
异形工件的磨削设备.pdf

听云****君哇

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异形工件的磨削设备.pdf
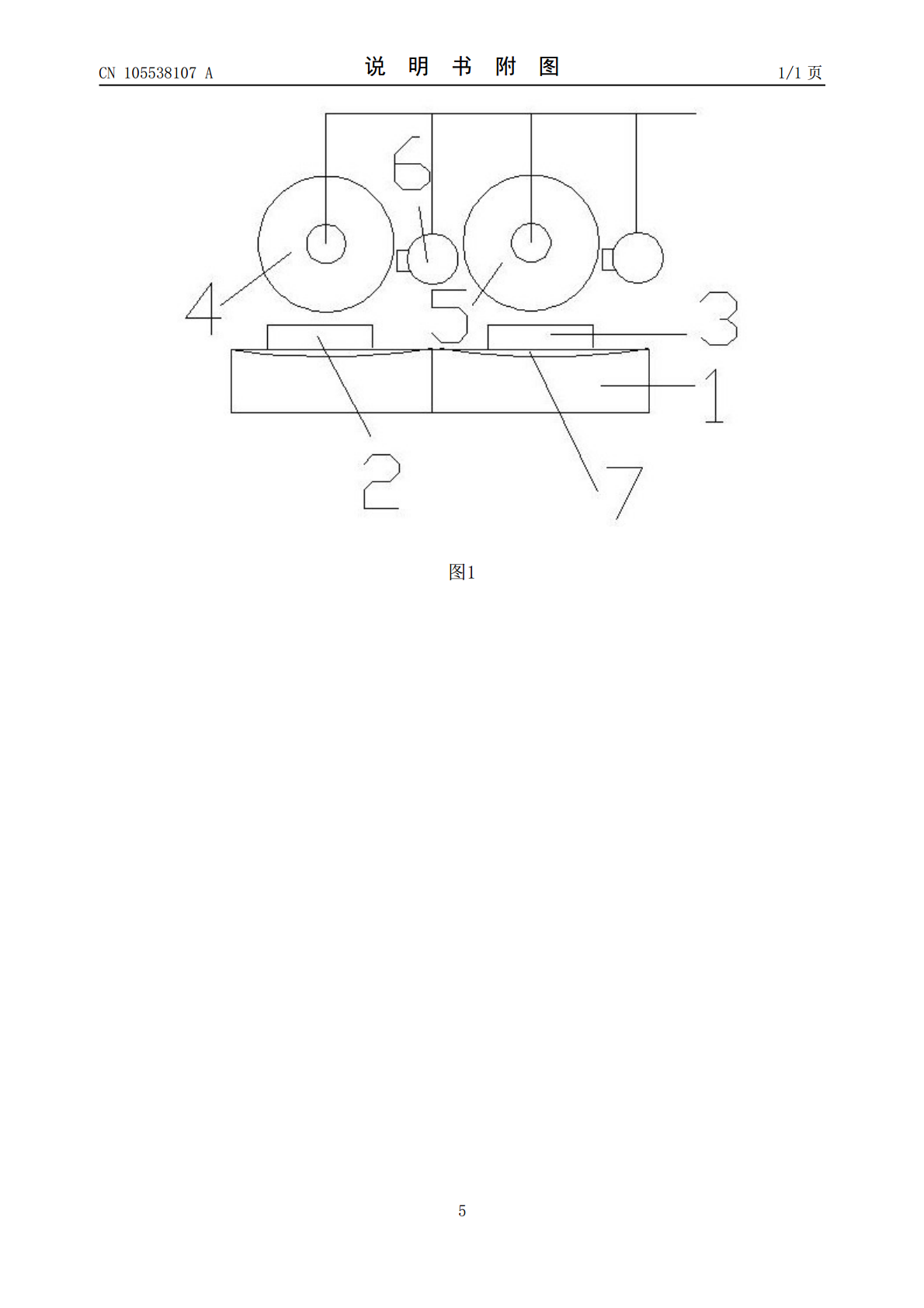
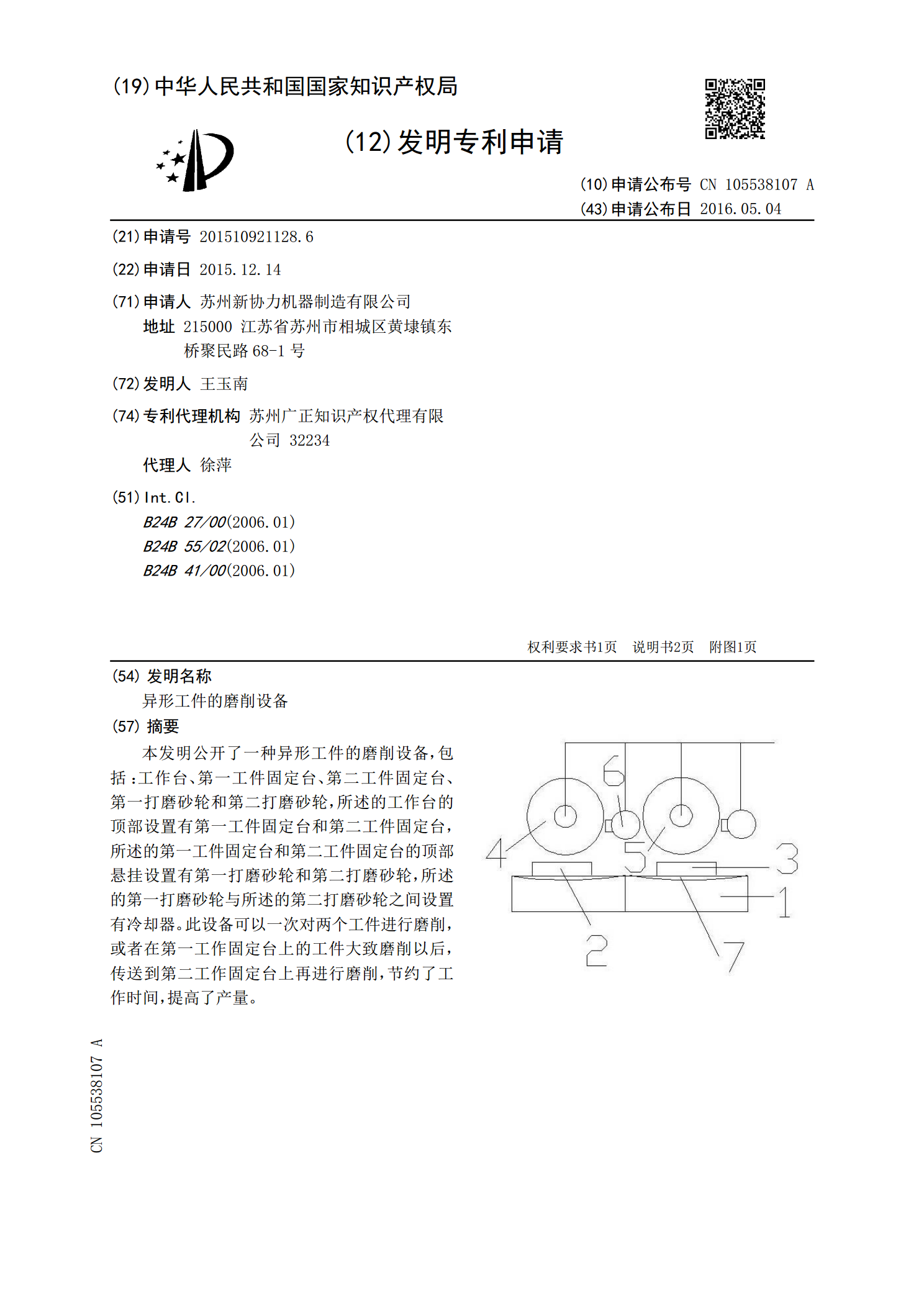
本发明公开了一种异形工件的磨削设备,包括:工作台、第一工件固定台、第二工件固定台、第一打磨砂轮和第二打磨砂轮,所述的工作台的顶部设置有第一工件固定台和第二工件固定台,所述的第一工件固定台和第二工件固定台的顶部悬挂设置有第一打磨砂轮和第二打磨砂轮,所述的第一打磨砂轮与所述的第二打磨砂轮之间设置有冷却器。