
一种内人字式齿轮的加工方法.pdf

猫巷****提格


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内人字式齿轮的加工方法.pdf
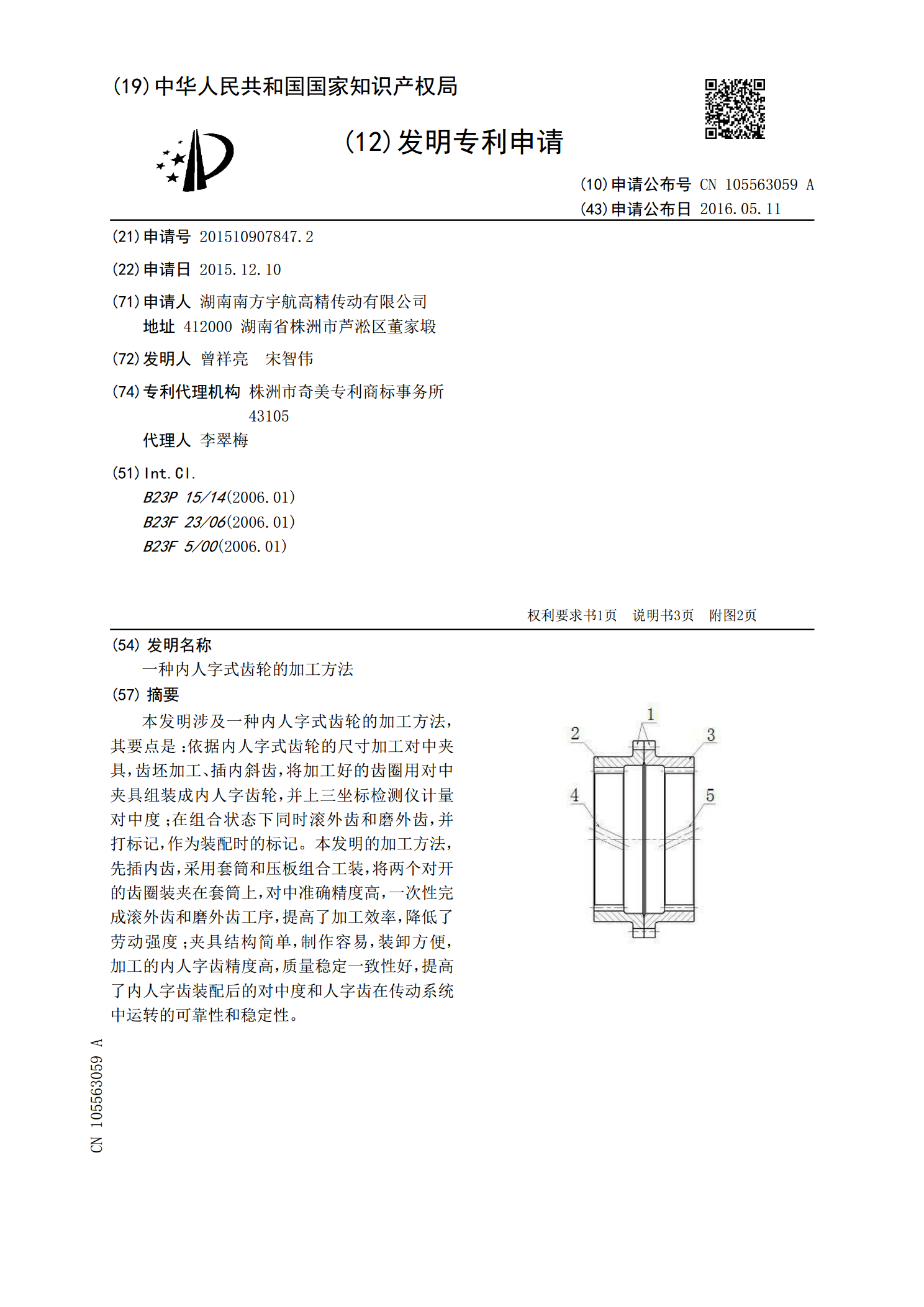
本发明涉及一种内人字式齿轮的加工方法,其要点是:依据内人字式齿轮的尺寸加工对中夹具,齿坯加工、插内斜齿,将加工好的齿圈用对中夹具组装成内人字齿轮,并上三坐标检测仪计量对中度;在组合状态下同时滚外齿和磨外齿,并打标记,作为装配时的标记。本发明的加工方法,先插内齿,采用套筒和压板组合工装,将两个对开的齿圈装夹在套筒上,对中准确精度高,一次性完成滚外齿和磨外齿工序,提高了加工效率,降低了劳动强度;夹具结构简单,制作容易,装卸方便,加工的内人字齿精度高,质量稳定一致性好,提高了内人字齿装配后的对中度和人字齿在传动

