
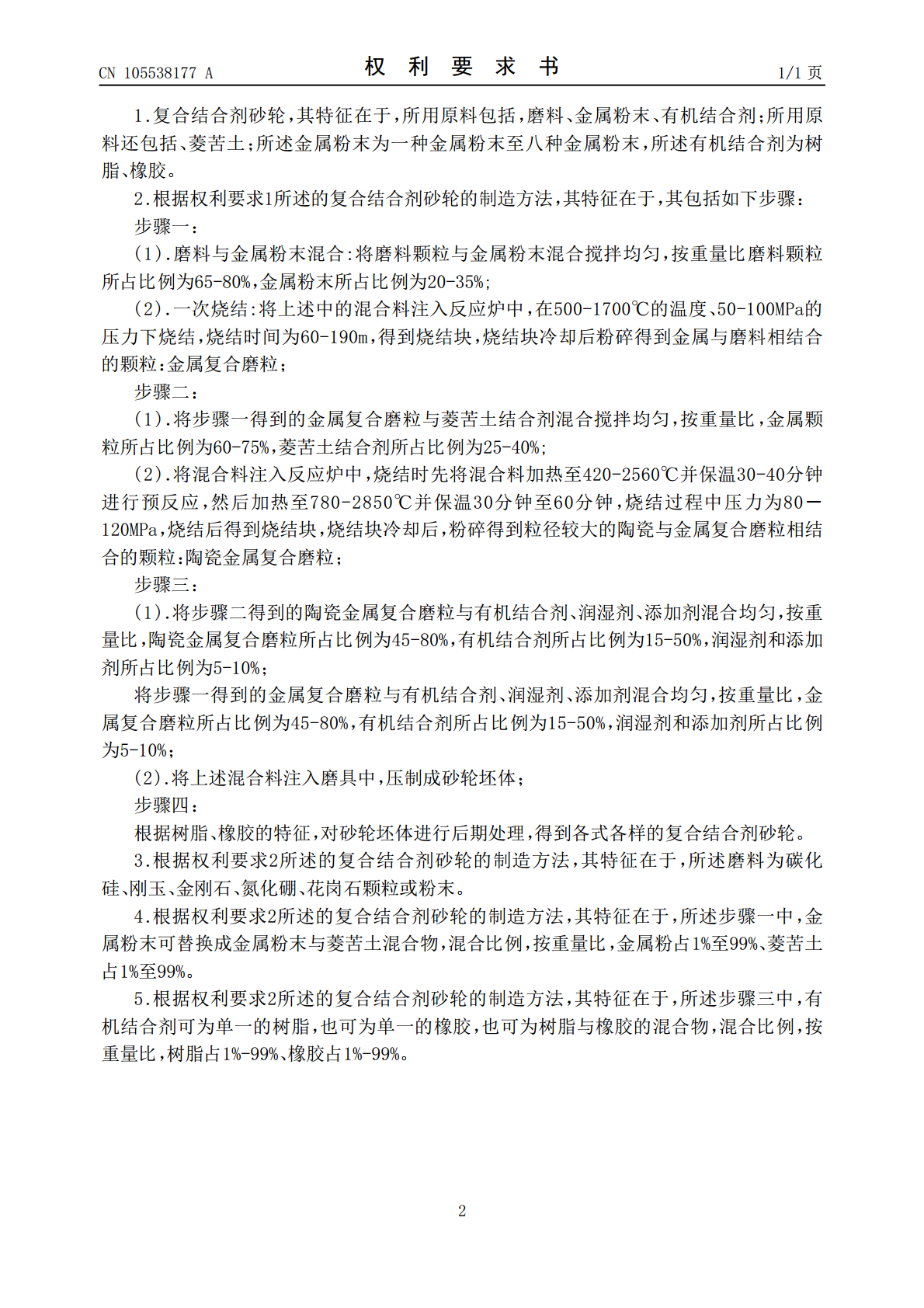
复合结合剂砂轮及其制造方法.pdf

An****70


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
复合结合剂砂轮及其制造方法.pdf
本发明涉及磨具磨料领域,具体为复合结合剂砂轮及其制造方法。所用原料包括,磨料、金属粉末、有机结合剂、菱苦土;通过金属复合磨粒的生产、陶瓷金属复合磨粒,再通过有机结合剂压制成型为砂轮坏体,最后固化成为复合结合剂砂轮。本发明采用金属结合剂、菱苦土结合剂、树脂结合剂与磨料颗粒分阶段烧结,最终压制成砂轮,制成的砂轮性能比单一结合剂砂轮有明显提高,而且可减少特殊砂轮的制造成本,扩大砂轮制造中结合剂的品种和砂轮的品种。
一种复合结合剂CBN贴片砂轮的制造方法.pdf
