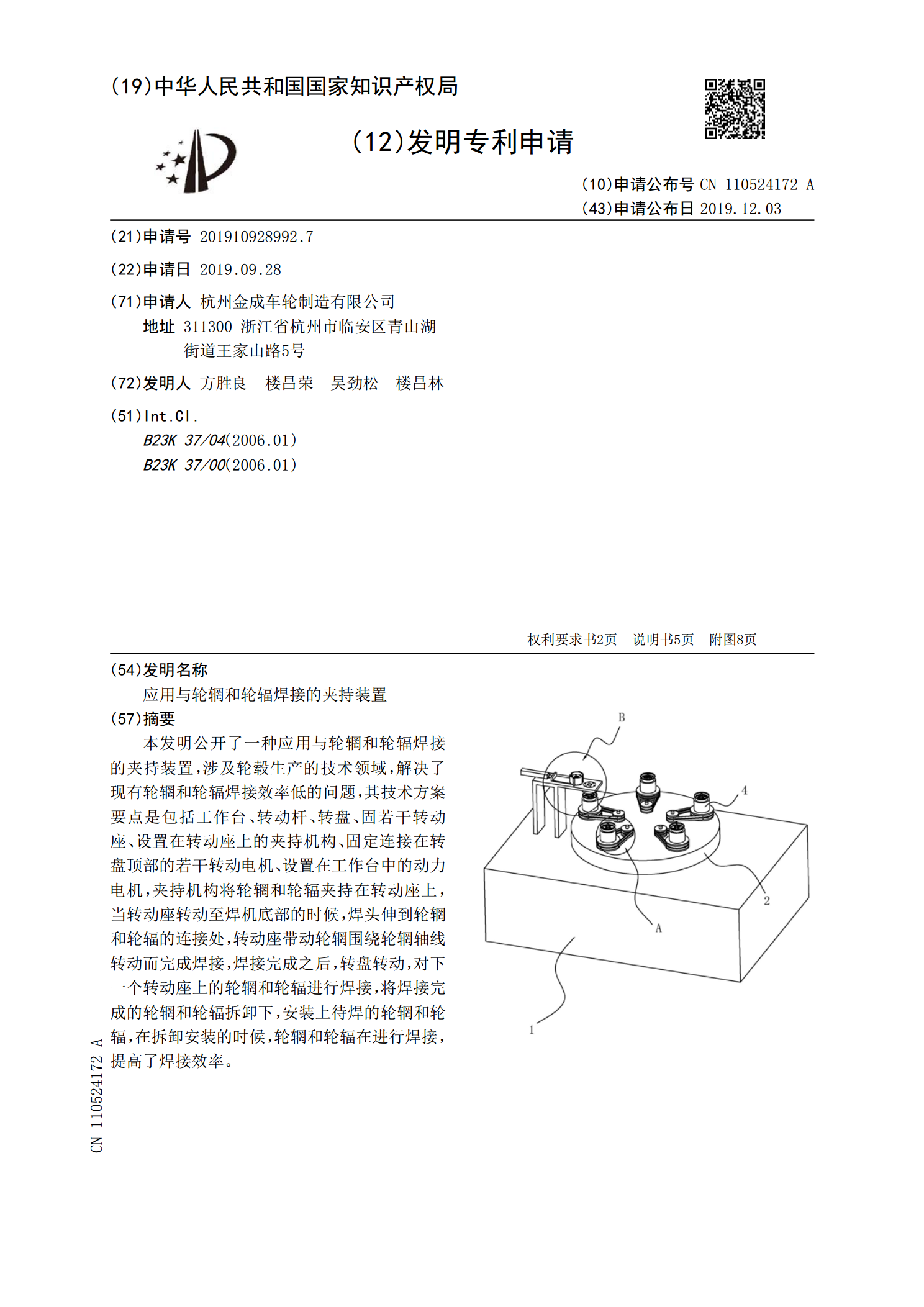
应用与轮辋和轮辐焊接的夹持装置.pdf
本发明公开了一种应用与轮辋和轮辐焊接的夹持装置,涉及轮毂生产的技术领域,解决了现有轮辋和轮辐焊接效率低的问题,其技术方案要点是包括工作台、转动杆、转盘、固若干转动座、设置在转动座上的夹持机构、固定连接在转盘顶部的若干转动电机、设置在工