
螺纹起始点自动复位的螺纹抽芯装置.pdf

一只****生物


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

螺纹起始点自动复位的螺纹抽芯装置.pdf
本发明提供了一种螺纹起始点自动复位的螺纹抽芯装置,包括螺杆(1)、螺纹型芯(11)、B齿轮(2)、螺母套(3)、传动齿轮(4)、A齿轮(41)、齿条(5)、限位块(51)、复位行程开关(6)、脱出行程开关(7)、油缸(8)。本发明采用脱模时,由油缸推动齿条,齿条驱动A齿轮并带动同轴的传动齿轮旋转,传动齿轮经B齿轮带动螺杆旋转,使螺纹型芯从制品中旋转抽芯脱出;复位时,油缸牵动齿条缩回,由设在齿条上的限位块触动复位行程开关截止油缸,螺纹型芯自动复位的技术方案,本装置通过调整复位行程开关来定位螺纹起始点且能够自

一种棘轮式螺纹起始点复位装置.pdf
本发明公开了一种棘轮式螺纹起始点复位装置,包括棘齿双联轮(1)、棘爪(2)、滑槽(3)、弹簧(4)。本发明采用的棘齿双联轮的上部为逆时针旋转止动的单牙的棘轮,棘齿双联轮的下部为圆柱直齿的齿轮,棘爪的左端设有爪头,棘爪右部的前后侧面设有滑轨,滑槽设有与棘爪的滑轨配合的轨槽;棘齿双联轮固定套接在旋转型芯的下部,滑槽与动模载板固定连接,弹簧抵在棘爪的右端,棘爪的爪头与棘轮的外缘弹性滑动接触;脱模时,旋转型芯顺时针旋转,旋转型芯可旋转任意圈而棘轮不被棘爪止动直至螺纹制品脱模;复位时,旋转型芯逆时针旋转,在一圈的范
一种螺纹抽芯装置.pdf
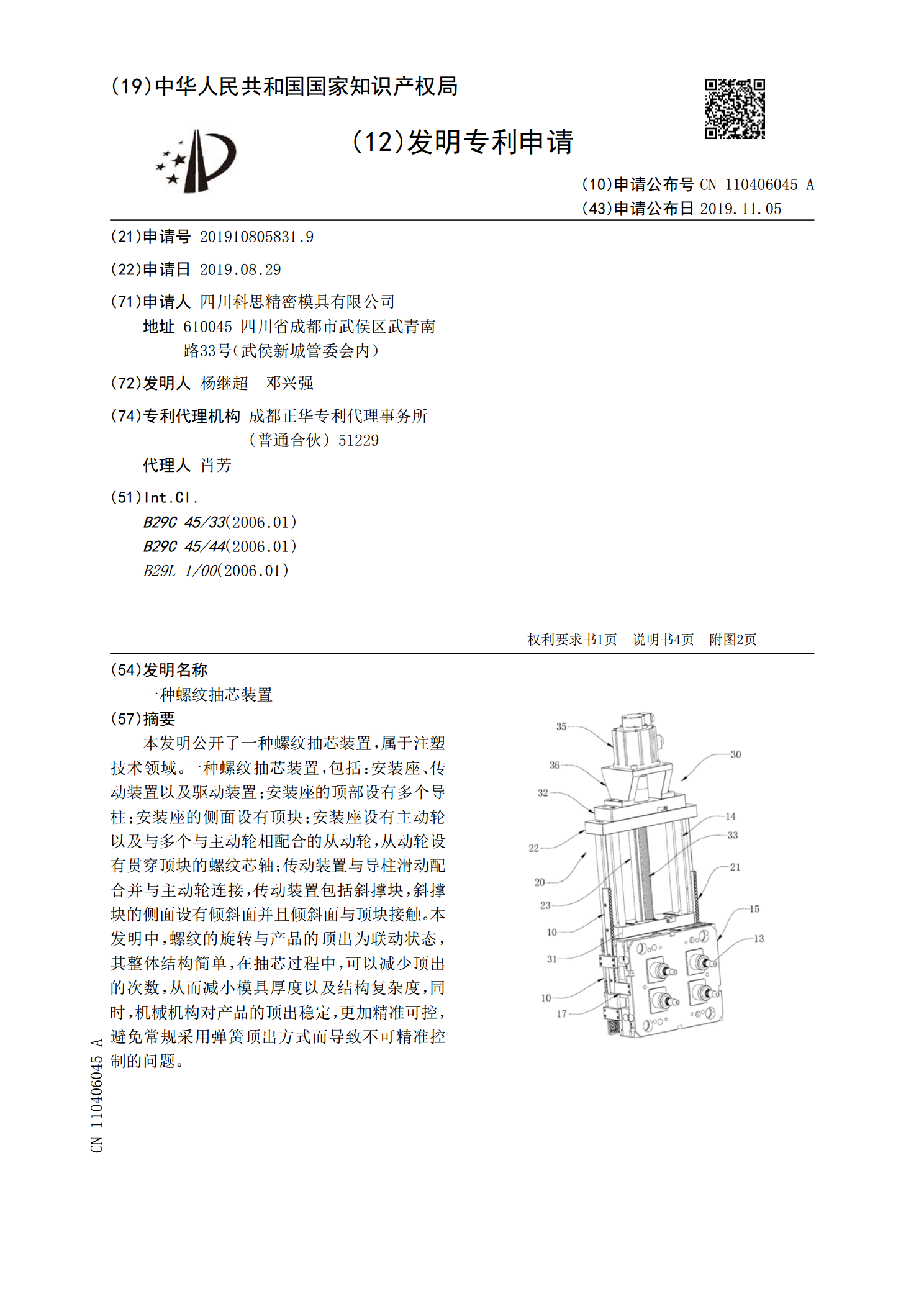
本发明公开了一种螺纹抽芯装置,属于注塑技术领域。一种螺纹抽芯装置,包括:安装座、传动装置以及驱动装置;安装座的顶部设有多个导柱;安装座的侧面设有顶块;安装座设有主动轮以及与多个与主动轮相配合的从动轮,从动轮设有贯穿顶块的螺纹芯轴;传动装置与导柱滑动配合并与主动轮连接,传动装置包括斜撑块,斜撑块的侧面设有倾斜面并且倾斜面与顶块接触。本发明中,螺纹的旋转与产品的顶出为联动状态,其整体结构简单,在抽芯过程中,可以减少顶出的次数,从而减小模具厚度以及结构复杂度,同时,机械机构对产品的顶出稳定,更加精准可控,避免常

