
一种涨紧轮轴承内圈钻孔加工方法.pdf

是你****辉呀


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涨紧轮轴承内圈钻孔加工方法.pdf
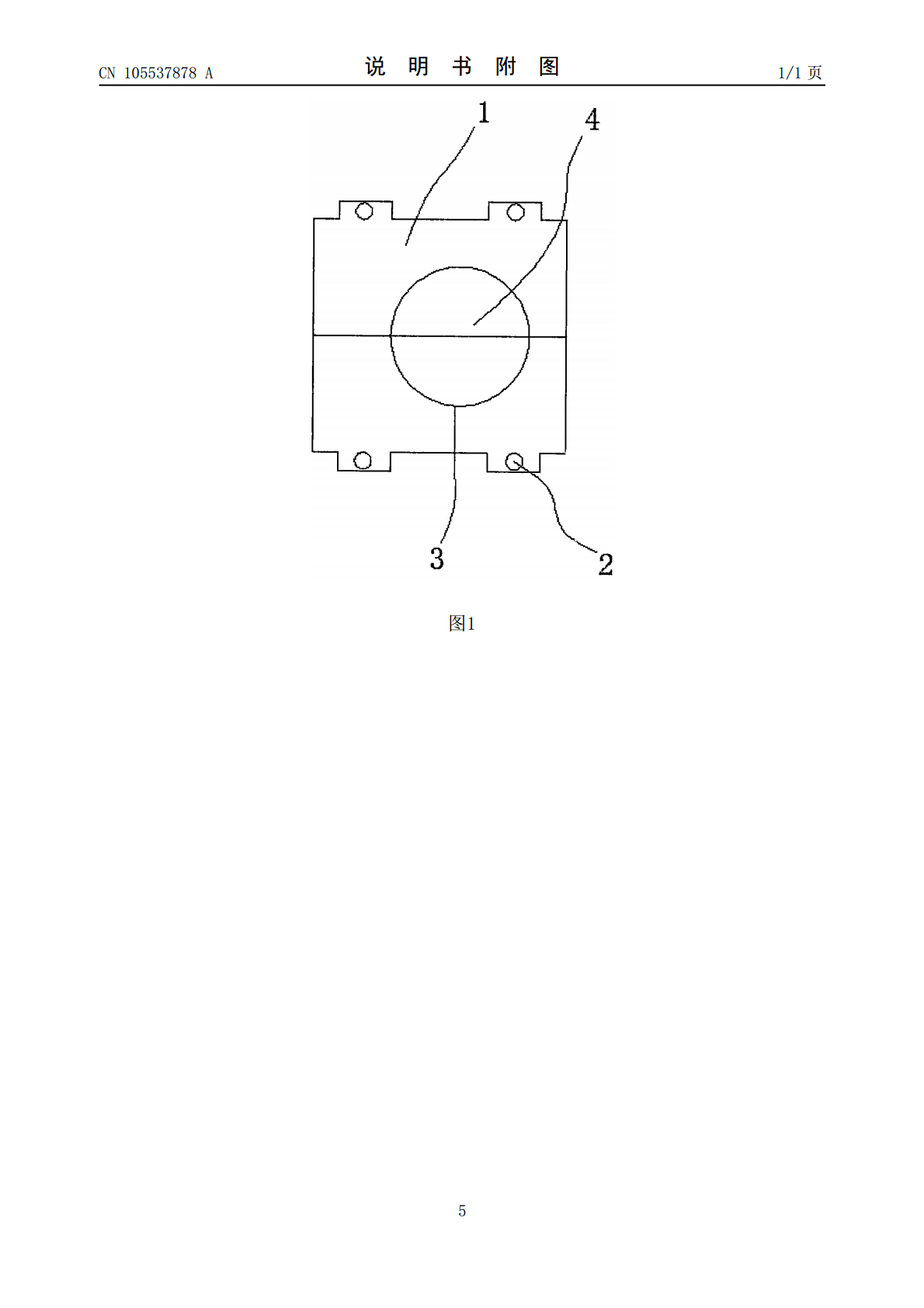
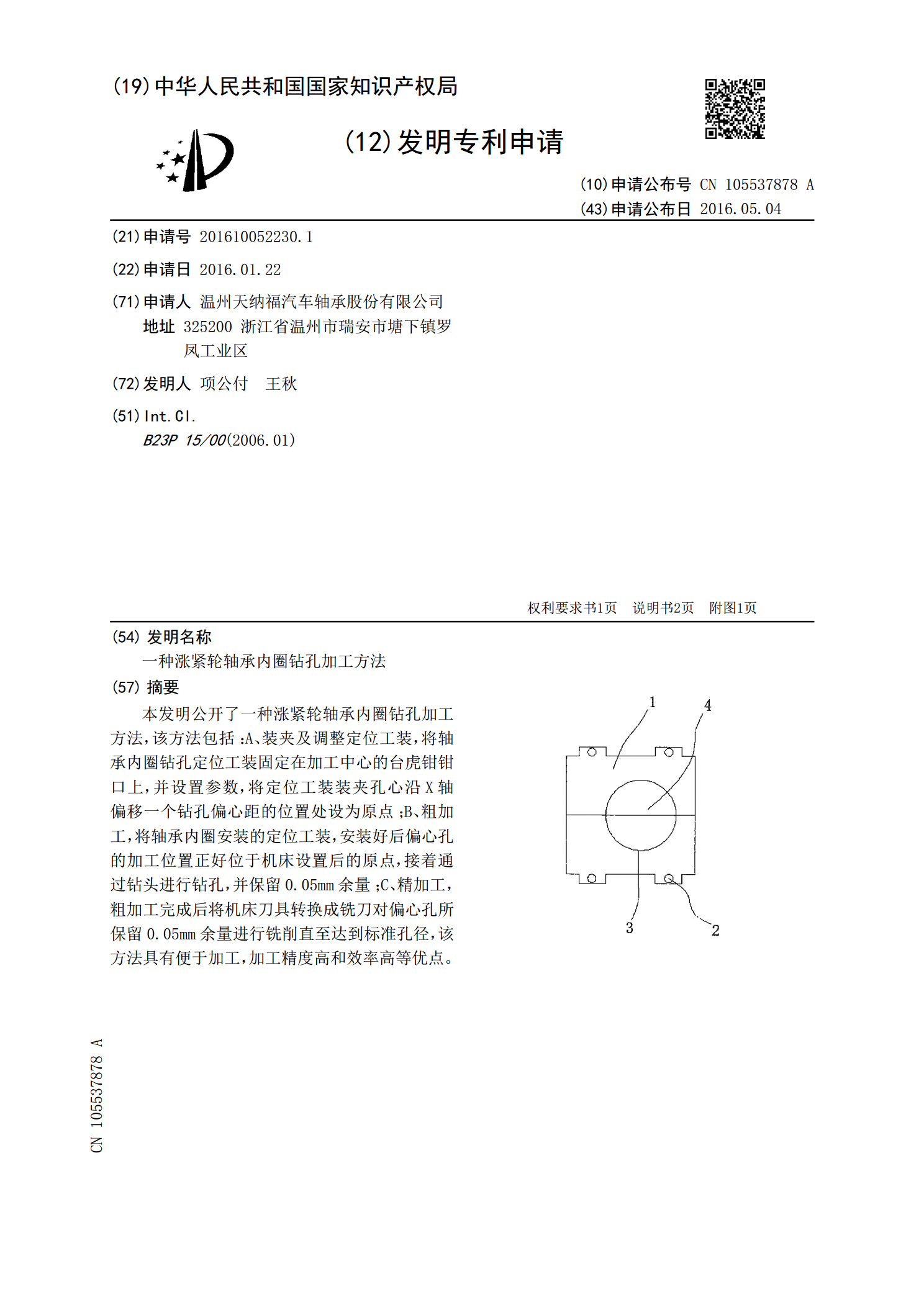
本发明公开了一种涨紧轮轴承内圈钻孔加工方法,该方法包括:A、装夹及调整定位工装,将轴承内圈钻孔定位工装固定在加工中心的台虎钳钳口上,并设置参数,将定位工装装夹孔心沿X轴偏移一个钻