作台中的动力电机,夹持机构将轮辋和轮辐夹持在转动座上,当转动座转动至焊机底部的时候,焊头伸到轮辋和轮辐的连接处,转动座带动轮辋围绕轮辋轴线转动而完成焊接,焊接完成之后,转盘转动,对下一个转动座上的轮辋和轮辐进行焊接,将焊接完成的轮辋和轮辐拆卸下,安装上待焊的轮辋和轮辐,在拆卸
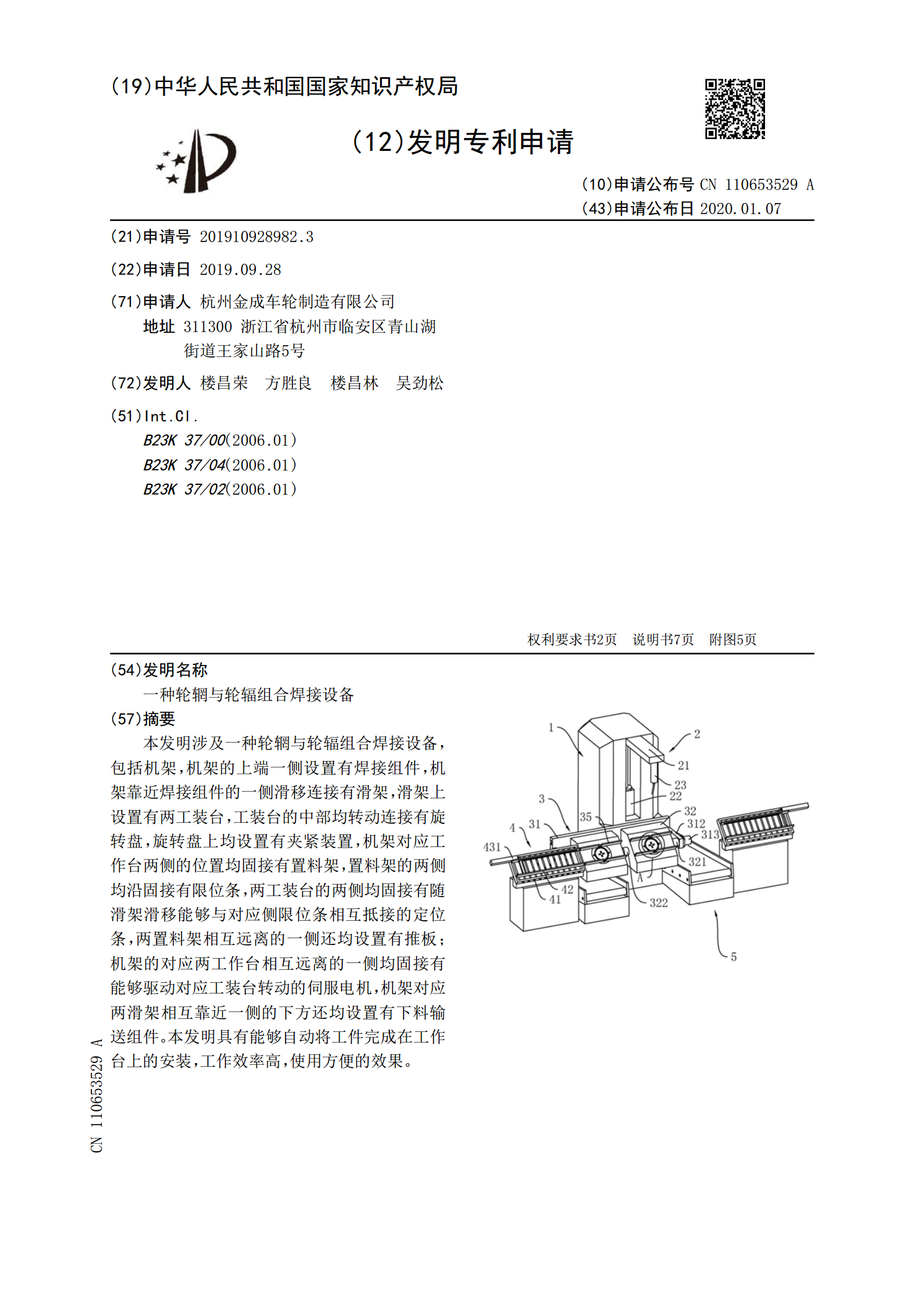
