
一种异形薄壁复杂结构工件的超精密磨削加工方法.pdf

邻家****66

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种异形薄壁复杂结构工件的超精密磨削加工方法.pdf
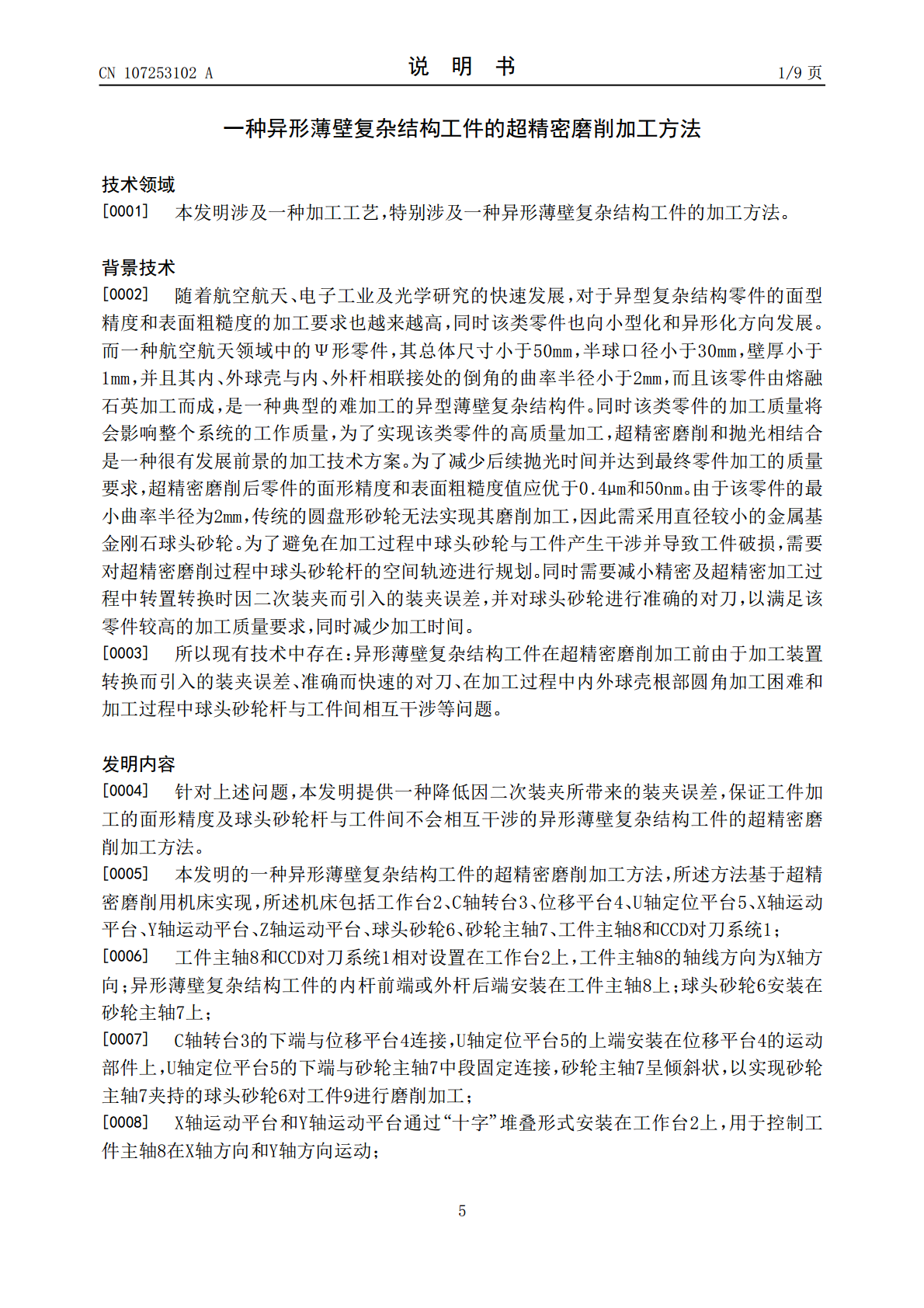
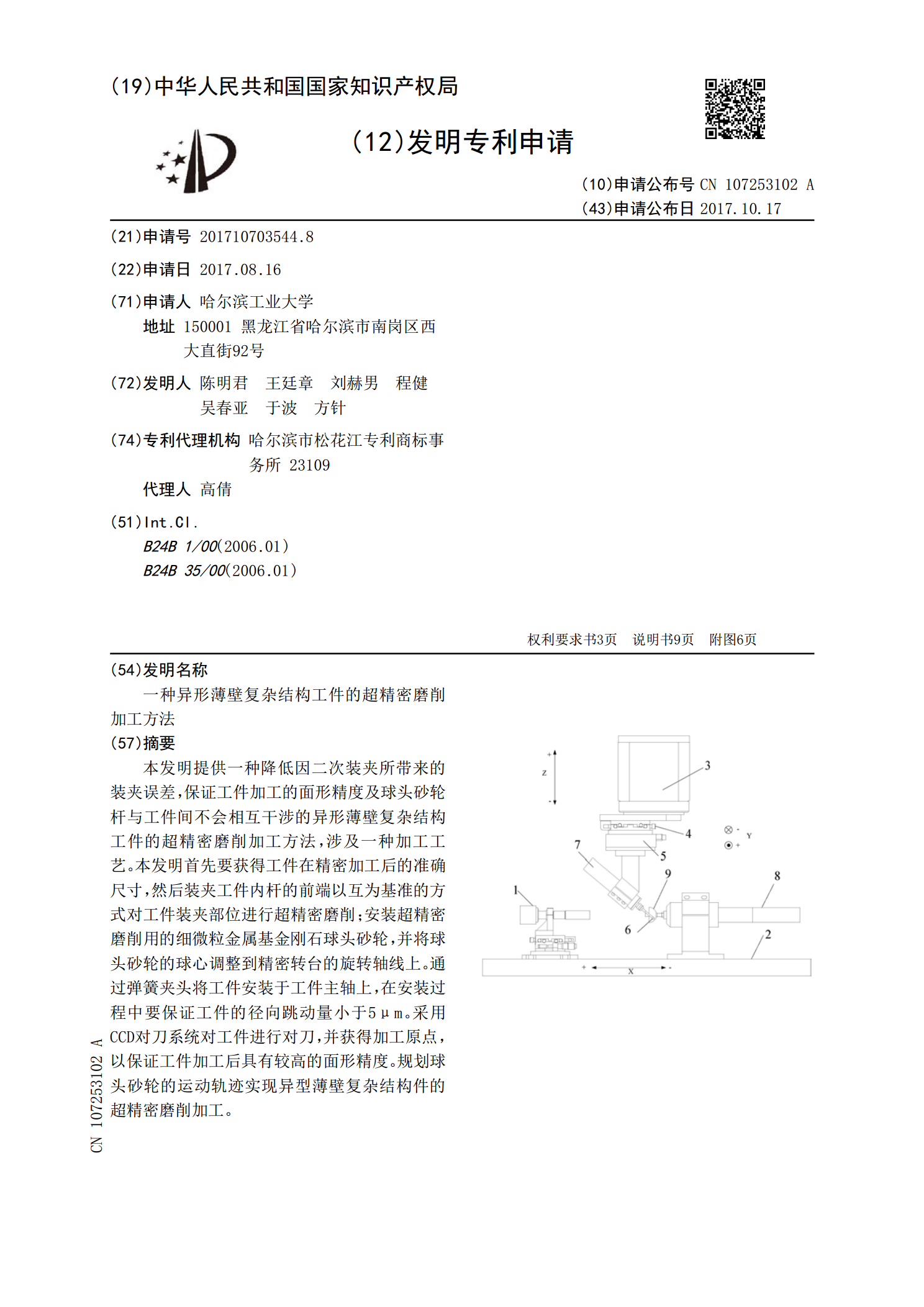
本发明提供一种降低因二次装夹所带来的装夹误差,保证工件加工的面形精度及球头砂轮杆与工件间不会相互干涉的异形薄壁复杂结构工件的超精密磨削加工方法,涉及一种加工工艺。本发明首先要获得工件在精密加工后的准确尺寸,然后装夹工件内杆的前端以互为基准的方式对工件装夹部位进行超精密磨削;安装超精密磨削用的细微粒金属基金刚石球头砂轮,并将球头砂轮的球心调整到精密转台的旋转轴线上。