
齿轮以及齿轮的制造方法.pdf

是你****盟主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮以及齿轮的制造方法.pdf
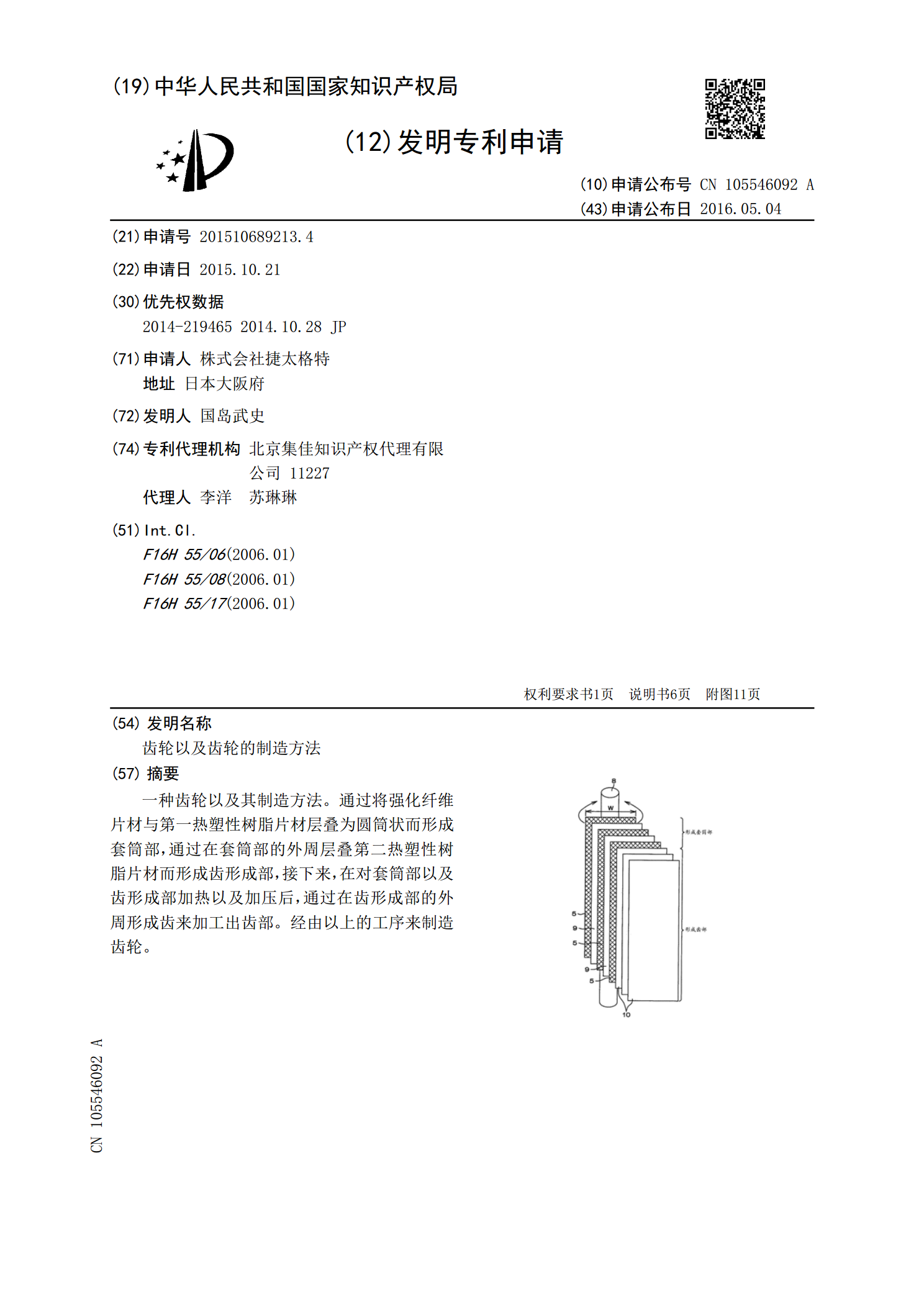
一种齿轮以及其制造方法。通过将强化纤维片材与第一热塑性树脂片材层叠为圆筒状而形成套筒部,通过在套筒部的外周层叠第二热塑性树脂片材而形成齿形成部,接下来,在对套筒部以及齿形成部加热以及加压后,通过在齿形成部的外周形成齿来加工出齿部。经由以上的工序来制造齿轮。
柔性齿轮的制造方法、柔性齿轮单元的制造方法以及齿轮.pdf
