
带缺口非整圆齿圈加工方法.pdf

星菱****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

带缺口非整圆齿圈加工方法.pdf
一种带缺口非整圆齿圈加工方法,其特征是它包括以下步骤:首先,在齿圈毛坯上线切割形成通槽;其次,将切割下的部分放入通槽中并点焊固定;第三,在通槽两侧的齿圈毛坯的二个端面上铣沉槽,并在所铣的沉槽中、通槽两侧钻攻连接螺孔,上连接板,用螺栓将连接板与齿圈毛坯固定相连;第四,在连接板上钻铰定位销孔并在定位销孔中插入紧配合的销子;第五,将插入通槽中的切割块从通槽中去掉;第六,将第五步完成的齿圈毛坯进行低温回火处理以去除因前述机械加工产生的内应力;第七,按整圆齿圈加工完成除缺口外其余部分的外齿圈加工;最后,按要求加工缺

非圆齿轮插齿加工方法.pdf
一种非圆齿轮插齿加工方法,根据非圆齿轮的参数(节曲线,模数,中心距)以及加工参数,综合考虑切削量、退刀、定位基准等计算出非圆齿轮数控插齿机各轴的运动轨迹,生成加工代码,可以在普通的数控插齿机上加工出非圆齿轮,具有加工效率高,加工精度好,综合成本低等特点。

非圆齿轮加工法研究及斜齿非圆齿轮滚齿加工过程仿真.docx
非圆齿轮加工法研究及斜齿非圆齿轮滚齿加工过程仿真【摘要】相比于传统的圆齿轮,在非圆齿轮传动中能够提供更好的性能和效率。因此,非圆齿轮的加工技术也越来越受到关注。本文介绍了当前非圆齿轮加工的研究现状,重点探讨了斜齿非圆齿轮滚齿加工过程的仿真实验。实验结果表明,斜齿非圆齿轮的滚齿加工相对于传统的铣削和切割加工有着更高的加工精度和效率,具有更广阔的应用前景。【关键词】非圆齿轮;斜齿;滚齿加工;仿真实验;加工精度一、引言随着机械行业的不断发展,传动系统和控制系统要求更高的精度和可靠性。而当下的传动系统使用最为广泛