通过弹簧夹头将工件安装于工件主轴上,在安装过程中要保证工件的径向跳动量小于5μm。采用CCD对刀系统对工件进行对刀,并获得加工原点,以保证工件加

小尺寸薄壁复杂结构件超精密磨削用机床.pdf
小尺寸薄壁复杂结构件超精密磨削用机床,属于精密及超精密加工技术领域。本发明针对的是具有内凹面的小尺寸薄壁复杂结构件的超精密磨削加工较为困难的问题。本发明采用小尺寸球头砂轮以斜轴磨削方式对零件进行加工,砂轮主轴通过转台安装于Z轴运动平台上形成斜轴磨削装置,X、Y运动平台通过“十字”堆叠形式构成精密二维装置实现二维的平面运动。通过多轴控制系统控制运动平台实现四轴联动,形成零件的加工轨迹,并与主轴倾斜和转台旋转相配合避免加工过程中干涉的产生。同时具有磨削和电火花砂轮在位修整两工位,实现加工过程中球头砂轮的在位修
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述
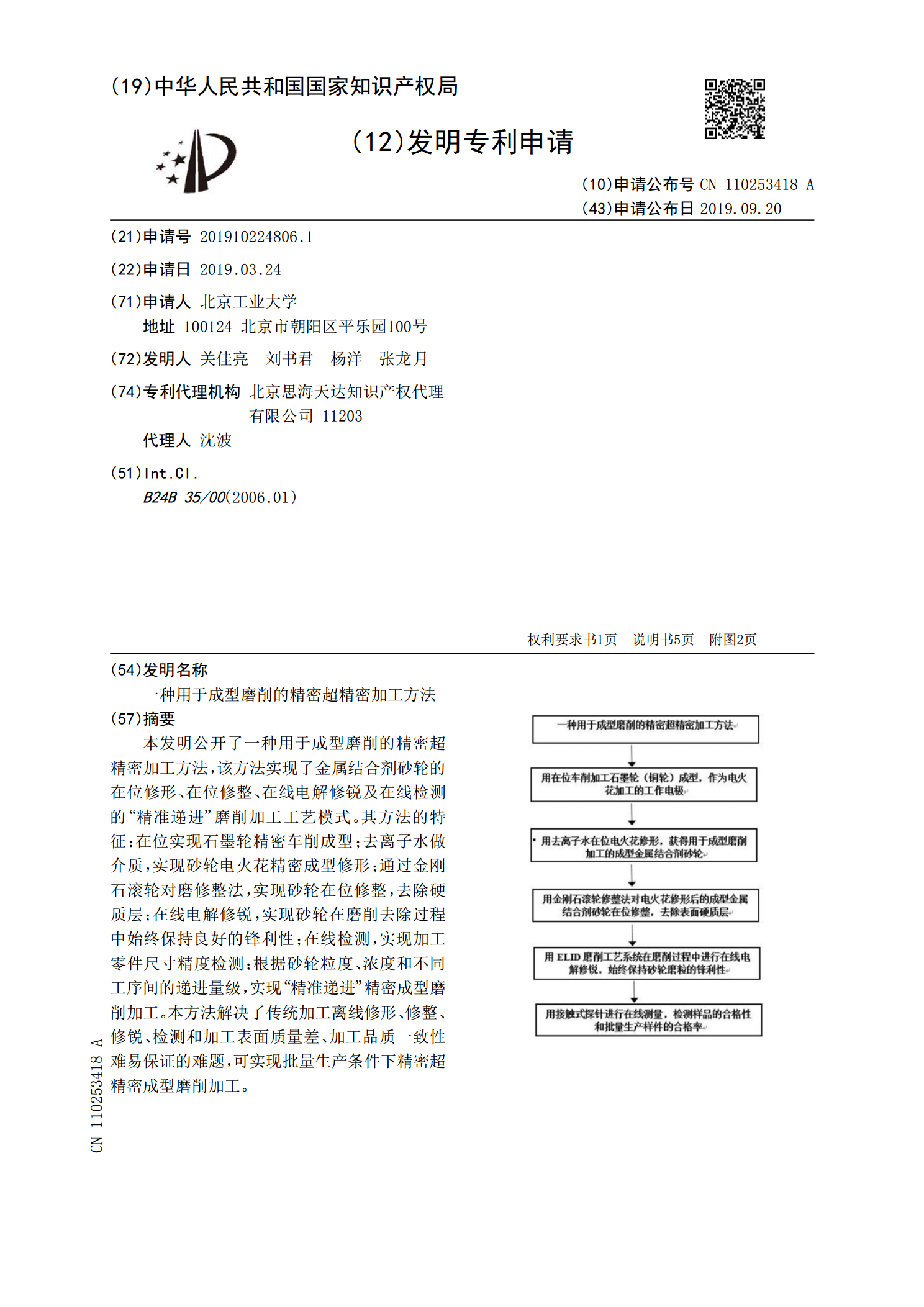
一种用于成型磨削的精密超精密加工方法.pdf
本发明公开了一种用于成型磨削的精密超精密加工方法,该方法实现了金属结合剂砂轮的在位修形、在位修整、在线电解修锐及在线检测的“精准递进”磨削加工工艺模式。其方法的特征:在位实现石墨轮精密车削成型;去离子水做介质,实现砂轮电火花精密成型修形;通过金刚石滚轮对磨修整法,实现砂轮在位修整,去除硬质层;在线电解修锐,实现砂轮在磨削去除过程中始终保持良好的锋利性;在线检测,实现加工零件尺寸精度检测;根据砂轮粒度、浓度和不同工序间的递进量级,实现“精准递进”精密成型磨削加工。本方法解决了传统加工离线修形、修整、修锐、检