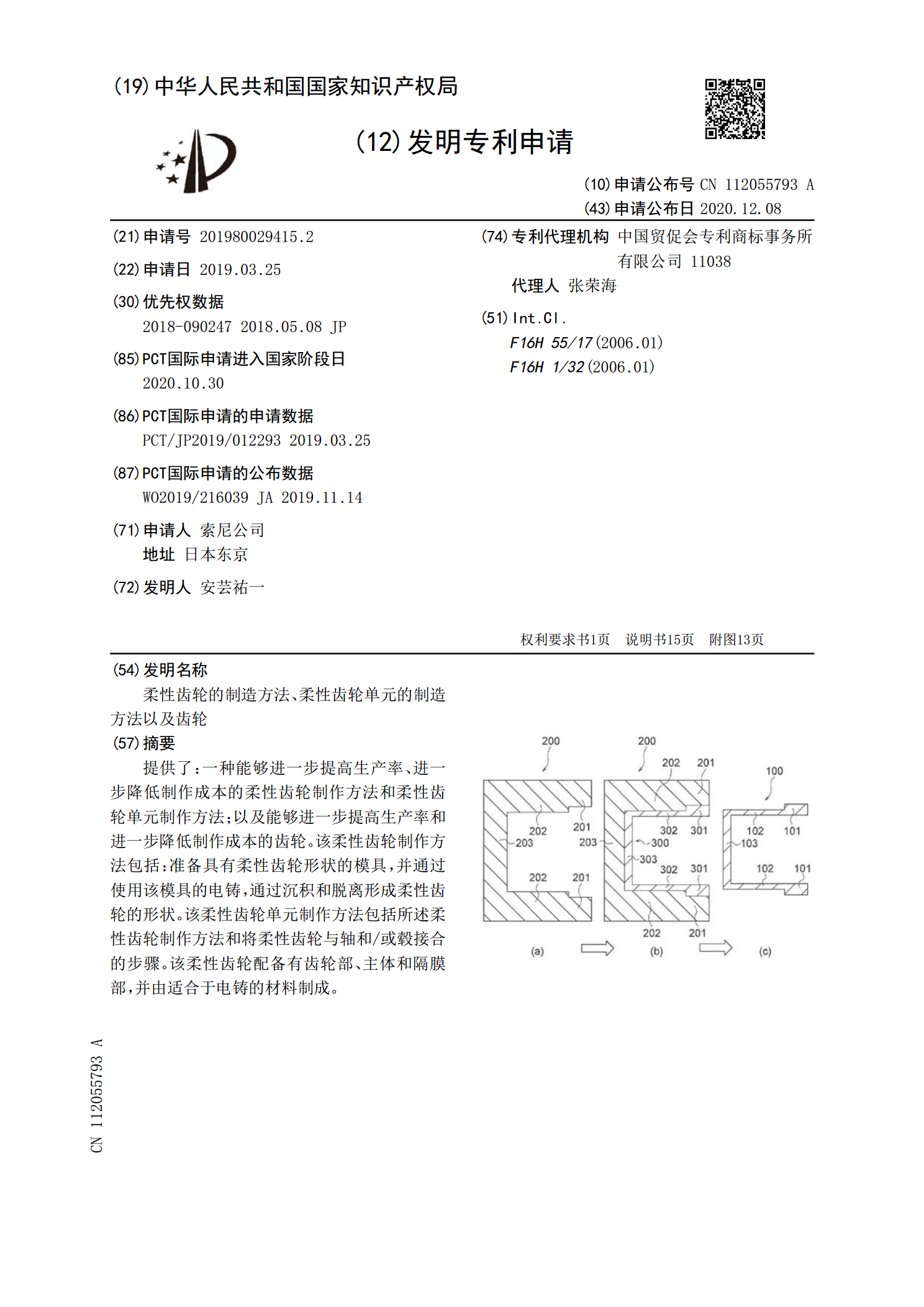
提供了:一种能够进一步提高生产率、进一步降低制作成本的柔性齿轮制作方法和柔性齿轮单元制作方法;以及能够进一步提高生产率和进一步降低制作成本的齿轮。该柔性齿轮制作方法包括:准备具有柔性齿轮形状的模具,并通过使用该模具的电铸,通过沉积和脱离形成柔性齿轮的形状。该柔性齿轮单元制作方法包括所述柔性齿轮制作方法和将柔性齿轮与轴和/或毂接合的步骤。该柔性齿轮配备有齿轮部、主体和隔膜部,并由适合于电铸的材料制成。

复合齿轮以及制造这种齿轮的方法.pdf
一种齿轮,所述齿轮包括由第一材料形成的内部部分;由第二材料形成的外部部分,所述第二材料熔化和固化到所述内部部分上;以及多个齿,所述齿在所述第二材料已经固化之后形成在所述外部部分中。