此设备可以一次对两个工件进行磨削,或者在第一工作固定台上的工件大致磨削以后,传送到第二工作固定台上再进行磨削,节约了工作时间,提高了产量。

异形工件的摆动磨削方法及摆动式磨削盘.pdf
本发明的课题是不使用母工件就能够磨削以凸轮类为代表的非圆形截面的异形工件。本发明的方法是以非圆形截面的异形工件(W1)的旋转轴心(Cw1)与主轴(S)的轴心(C1)同心的方式,一边使被夹头(26)夹着该异形工件连续旋转,一边磨削作为被磨削面的外周面。预先计算特定异形工件相对于基准位置的旋转角度(θx)和磨削装置(GU)的摆动角度(θy)的关系来决定异形工件的外周磨削形状的外周形状特定式[θy=f1(θx)],按照外周形状特定式[θy=f1(θx)],一边使磨削装置以摆动轴心(C0)为中心摆动,一边使异形工
一种异形薄壁复杂结构工件的超精密磨削加工方法.pdf
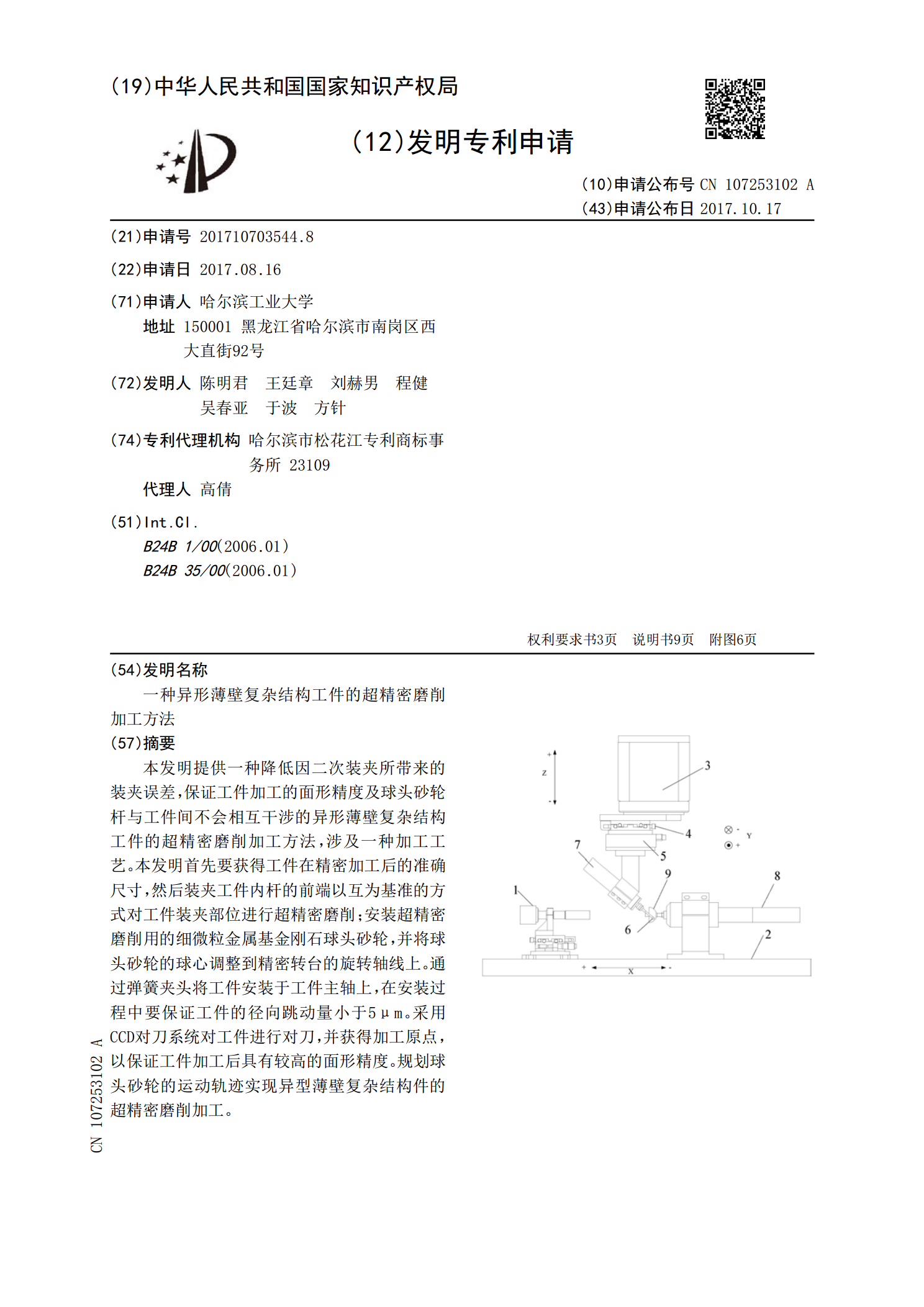
本发明提供一种降低因二次装夹所带来的装夹误差,保证工件加工的面形精度及球头砂轮杆与工件间不会相互干涉的异形薄壁复杂结构工件的超精密磨削加工方法,涉及一种加工工艺。本发明首先要获得工件在精密加工后的准确尺寸,然后装夹工件内杆的前端以互为基准的方式对工件装夹部位进行超精密磨削;安装超精密磨削用的细微粒金属基金刚石球头砂轮,并将球头砂轮的球心调整到精密转台的旋转轴线上。