
齿轮变向自动抽芯装置.pdf

山梅****ai

1/9
2/9
3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮变向自动抽芯装置.pdf
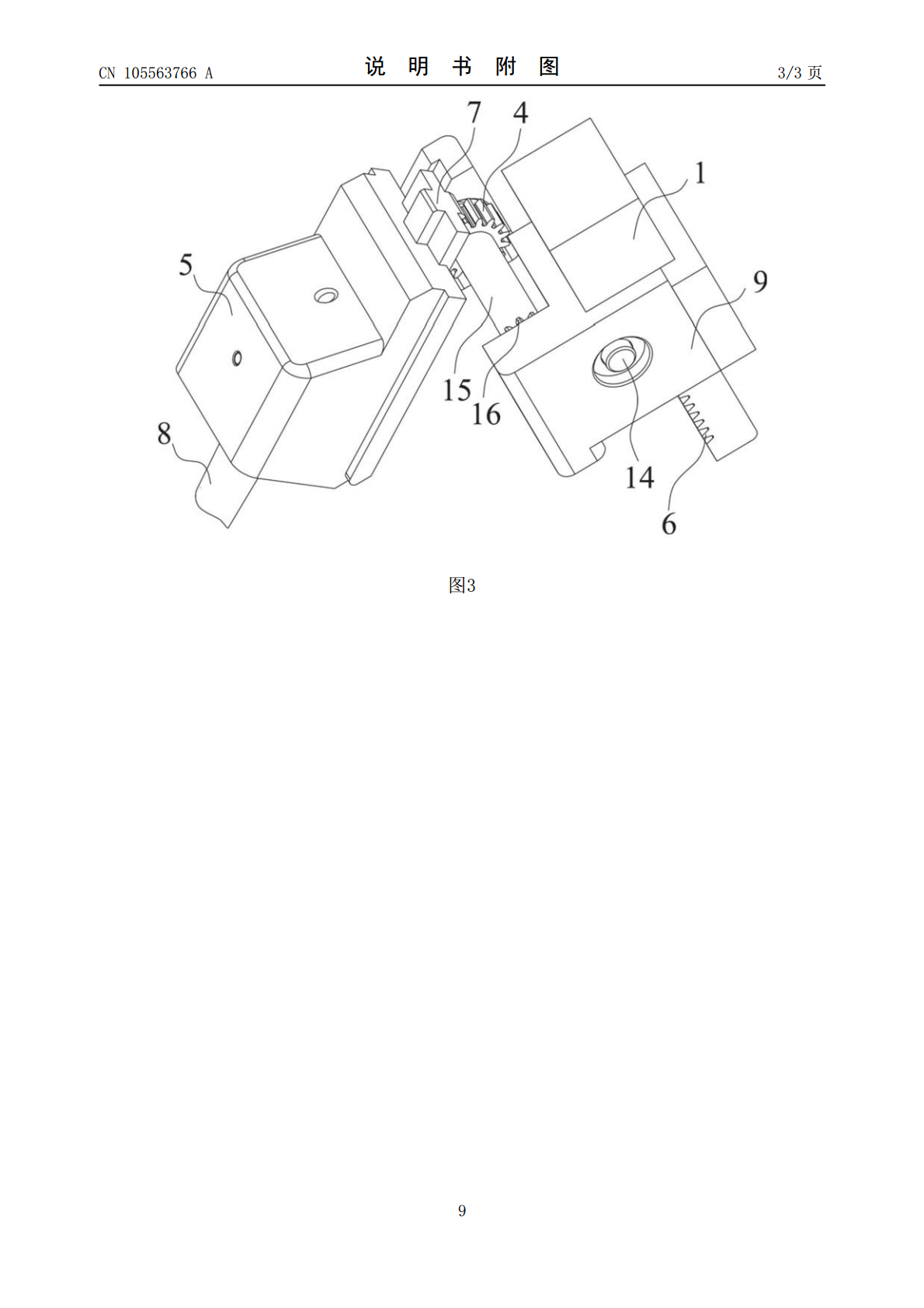
本发明提供一种齿轮变向自动抽芯装置,其中齿轮驱动杆上下可移动设置并沿竖向设置有驱动齿条,驱动部件连接齿轮驱动杆,驱动齿条与驱动齿轮啮合,驱动齿轮连接传动齿轮用于驱动其旋转,抽芯滑块具有抽芯齿条和抽芯部件,抽芯齿条倾斜设置并与传动齿轮啮合,抽芯部件与抽芯齿条平行设置。较佳地,驱动部件包括上板和下板,沿竖向可相对移动设置,上板连接齿轮驱动杆的上端,抽芯滑块沿抽芯齿条的倾斜方向可移动设置在下板中。本发明能够自动抽芯,节省人力和时间,提高生产效率,能够减少修模次数,延长模具使用寿命,降低生产成本,设计巧妙,结构简

