
齿轮轴以及齿轮轴的制造方法.pdf

雨巷****彦峰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮轴以及齿轮轴的制造方法.pdf
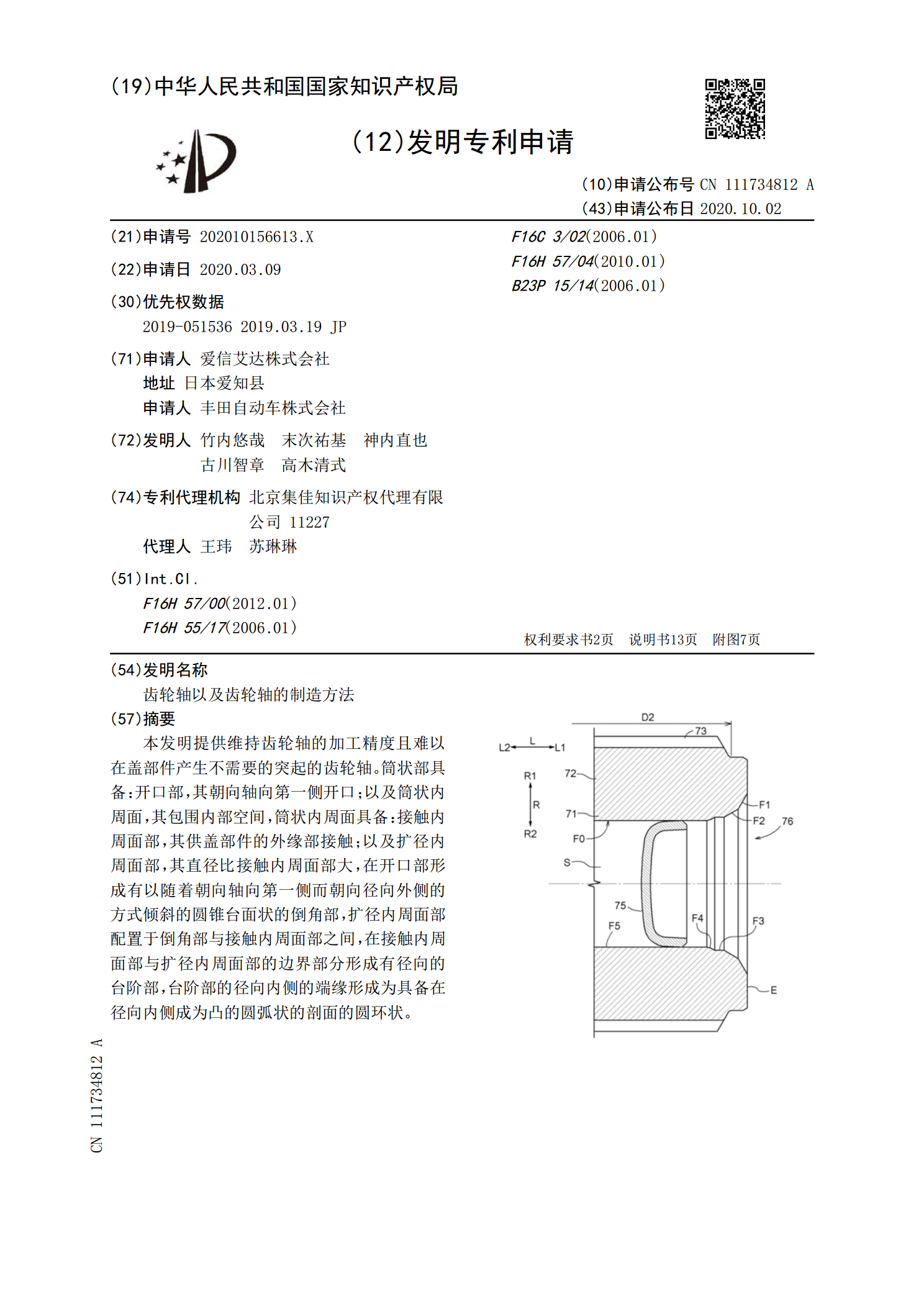
本发明提供维持齿轮轴的加工精度且难以在盖部件产生不需要的突起的齿轮轴。筒状部具备:开口部,其朝向轴向第一侧开口;以及筒状内周面,其包围内部空间,筒状内周面具备:接触内周面部,其供盖部件的外缘部接触;以及扩径内周面部,其直径比接触内周面部大,在开口部形成有以随着朝向轴向第一侧而朝向径向外侧的方式倾斜的圆锥台面状的倒角部,扩径内周面部配置于倒角部与接触内周面部之间,在接触内周面部与扩径内周面部的边界部分形成有径向的台阶部,台阶部的径向内侧的端缘形成为具备在径向内侧成为凸的圆弧状的剖面的圆环状。

人字齿轮轴及其制造方法.pdf
本发明涉及一种人字齿轮轴及其制造方法,包括以下工艺步骤:(1)锻造轴体;(2)用钻床在轴体的两端钻螺孔;(3)粗车;(4)正火处理;(5)精车;(6)中温去应力;(7)对轴体上各处外圆进行第一次外磨;(8)