通过弹簧夹头将工件安装于工件主轴上,在安装过程中要保证工件的径向跳动量小于5μm。采用CCD对刀系统对工件进行对刀,并获得加工原点,以保证工件加
车床磨削工件装置.pdf
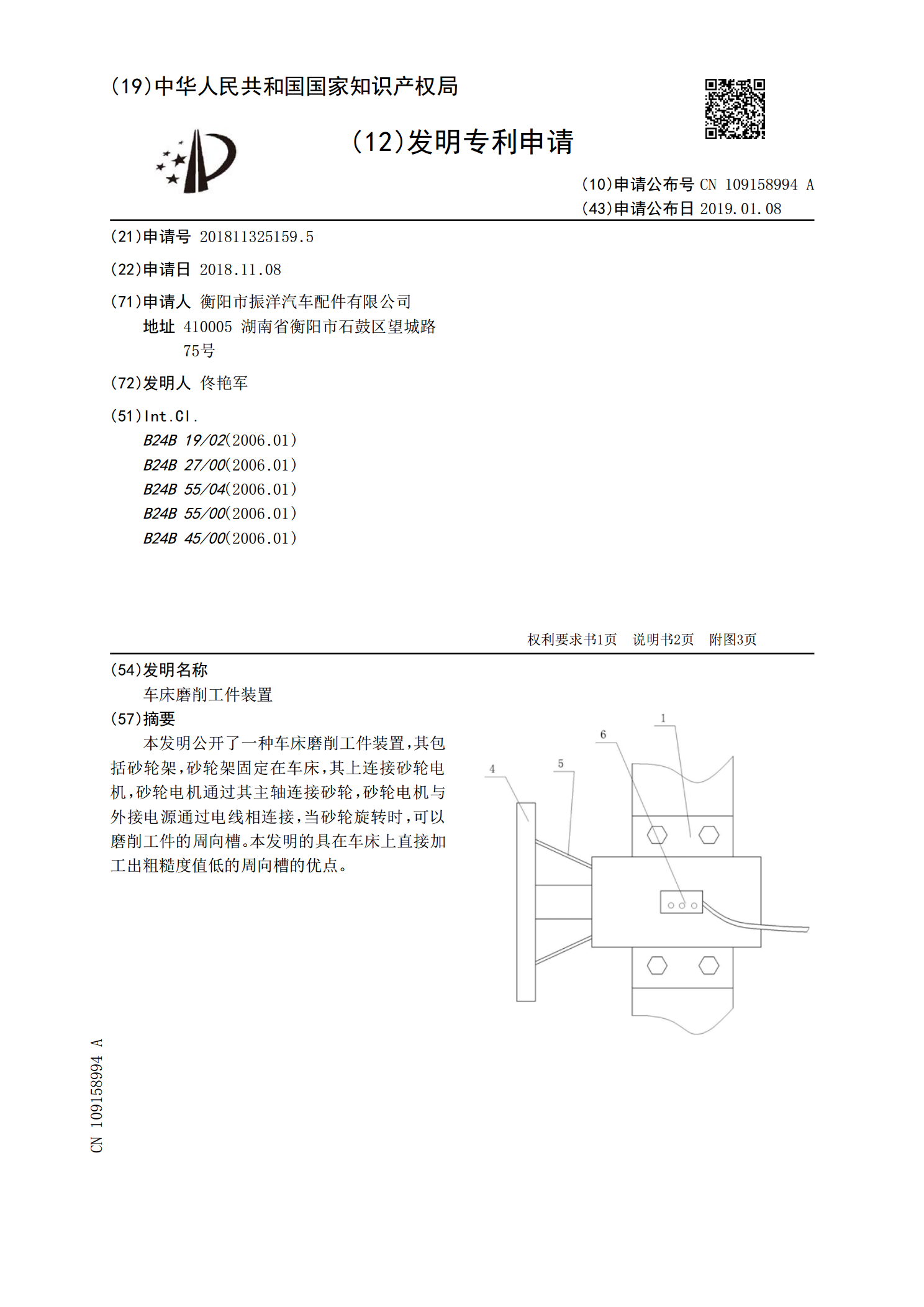
本发明公开了一种车床磨削工件装置,其包括砂轮架,砂轮架固定在车床,其上连接砂轮电机,砂轮电机通过其主轴连接砂轮,砂轮电机与外接电源通过电线相连接,当砂轮旋转时,可以磨削工件的周向槽。本发明的具在车床上直接加工出粗糙度值低的周向槽的优点。
一种异形工件激光焊接设备.pdf