人字齿轮内孔键槽对称加工工装及加工方法.pdf
人字齿轮内孔键槽对称加工工装及加工方法,人字齿轮内孔键槽对称加工工装,包括工装本体,所述工装本体沿中心线方向两端分别设有定位孔和齿槽定位孔,沿中心线方向定位孔左右两侧的工装本体上分别设有基准键槽,工装本体设有齿槽定位孔的一端侧壁上自上而下设有若干螺纹孔,螺纹孔中心位于侧壁中心线上,定位孔上设有定位套,齿槽定位孔上设有齿槽定位轴,螺纹孔上设有调整螺钉,它具有结构设计合理,利用人字齿轮分度圆端面齿廓齿面及内孔定位,靠工装上键槽侧面控制对称来保证人字齿端面齿槽中心、内孔键槽中心与孔中心线必须在同一直线上的技术要

一种人字齿轮加工方法.pdf
本发明公开了一种人字齿轮加工方法,包括下列步骤:毛坯经过初步加工、处理后形成具有定位止口、齿顶圆和加工定位孔的齿轮;将以上步骤获得的齿轮通过加工定位孔定位安装于插齿机上,通过插齿机在齿顶圆上加工出左旋齿或右旋齿;将以上步骤中的半成品齿轮中的首个齿轮翻转180°后通过所述加工定位孔定位安装于插齿机,通过插齿机在齿顶圆上加工出右旋齿或左旋齿;测量以上步骤中首个齿轮的左、右旋齿的交点与人字齿的共点间的夹角,根据该夹角大小调整插齿机的工作台的角度或者插齿机的主轴的角度后对以上步骤其他齿轮加工形成右旋齿或左旋齿;通