孔偏心距的位置处设为原点;B、粗加工,将轴承内圈安装的定位工装,安装好后偏心孔的加工位置正好位于机床设置后的原点,接着通过钻头进行钻孔,并保留0.05mm余量;C、精加工,粗加工完成后将机床刀具转换成铣刀对偏心孔所保留0.05mm余量进行铣削直至达到标准孔径,该方法具有便于加工,加工精度高和效率高等优点。

张紧轮轴承内圈钻孔工艺的改进.docx
张紧轮轴承内圈钻孔工艺的改进张紧轮轴承内圈钻孔工艺的改进摘要:随着现代机械制造业的发展,轴承作为机械传动件的核心部件,其性能和质量对机械装置的运行稳定性和寿命有着重要影响。其中,张紧轮轴承作为一种广泛应用于工业和交通运输领域的重要轴承类型,在其加工过程中,内圈钻孔作为一个关键工序。本论文旨在通过对现有张紧轮轴承内圈钻孔工艺的研究和改进,提高其加工质量和效率。1.引言轴承是机械装置中重要的传动件,承受着转速、载荷和工作环境等多种因素的影响。张紧轮轴承作为一种常见的轴承类型,在工业和交通运输领域中被广泛应用。
一种焊接式涨紧轮加工方法.pdf
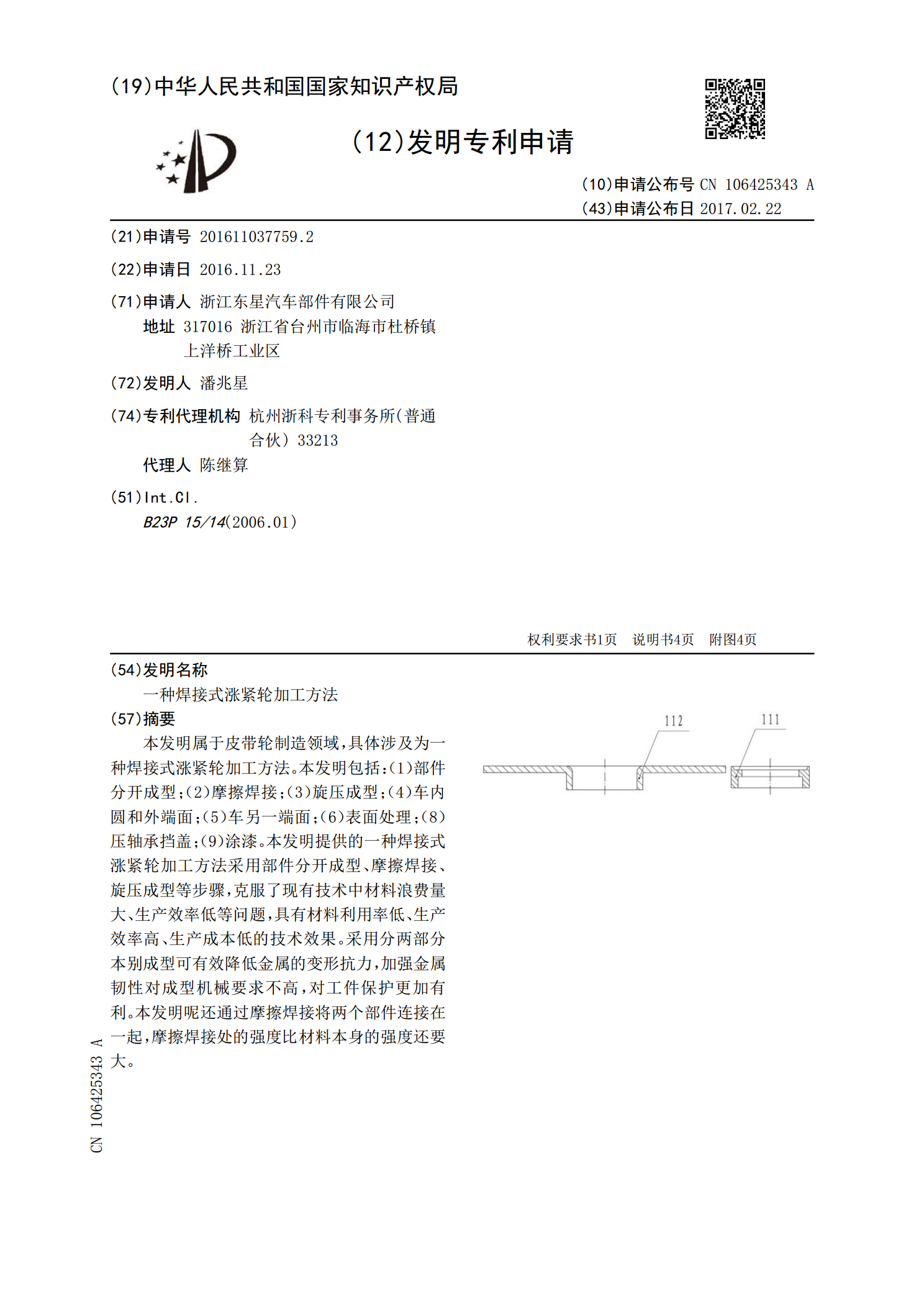
本发明属于皮带轮制造领域,具体涉及为一种焊接式涨紧轮加工方法。