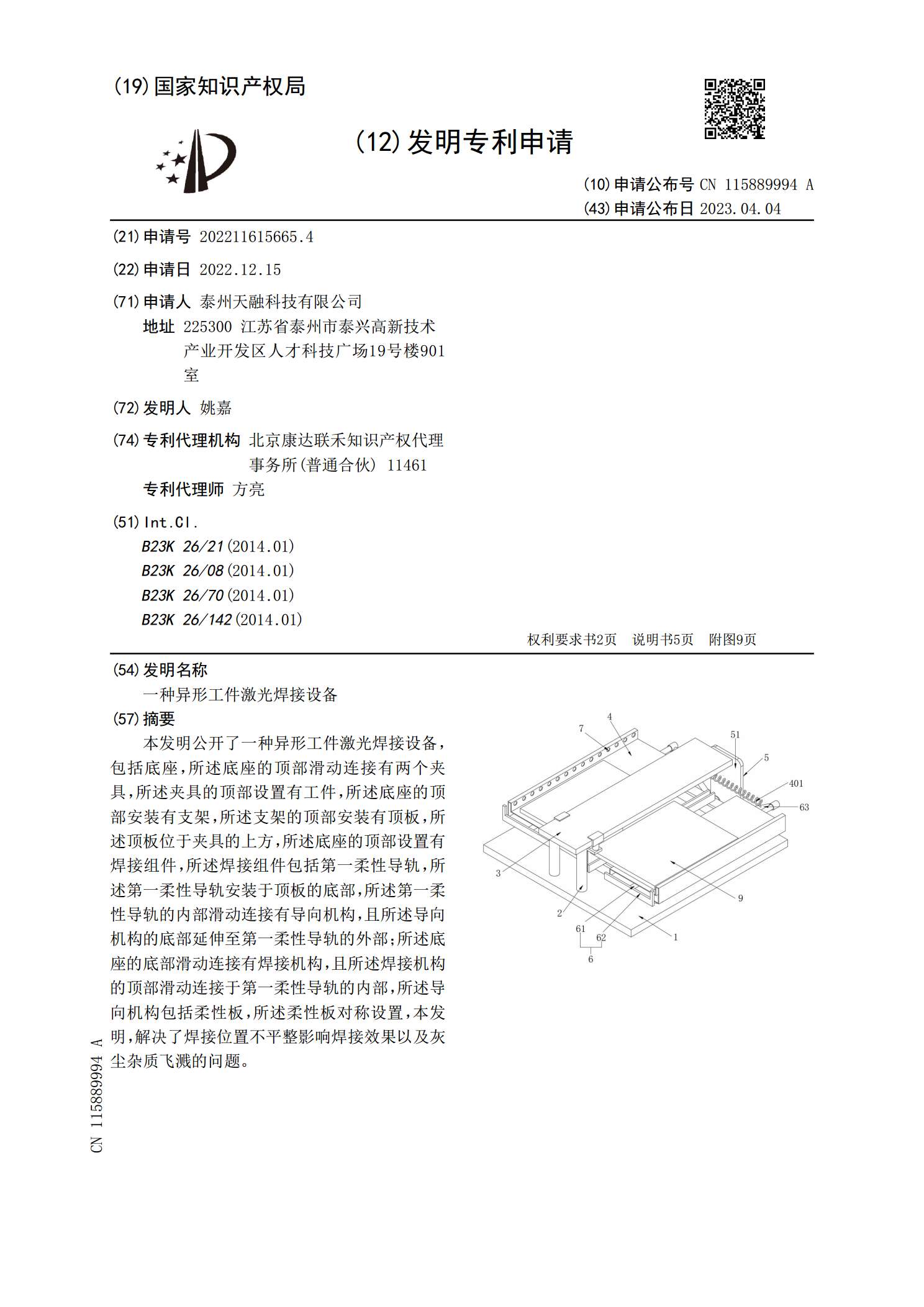
本发明公开了一种异形工件激光焊接设备,包括底座,所述底座的顶部滑动连接有两个夹具,所述夹具的顶部设置有工件,所述底座的顶部安装有支架,所述支架的顶部安装有顶板,所述顶板位于夹具的上方,所述底座的顶部设置有焊接组件,所述焊接组件包括第一柔性导轨,所述第一柔性导轨安装于顶板的底部,所述第一柔性导轨的内部滑动连接有导向机构,且所述导向机构的底部延伸至第一柔性导轨的外部;所述底座的底部滑动连接有焊接机构,且所述焊接机构的顶部滑动连接于第一柔性导轨的内部,所述导向机构包括柔性板,所述柔性板对称设置,本发明,解决了焊