本发明公开了一种复合结合剂CBN贴片砂轮的制造方法,包括以下步骤:1、配制结合剂2、将CBN磨料与预先配制好的结合剂及热固化树脂混合均匀,制得成型料;3、准备模具,喷涂脱模剂,投入成型料,搅匀后刮平;4、盖上模盖热压,保温后冷却出模;5、装窑;6、烧成后,进行自然降温;7、当砂轮片冷却至室温,出窑;8、配置树脂胶对砂轮片进行渗胶,过程中翻转若干次,烘干;9、将砂轮片放入固化炉内固化;10、对砂轮片进行几何加工;11、将加工好的砂轮片与基体贴合。本发明一种复合结合剂CBN贴片砂轮的制造方法,对大规格形状复杂

陶瓷结合剂砂轮的制造方法.pdf
本发明公开了一种陶瓷结合剂砂轮的制造方法,包括如下步骤:1)制备陶瓷结合剂;2)取10~12质量份陶瓷结合剂、2~3质量份黄糊精、3~5质量份硅酸钠混合,加入球磨机中进行球磨;球磨机中料球重量比为5:1,球磨时间1小时,出料后过筛得到成型料;3)成型料压制砂轮毛坯,并自然干燥2~3天;4)自然干燥后的砂轮毛坯放入烘房进行干燥,先30~40℃干燥48小时,再40~60℃干燥48小时,再60~70℃干燥48小时,最后自然降温至35~40℃;5)烘房干燥后的砂轮毛坯烧成得陶瓷结合剂砂轮。本发明提供的陶瓷结合剂砂
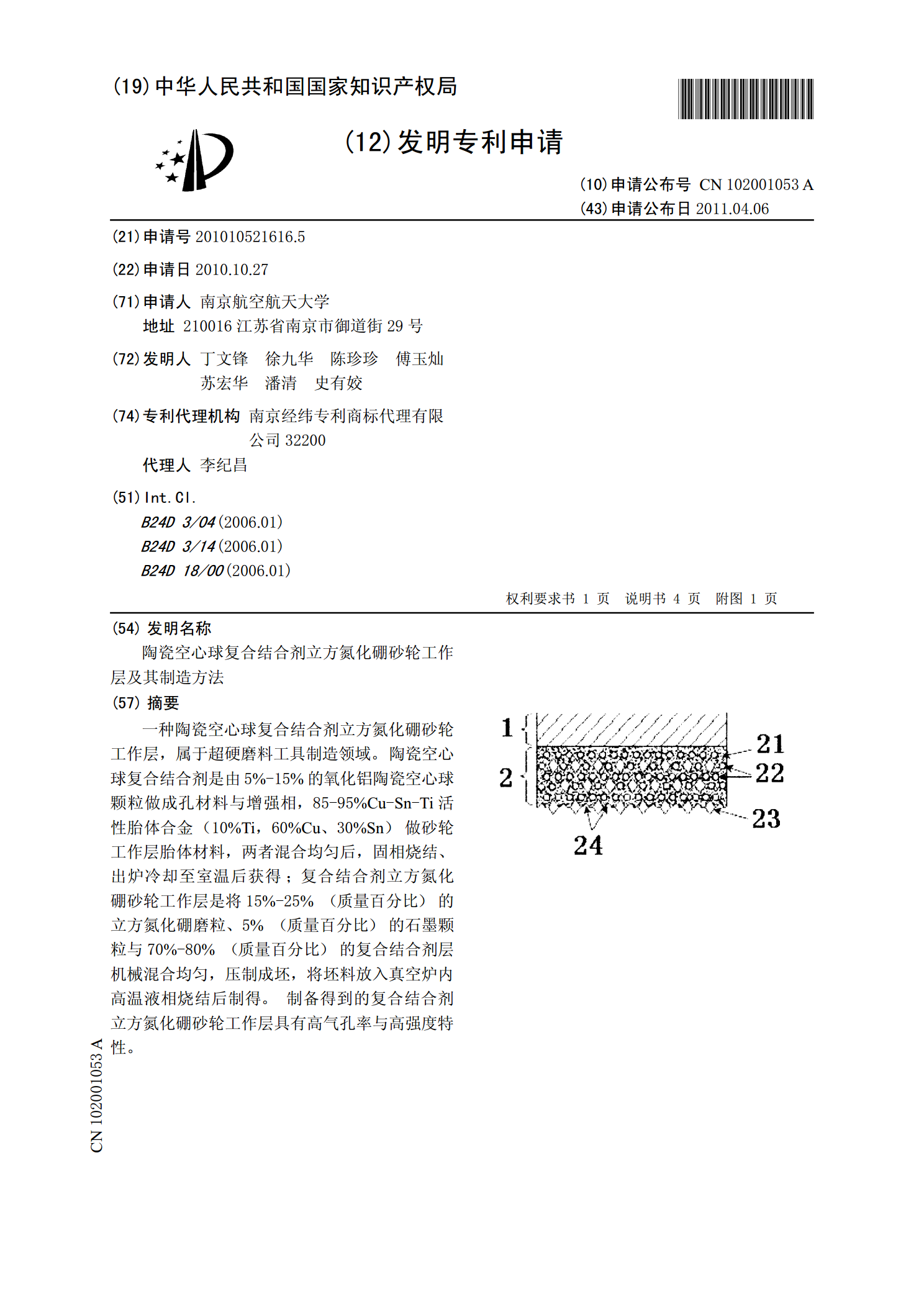
陶瓷空心球复合结合剂立方氮化硼砂轮工作层及其制造方法.pdf
一种陶瓷空心球复合结合剂立方氮化硼砂轮工作层,属于超硬磨料工具制造领域。陶瓷空心球复合结合剂是由5%-15%的氧化铝陶瓷空心球颗粒做成孔材料与增强相,85-95%Cu-Sn-Ti活性胎体合金(10%Ti,60%Cu、30%Sn)做砂轮工作层胎体材料,两者混合均匀后,固相烧结、出炉冷却至室温后获得;复合结合剂立