一种内齿轮加工方法.pdf
本发明提供了一种内齿轮加工方法,其步骤包括备料、下料、锻造、热处理和加工,将经过步骤(4)后的齿轮体通过数控车床和加工中心加工后,得到内齿轮成品,通过采用锻造余热等温退火工艺科会直接得到回火马氏体+残余奥氏体组织,这种组织经碳渗、淬火、回火后其回火马氏体以及奥氏体晶粒度均与正火处理的组织接近,符合生产技术要求,同时该工艺生产出的内齿轮硬度高、耐冲击、变形小、连接质量好,满足了工程机械及重型车辆的工况。
一种配对人字齿轮的定位方法和加工方法.pdf
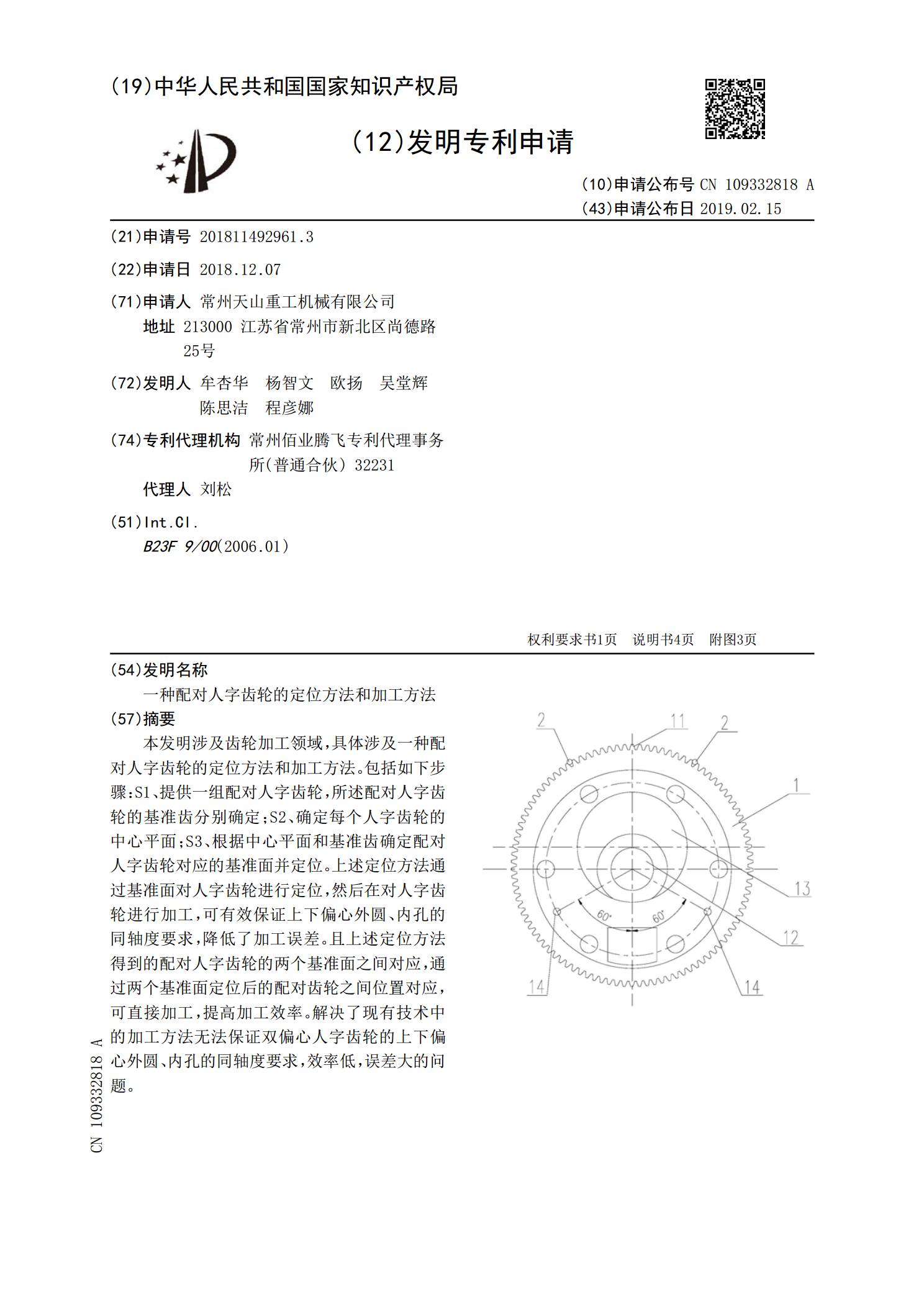
本发明涉及齿轮加工领域,具体涉及一种配对人字齿轮的定位方法和加工方法。包括如下步骤:S1、提供一组配对人字齿轮,所述配对人字齿轮的基准齿分别确定;S2、确定每个人字齿轮的中心平面;S3、根据中心平面和基准齿确定配对人字齿轮对应的基准面并定位。上述定位方法通过基准面对人字齿轮进行定位,然后在对人字齿轮进行加工,可有效保证上下偏心外圆、内孔的同轴度要求,降低了加工误差。且上述定位方法得到的配对人字齿轮的两个基准面之间对应,通过两个基准面定位后的配对齿轮之间位置对应,可直接加工,提高加工效率。解决了现有技术中的