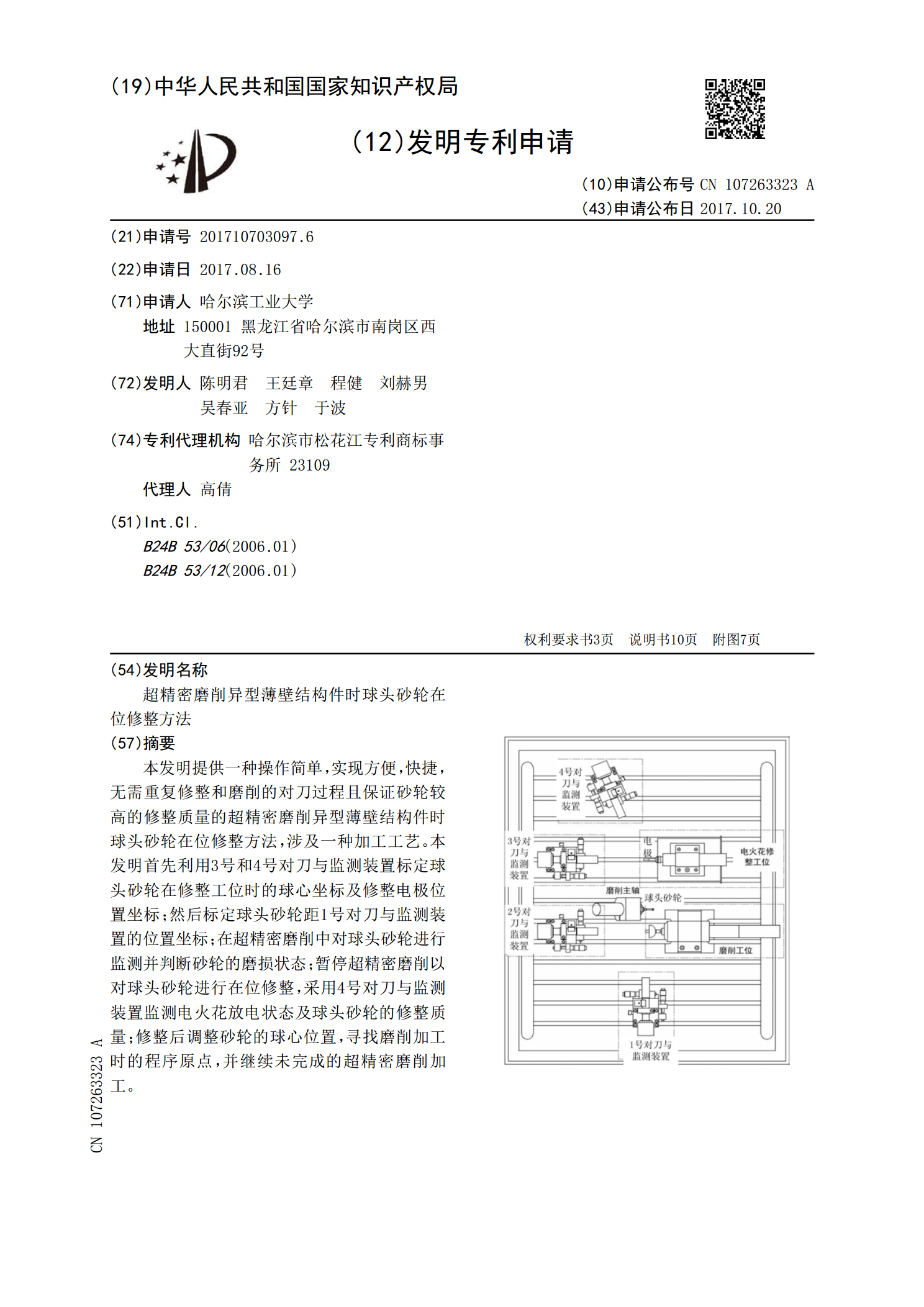
超精密磨削异型薄壁结构件时球头砂轮在位修整方法.pdf
本发明提供一种操作简单,实现方便,快捷,无需重复修整和磨削的对刀过程且保证砂轮较高的修整质量的超精密磨削异型薄壁结构件时球头砂轮在位修整方法,涉及一种加工工艺。本发明首先利用3号和4号对刀与监测装置标定球头砂轮在修整工位时的球心坐标及修整电极位置坐标;然后标定球头砂轮距1号对刀与监测装置的位置坐标;在超精密磨削中对球头砂轮进行监测并判断砂轮的磨损状态;暂停超精密磨削以对球头砂轮进行在位修整,采用4号对刀与监测装置监测电火花放电状态及球头砂轮的修整质量;修整后调整砂轮的球心位置,寻找磨削加工时的程序原点,并