齿圈齿坯加工方法.pdf
本发明公开一种齿圈齿坯加工方法,具有如下步骤:①准备原材料:准备细条状圆钢;②圈圆:将细条状圆钢冷圈成弹簧状;③分割:将冷圈成弹簧状的钢料沿中心轴线方向分割后分离成圆环;④焊接:对切割后形成的圆环的缺口处进行焊接,形成整体圆环;⑤加热:将焊接后的圆环加热至1000~100℃;⑥辊轧:快速将加热后圆环进行辊轧后形成齿圈齿坯。本发明的齿圈齿坯加工方法,加工工艺更简单,加工时间短,工作效率高,减少原料损耗,减少环境噪声污染,达到节能减排的目的。
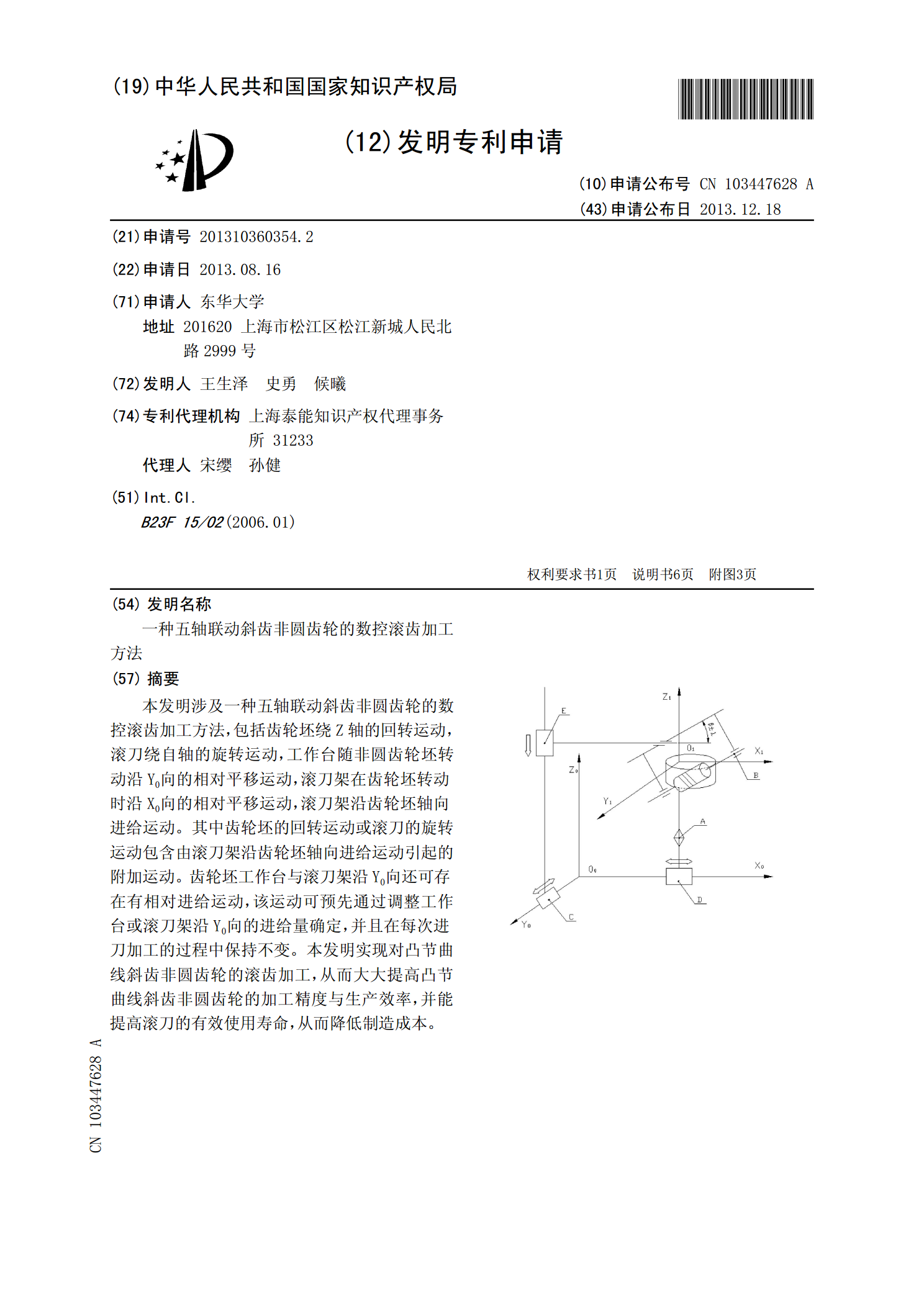
一种五轴联动斜齿非圆齿轮的数控滚齿加工方法.pdf
本发明涉及一种五轴联动斜齿非圆齿轮的数控滚齿加工方法,包括齿轮坯绕Z轴的回转运动,滚刀绕自轴的旋转运动,工作台随非圆齿轮坯转动沿Y0向的相对平移运动,滚刀架在齿轮坯转动时沿X0向的相对平移运动,滚刀架沿齿轮坯轴向进给运动。其中齿轮坯的回转运动或滚刀的旋转运动包含由滚刀架沿齿轮坯轴向进给运动引起的附加运动。齿轮坯工作台与滚刀架沿Y0向还可存在有相对进给运动,该运动可预先通过调整工作台或滚刀架沿Y0向的进给量确定,并且在每次进刀加工的过程中保持不变。本发明实现对凸节曲线斜齿非圆齿轮的滚齿加工,从而大大提高凸节