一种轮辋与轮辐组合焊接设备.pdf
本发明涉及一种轮辋与轮辐组合焊接设备,包括机架,机架的上端一侧设置有焊接组件,机架靠近焊接组件的一侧滑移连接有滑架,滑架上设置有两工装台,工装台的中部均转动连接有旋转盘,旋转盘上均设置有夹紧装置,机架对应工作台两侧的位置均固接有置料架,置料架的两侧均沿固接有限位条,两工装台的两侧均固接有随滑架滑移能够与对应侧限位条相互抵接的定位条,两置料架相互远离的一侧还均设置有推板;机架的对应两工作台相互远离的一侧均固接有能够驱动对应工装台转动的伺服电机,机架对应两滑架相互靠近一侧的下方还均设置有下料输送组件。本发明具
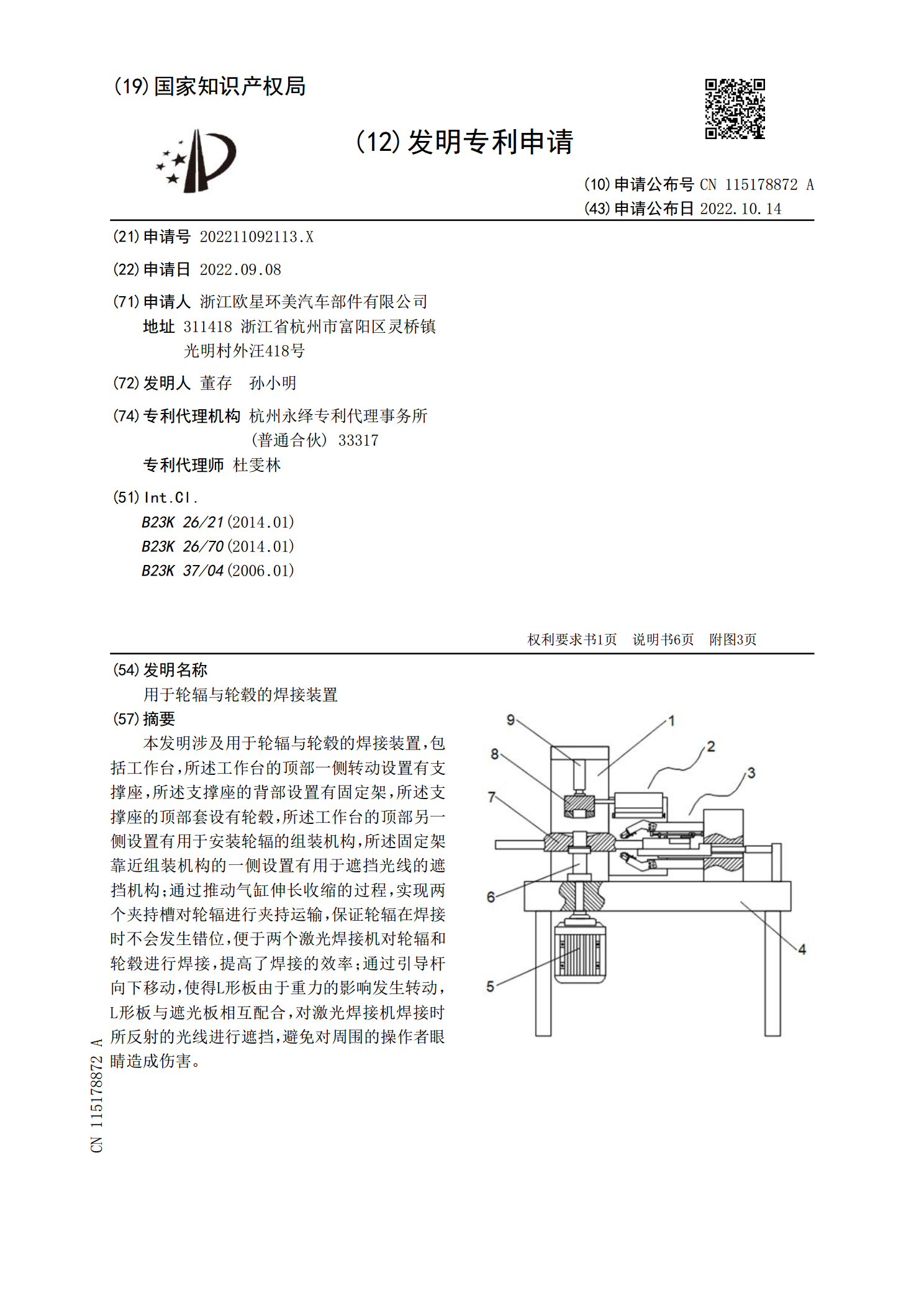
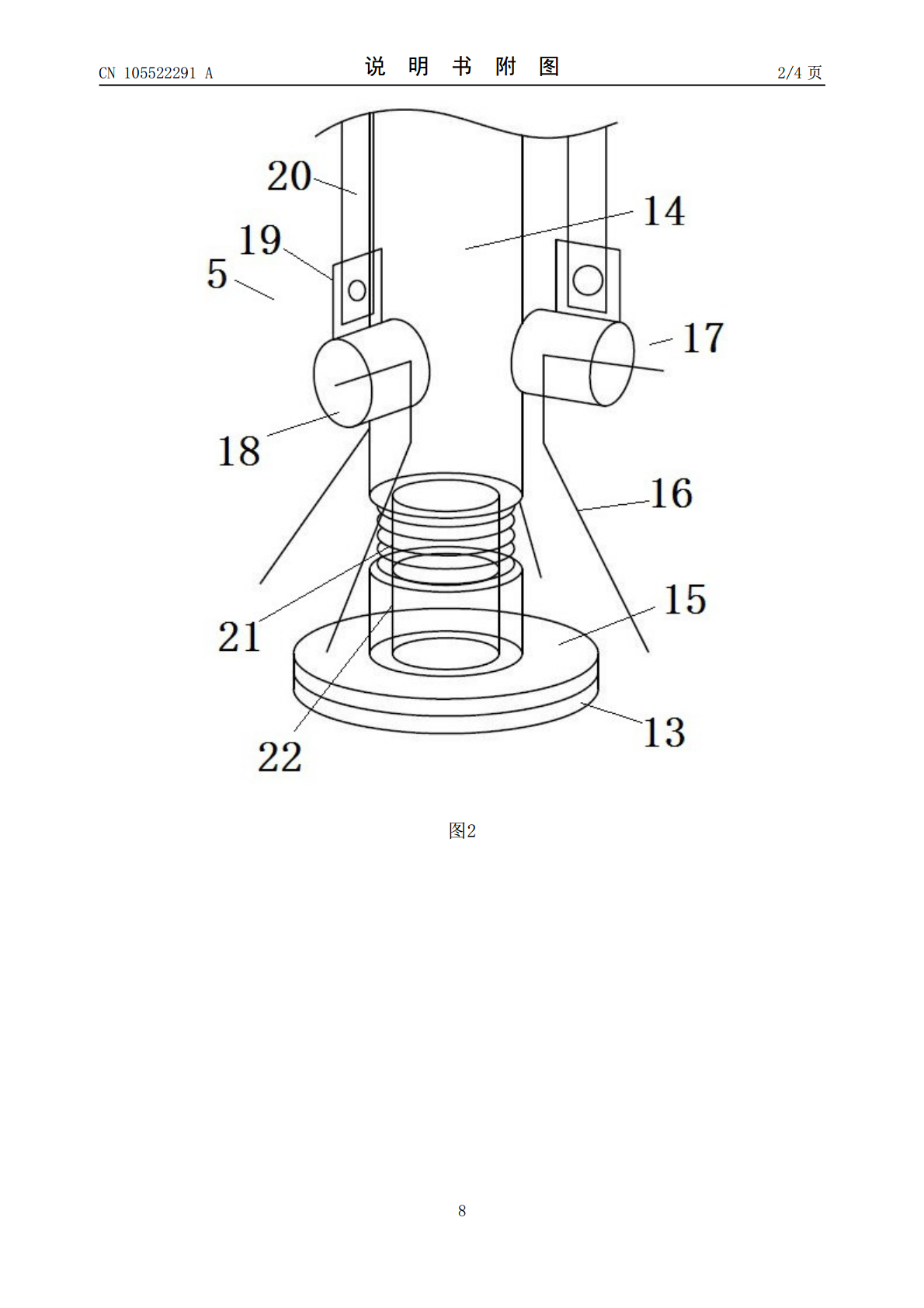