齿轮的制造方法以及制造装置.pdf
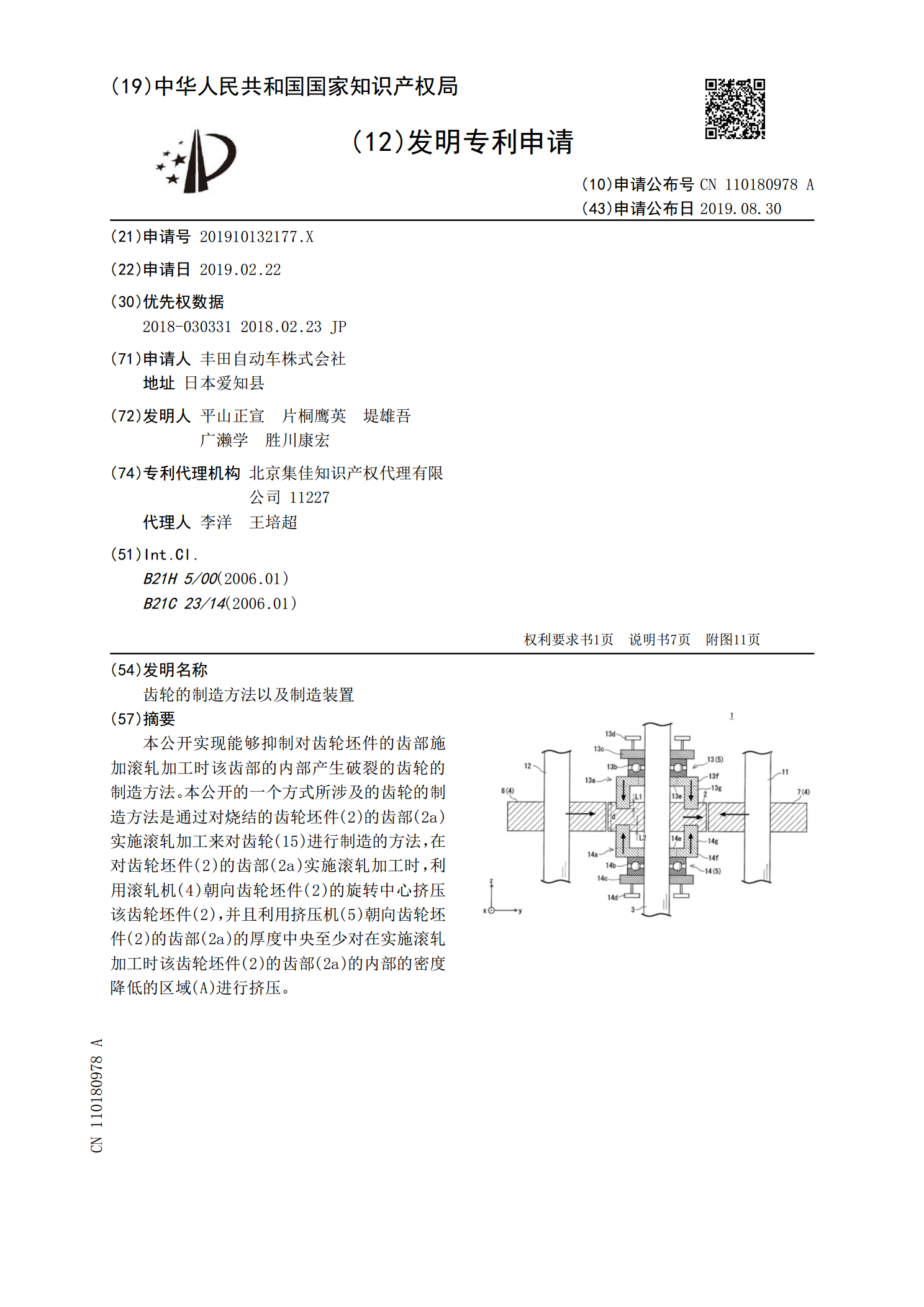
本公开实现能够抑制对齿轮坯件的齿部施加滚轧加工时该齿部的内部产生破裂的齿轮的制造方法。本公开的一个方式所涉及的齿轮的制造方法是通过对烧结的齿轮坯件(2)的齿部(2a)实施滚轧加工来对齿轮(15)进行制造的方法,在对齿轮坯件(2)的齿部(2a)实施滚轧加工时,利用滚轧机(4)朝向齿轮坯件(2)的旋转中心挤压该齿轮坯件(2),并且利用挤压机(5)朝向齿轮坯件(2)的齿部(2a)的厚度中央至少对在实施滚轧加工时该齿轮坯件(2)的齿部(2a)的内部的密度降低的区域(A)进行挤压。