本发明包括:(1)部件分开成型;(2)摩擦焊接;(3)旋压成型;(4)车内圆和外端面;(5)车另一端面;(6)表面处理;(8)压轴承挡盖;(9)涂漆。本发明提供的一种焊接式涨紧轮加工方法采用部件分开成型、摩擦焊接、旋压成型等步骤,克服了现有技术中材料浪费量大、生产效率低等问题,具有材料利用率低、生产效率高、生产成本低的技术效果。采用分两部分本别成型可有效降低金属的变形抗力,加强金属韧性对成型机械要求不高,对工件保护更加有利。本发明呢还通过摩擦焊
一种涨紧式轴承座定位钻孔装置.pdf
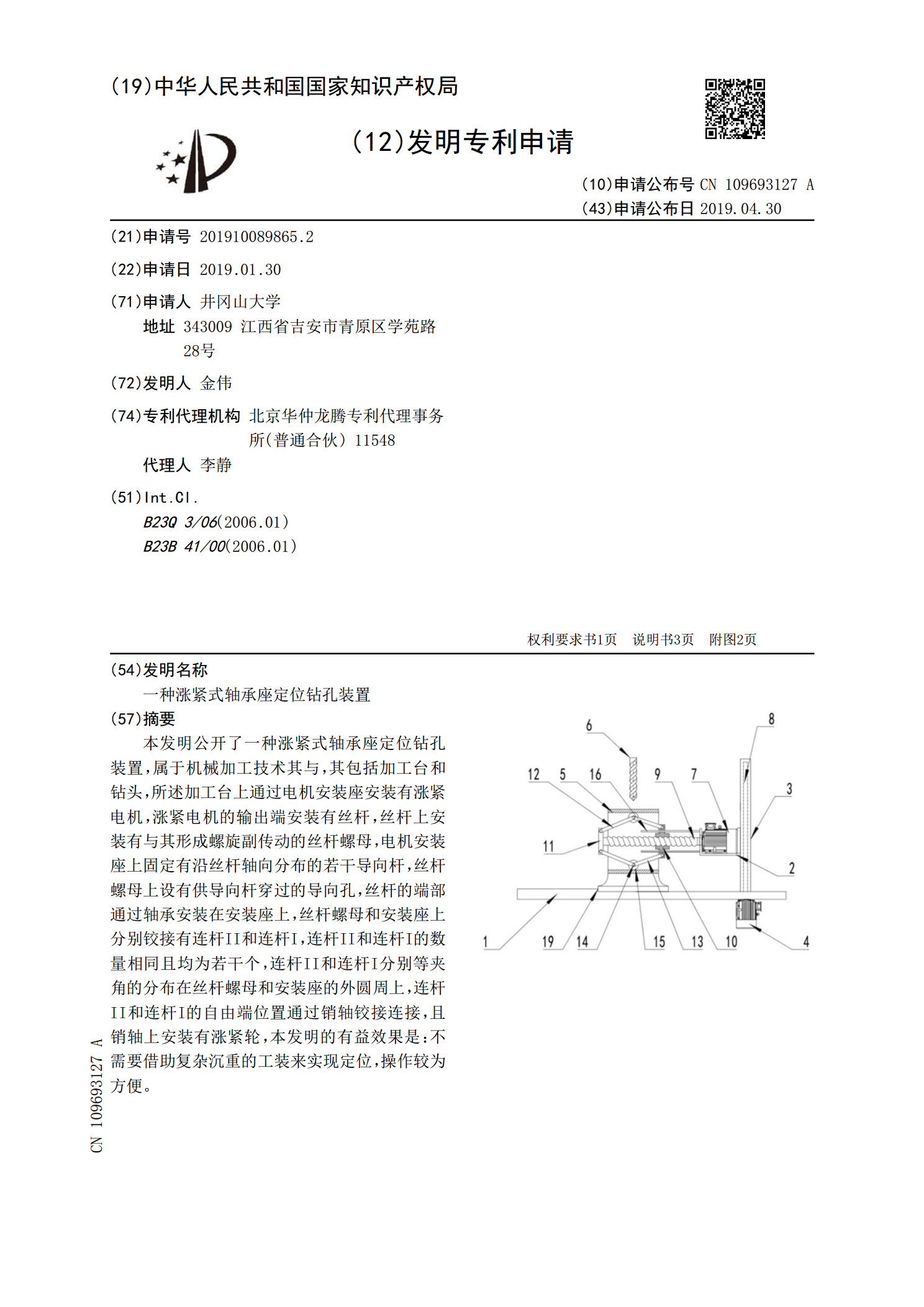