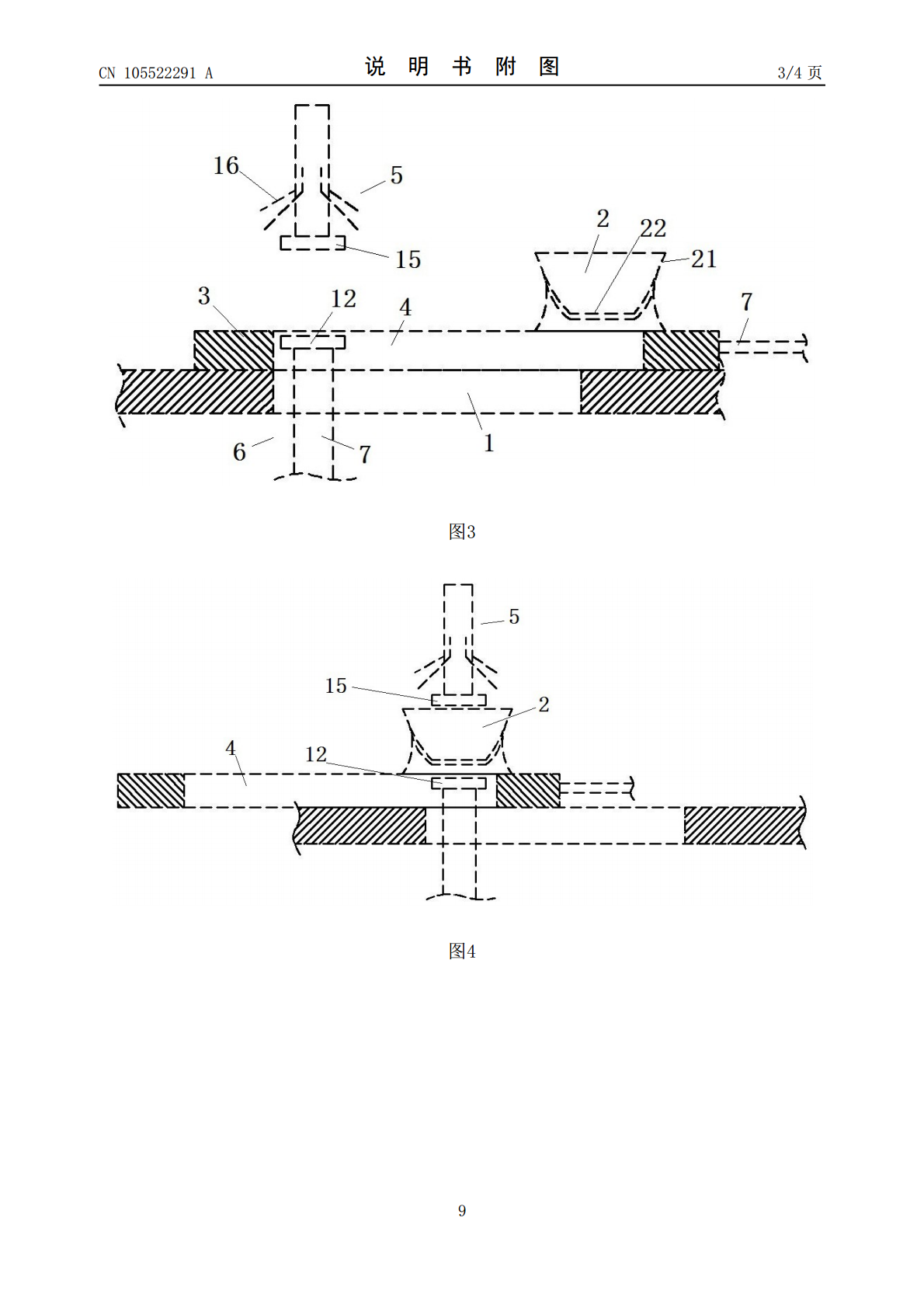
用于轮辐与轮毂的焊接装置.pdf
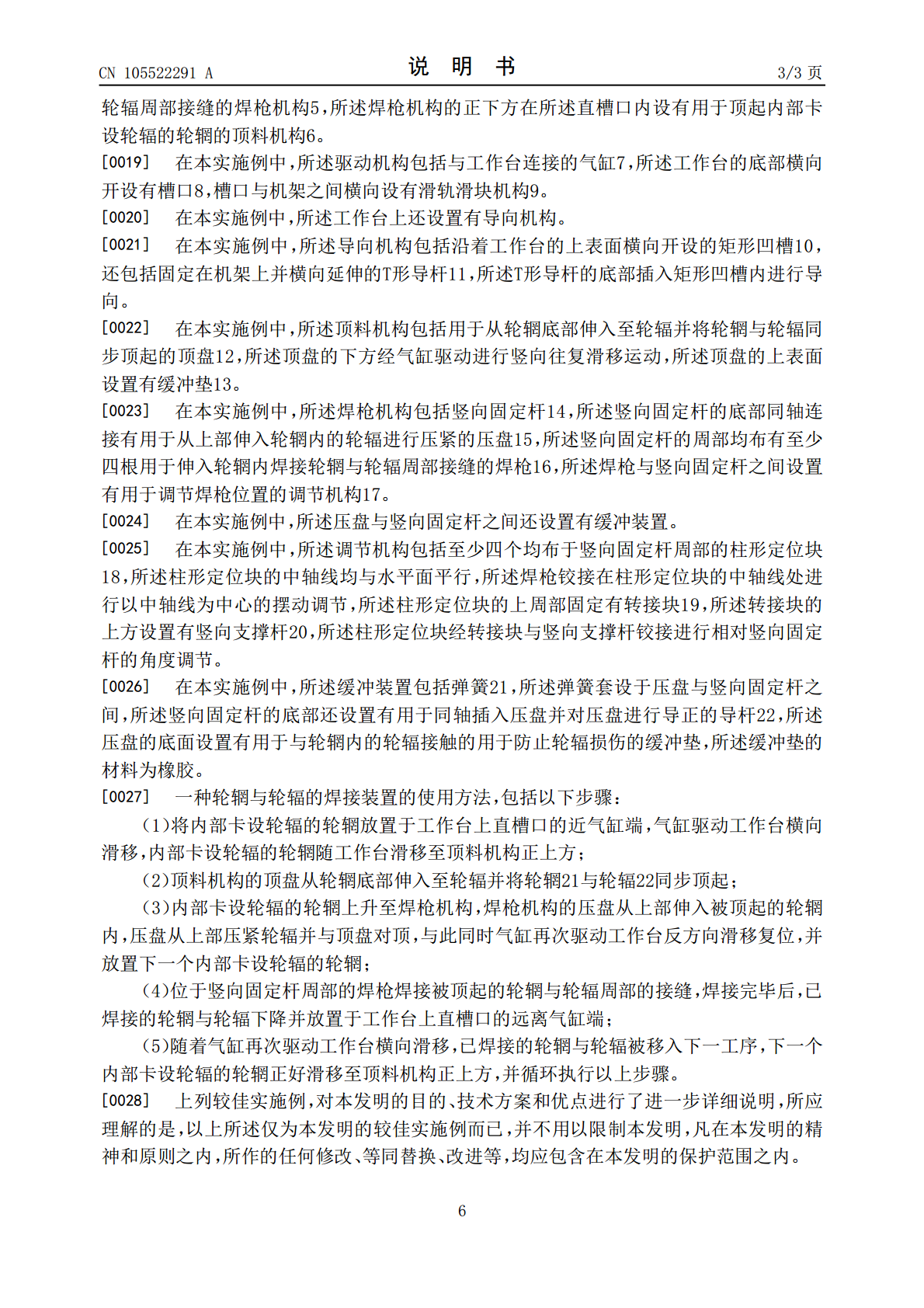
本发明涉及用于轮辐与轮毂的焊接装置,包括工作台,所述工作台的顶部一侧转动设置有支撑座,所述支撑座的背部设置有固定架,所述支撑座的顶部套设有轮毂,所述工作台的顶部另一侧设置有用于安装轮辐的组装机构,所述固定架靠近组装机构的一侧设置有用于遮挡光线的遮挡机构;通过推动气缸伸长收缩的过程,实现两个夹持槽对轮辐进行夹持运输,保证轮辐在焊接时不会发生错位,便于两个激光焊接机对轮辐和轮毂进行焊接,提高了焊接的效率;通过引导杆向下移动,使得L形板由于重力的影响发生转动,L形板与遮光板相互配合,对激光焊接机焊接时所反射的光