方氮化硼砂轮工作层是将15%-25%(质量百分比)的立方氮化硼磨粒、5%(质量百分比)的石墨颗粒与70%-80%(质量百分比)的复合结合剂层机械混合均匀,压制成坯,将坯料放入真空炉内高温液相烧结后制得
树脂结合剂砂轮、树脂结合剂砂轮的制造方法及加工装置.pdf
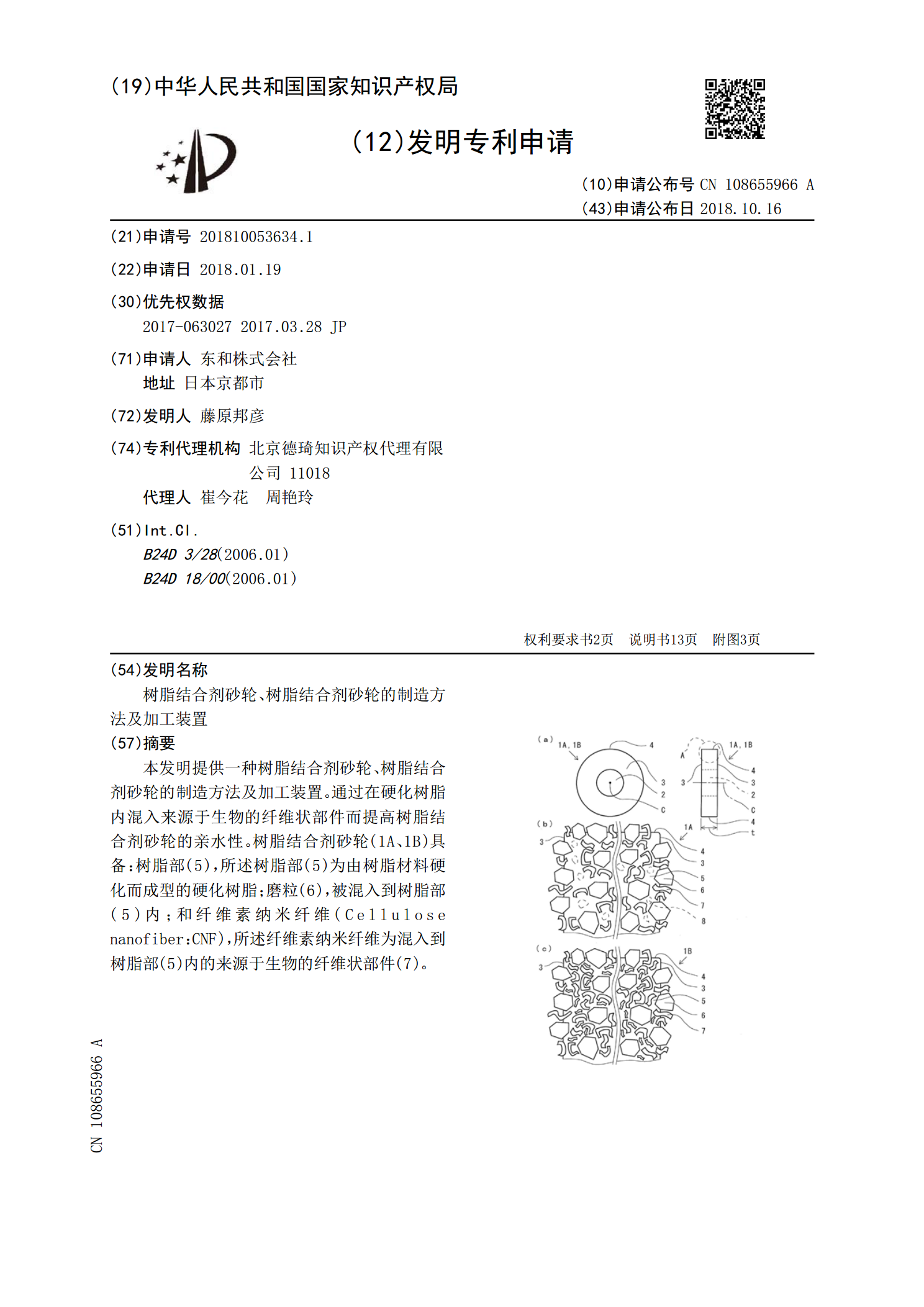
本发明提供一种树脂结合剂砂轮、树脂结合剂砂轮的制造方法及加工装置。通过在硬化树脂内混入来源于生物的纤维状部件而提高树脂结合剂砂轮的亲水性。树脂结合剂砂轮(1A、1B)具备:树脂部(5),所述树脂部(5)为由树脂材料硬化而成型的硬化树脂;磨粒(6),被混入到树脂部(5)内;和纤维素纳米纤维(Cellulosenanofiber:CNF),所述纤维素纳米纤维为混入到树脂部(5)内的来源于生物的纤维状部件(7)。