齿轮轴以及齿轮轴的制造方法.pdf
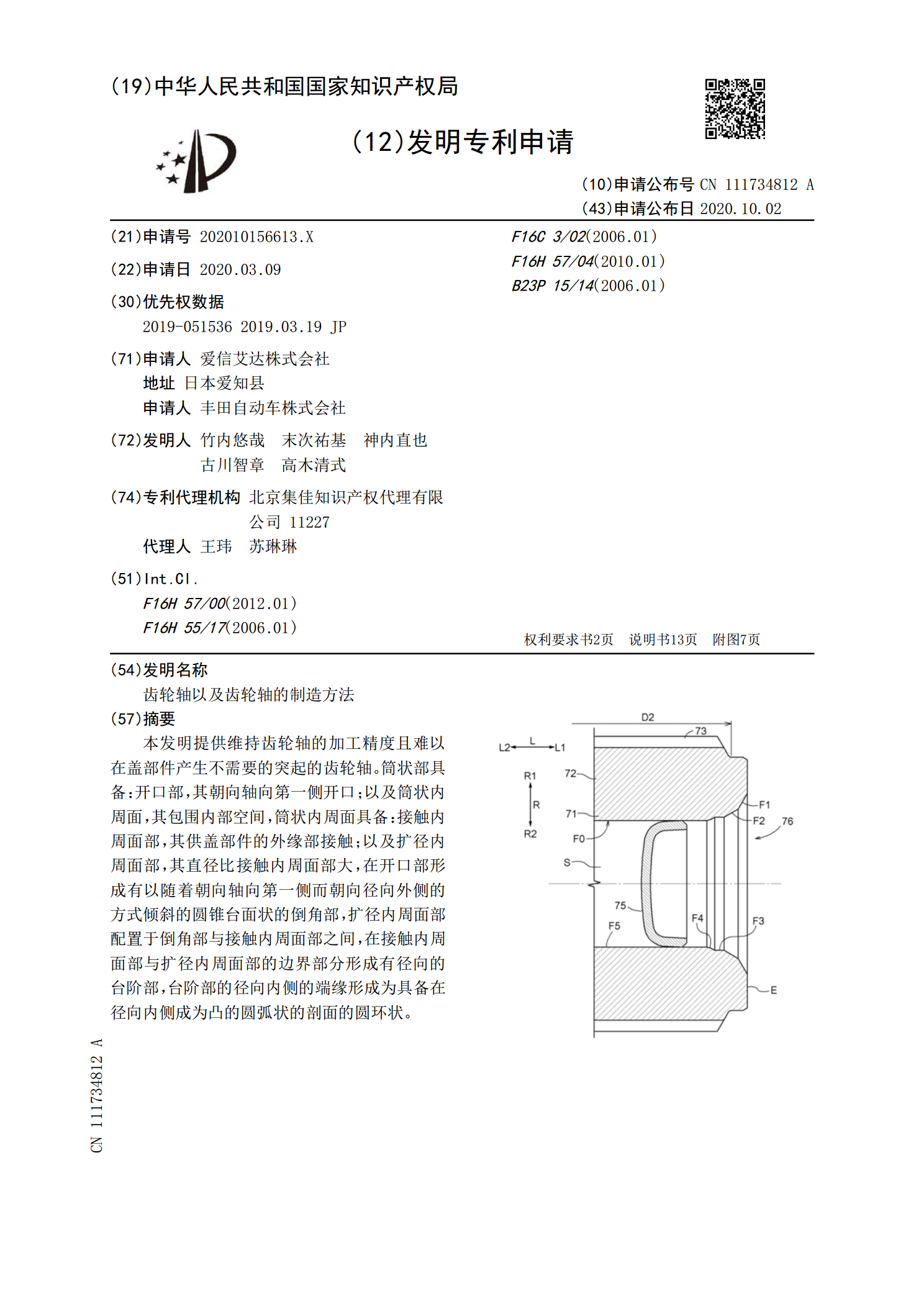
本发明提供维持齿轮轴的加工精度且难以在盖部件产生不需要的突起的齿轮轴。筒状部具备:开口部,其朝向轴向第一侧开口;以及筒状内周面,其包围内部空间,筒状内周面具备:接触内周面部,其供盖部件的外缘部接触;以及扩径内周面部,其直径比接触内周面部大,在开口部形成有以随着朝向轴向第一侧而朝向径向外侧的方式倾斜的圆锥台面状的倒角部,扩径内周面部配置于倒角部与接触内周面部之间,在接触内周面部与扩径内周面部的边界部分形成有径向的台阶部,台阶部的径向内侧的端缘形成为具备在径向内侧成为凸的圆弧状的剖面的圆环状。