本发明公开了一种涨紧式轴承座定位钻孔装置,属于机械加工技术其与,其包括加工台和钻头,所述加工台上通过电机安装座安装有涨紧电机,涨紧电机的输出端安装有丝杆,丝杆上安装有与其形成螺旋副传动的丝杆螺母,电机安装座上固定有沿丝杆轴向分布的若干导向杆,丝杆螺母上设有供导向杆穿过的导向孔,丝杆的端部通过轴承安装在安装座上,丝杆螺母和安装座上分别铰接有连杆II和连杆I,连杆II和连杆I的数量相同且均为若干个,连杆II和连杆I分别等夹角的分布在丝杆螺母和安装座的外圆周上,连杆II和连杆I的自由端位置通过销轴铰接连接,且销
一种高精密汽车用涨紧轮减震轴承.pdf
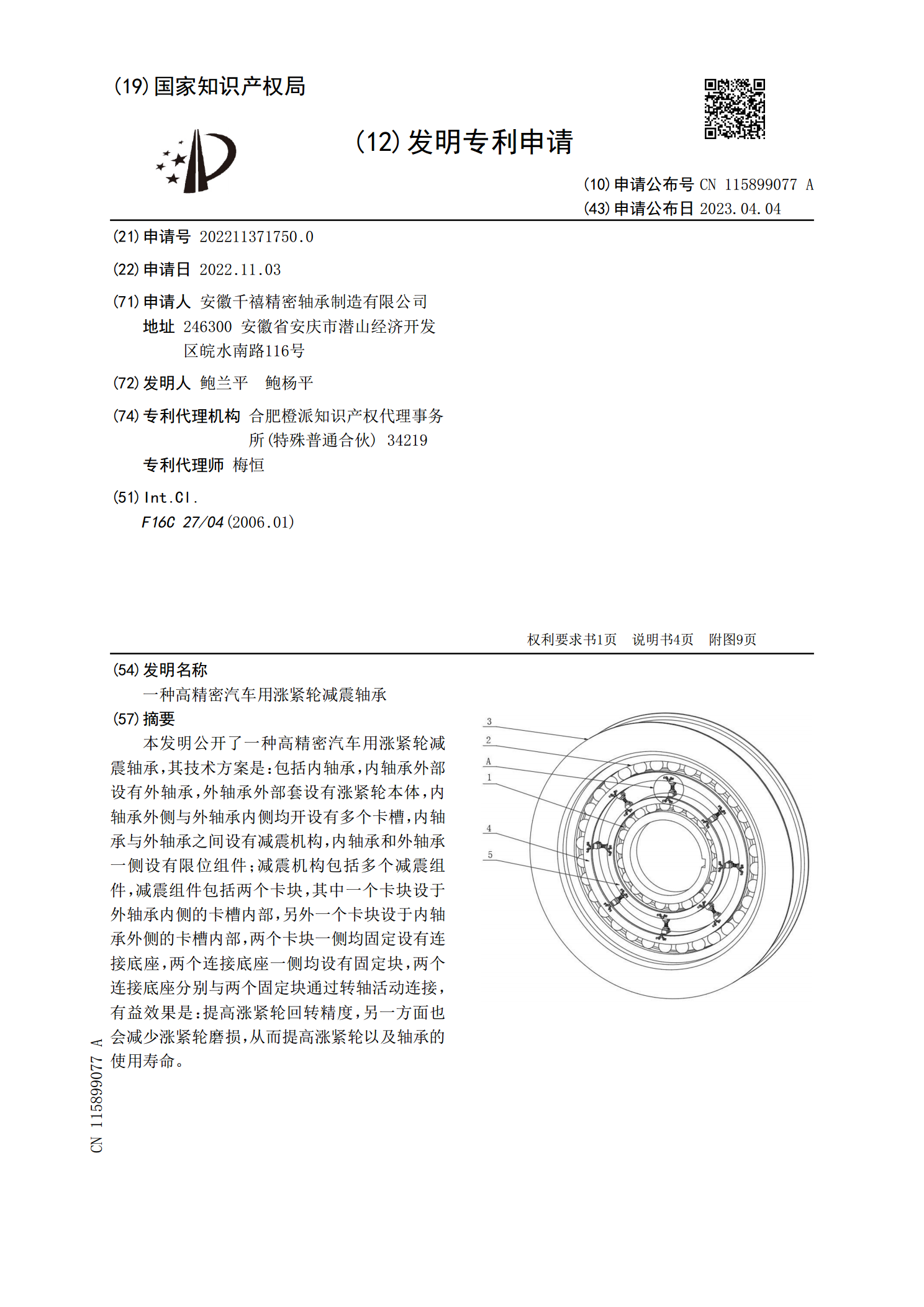
本发明公开了一种高精密汽车用涨紧轮减震轴承,其技术方案是:包括内轴承,内轴承外部设有外轴承,外轴承外部套设有涨紧轮本体,内轴承外侧与外轴承内侧均开设有多个卡槽,内轴承与外轴承之间设有减震机构,内轴承和外轴承一侧设有限位组件;减震机构包括多个减震组件,减震组件包括两个卡块,其中一个卡块设于外轴承内侧的卡槽内部,另外一个卡块设于内轴承外侧的卡槽内部,两个卡块一侧均固定设有连接底座,两个连接底座一侧均设有固定块,两个连接底座分别与两个固定块通过转轴活动连接,有益效果是:提高涨紧轮回转精度,另一方面也会减少涨紧轮