螺纹侧抽芯机构.pdf
本发明公开了一种螺纹侧抽芯机构,包括动模(20)和定模(10),动模(20)上设有滑块(30),滑块(30)上设有连接制品(40)的螺纹主轴(35),螺纹主轴(35)尾端设有主动轮(34);动模(20)上还设有过渡轮(33)、从动轮(34),从动轮(34)与过渡轮(33)设在同一轴心线上,从动轮(34)转动带动过渡轮(33)转动,主动轮(34)与过渡轮(33)相啮合,定模(10)上设有用于撬开滑块(30)的斜导柱(12),斜导柱(12)上设有驱动螺纹主轴(35)的齿条(14);开模时齿条(14)驱动螺纹主

一种精确复位螺纹型芯起始角装置.pdf
本发明公开了一种精确复位螺纹型芯起始角装置,包括螺旋抽芯子(1)、引导螺母(2)、齿条(3)、油缸(4)、连杆(5)、行程调节块(6)、行程开关(7)。本发明采用由上述机构构成的装置,在螺旋抽芯子上设置带有阻止凸的异形齿轮,工作时,由油缸驱动齿条经异形齿轮带动螺旋抽芯子旋转,由固定在模具中的引导螺母引导设在螺旋抽芯子上部的引导螺纹带动螺旋抽芯子沿轴向作螺旋运动,利用异形齿轮的阻止凸精确限定螺旋抽芯子螺旋抽芯与复位的起始角位置的技术方案,通过异形齿轮的阻止凸精确限定起始角位置,使螺纹类制品注塑模具的注塑生产