在轴体上加工左旋齿轮和右旋齿轮;(9)渗碳淬火;(10)对轴体上各处外圆进行第二次外磨;(11)磨齿;(12)采用对称度检测装置检测左旋齿轮和右旋齿轮的对称度;(13)对称度调整,保证对称度≤0.03mm。本发明具有制造成本低,检测高效及质量可靠的优点;本发明解决了大间距人字齿轮轴的加工制造中对称度难加

齿轮轴以及在该齿轮轴中使用的油封.pdf
本发明提供一种齿轮轴,其能够确保充分的强度和大的转矩传递能力,并对伴随于高速旋转运转的油封实现确保密封性和防止破损,且最适合小径化。为此,在轴外筒(10:严格地说是大径筒部10a)的内周面上一体形成有外筒齿轮部(11),并且在轴内筒(13)的外周面上一体形成内筒齿轮部(14),同时对所述各齿轮部的润滑用油脂(20)进行密封的油封(27)包括:剖面呈沟道状的密封件主体(29),其夹装于轴外筒(10:严格地说是大径筒部10a)的内周面与轴内筒(13)的外周面之间的周面间隙;和密封件安装构件(30),其由以该密

一种齿轮轴的制造方法.pdf
本发明公开了一种齿轮轴的制造方法,其特征在于,所述齿轮轴的制造方法包括如下步骤:加热坯料,先对铝质坯料进行加热使坯料熔化呈熔融状态的金属溶液;对模具进行预加热,预加热温度为350℃~440℃,保持0.6~1.2小时,并在模具中铺设一层脱模剂;将铝质金属溶液注入预热后的模具中,用铸压机对模具进行压铸处理,保持40S~50S;使用冷却水对模具进行喷洒冷却,冷却时间为10~25S;对齿轮轴进行脱模处理,使齿轮轴铸件随着上模一起从下模脱开,然后使用顶出机构将齿轮轴铸件从上模上脱开;待冷齿轮轴铸件自然冷却后,去除毛
车用锥齿轮轴制造方法.pdf
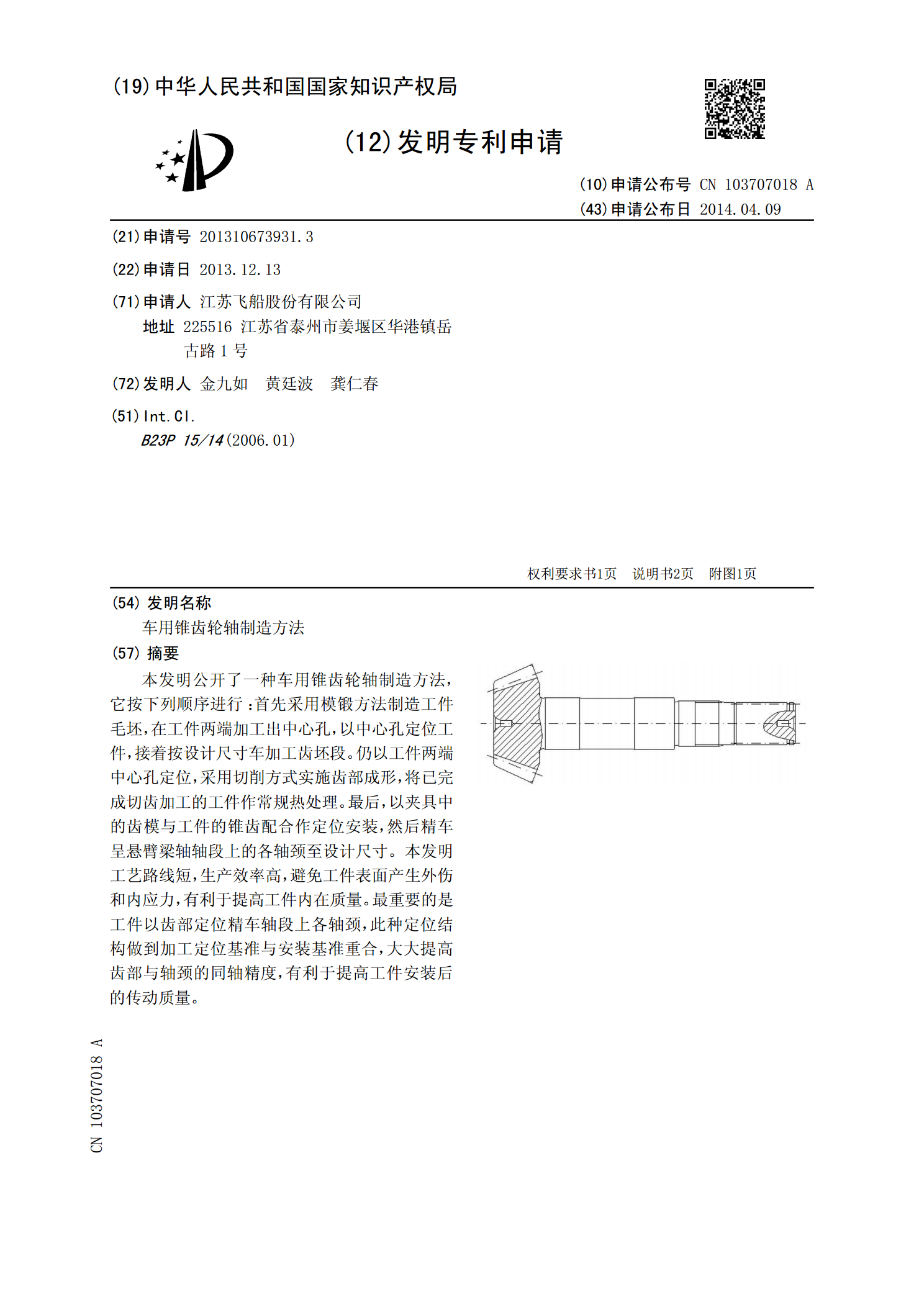
本发明公开了一种车用锥齿轮轴制造方法,它按下列顺序进行:首先采用模锻方法制造工件毛坯,在工件两端加工出中心孔,以中心孔定位工件,接着按设计尺寸车加工齿坯段。仍以工件两端中心孔定位,采用切削方式实施齿部成形,将已完成切齿加工的工件作常规热处理。最后,以夹具中的齿模与工件的锥齿配合作定位安装,然后精车呈悬臂梁轴轴段上的各轴颈至设计尺寸。本发明工艺路线短,生产效率高,避免工件表面产生外伤和内应力,有利于提高工件内在质量。最重要的是工件以齿部定位精车轴段上各轴颈,此种定位结构做到加工定位基准与安装基准重合,大大提