螺纹起始点自动复位的螺纹抽芯装置.pdf
本发明提供了一种螺纹起始点自动复位的螺纹抽芯装置,包括螺杆(1)、螺纹型芯(11)、B齿轮(2)、螺母套(3)、传动齿轮(4)、A齿轮(41)、齿条(5)、限位块(51)、复位行程开关(6)、脱出行程开关(7)、油缸(8)。本发明采用脱模时,由油缸推动齿条,齿条驱动A齿轮并带动同轴的传动齿轮旋转,传动齿轮经B齿轮带动螺杆旋转,使螺纹型芯从制品中旋转抽芯脱出;复位时,油缸牵动齿条缩回,由设在齿条上的限位块触动复位行程开关截止油缸,螺纹型芯自动复位的技术方案,本装置通过调整复位行程开关来定位螺纹起始点且能够自

斜齿轮变向摇动装置.pdf
本发明公开了一种斜齿轮变向摇动装置,以解决现有技术中凸轮传动装置摆动杆有往无复的问题,包括机台、主动轴和两端固定在机台上的从动轴,还包括机台上设有的左、右限位开关,主动轴与从动轴通过斜齿轮传动,主动轴中部设有垂直与主动轴的回转杆,从动轴一端还设有摆动杆,从动轴上的斜齿轮包括左半部分和右半部分,左半部分与右半部分的端面上均设有倒锥形凸块和倒锥形卡槽。本发明操作方便。
机器人自动抽芯铆接装置的设计与应用.pptx
机器人自动抽芯铆接装置的设计与应用01添加章节标题机器人自动抽芯铆接装置的原理抽芯铆接原理介绍机器人自动化系统概述机器人自动抽芯铆接装置的设计基础装置的应用范围和优势机器人自动抽芯铆接装置的结构设计装置的整体结构设计执行机构的详细设计控制系统设计安全防护装置的设计机器人自动抽芯铆接装置的控制系统实现控制系统的硬件组成控制系统的软件实现控制系统的人机交互界面控制系统的调试与优化机器人自动抽芯铆接装置的应用实例在汽车制造行业的应用在航空航天领域的应用在轨道交通行业的应用在其他行业的应用和未来发展机器人自动抽芯

侧向抽芯装置.pdf
本发明公开了一种侧向抽芯装置,包括上模板(13)、下模板(14)、侧模板(15)、横杆(27)、弹簧座(28)、摆杆(16)、传动齿轮(5)和基座(4);上模板(13)内设有供介质流动的浇道(17),下模板(14)沿水平方向滑动连接在基座(4)上;侧模板(15)沿水平方向滑动连接在基座(4)上,且合模后上模板(13)外壁与下模板(14)内壁、侧模板(15)内壁构成型腔(18),浇道(17)一端与型腔(18)连通,下模板(14)朝向型腔(18)方向设有用于成型安装孔的凸块(29)。提供一种生产效率高且生产出