
托辊轴毛刺打磨机构及方法.pdf

曦晨****22


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

托辊轴毛刺打磨机构及方法.pdf
本发明属于托辊轴生产加工设备领域,具体是一种托辊轴毛刺打磨机床上的一个托辊轴毛刺打磨机构及方法。解决了托辊轴毛刺打磨的问题,包括第一电机、减速器、第二减速电机、滑动座底板组件、打磨千叶轮、减速器安装拖板和轴固定架,减速器设置在减速器安装拖板上,第一电机安设在减速器上,减速器的输出轴安设有滑动座底板组件,滑动座底板组件上装设有可以径向调整滑动的磨头滑动座,磨头滑动座上固定有第二减速电机和安装有千叶轮的轴总成,第二减速电机输出轴上安装主动同步带轮,主动同步带轮通过同步带与从动同步带轮连接,从动同步带轮和打磨千
一种减速器轴加工用毛刺打磨装置及打磨方法.pdf
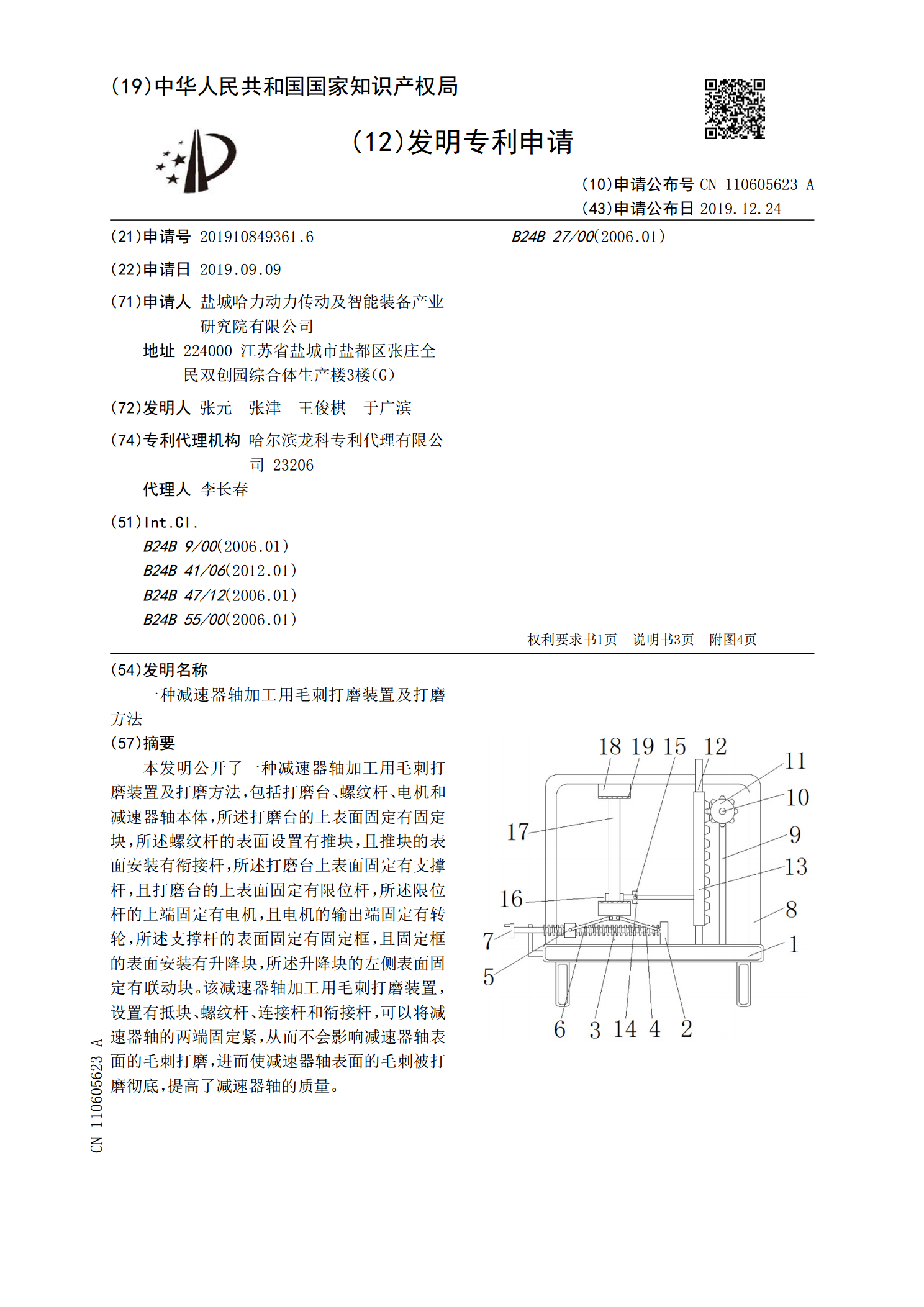
本发明公开了一种减速器轴加工用毛刺打磨装置及打磨方法,包括打磨台、螺纹杆、电机和减速器轴本体,所述打磨台的上表面固定有固定块,所述螺纹杆的表面设置有推块,且推块的表面安装有衔接杆,所述打磨台上表面固定有支撑杆,且打磨台的上表面固定有限位杆,所述限位杆的上端固定有电机,且电机的输出端固定有转轮,所述支撑杆的表面固定有固定框,且固定框的表面安装有升降块,所述升降块的左侧表面固定有联动块。该减速器轴加工用毛刺打磨装置,设置有抵块、螺纹杆、连接杆和衔接杆,可以将减速器轴的两端固定紧,从而不会影响减速器轴表面的毛刺

压毛刺机构及压毛刺方法.pdf
本发明公开了一种压毛刺机构,其包括连接架和可旋转地装设于连接架上的辊轮,辊轮用于对分条后的极片进行压毛刺,辊轮的宽度大于分条后的极片宽度。本发明还公开了一种压毛刺方法,其包括以下步骤:用分条机对极片进行分条;以及利用辊轮和分条机的导辊配合对极片的毛刺进行碾压。相对于现有技术,本发明利用辊轮与分条机上的导辊的配合,对分条后的极片的毛刺进行碾压,使得极片端面毛刺在数量和尺寸上都有了明显的降低,实现了对分条后极片的毛刺控制,改善了电池的安全性能和循环性能。

一种精密弹簧端部毛刺打磨机构.pdf
本发明公开了一种精密弹簧端部毛刺打磨机构,包括主体,主体的侧面固定连接有控制器,主体的上表面设置有保护盖,主体的下表面固定连接有支架,主体的下表面固定连接有电机;散热装置设置在主体的侧面,主体的上表面设置有稳固装置,主体的内壁设置有限制装置;限制装置包括放置板,放置板表面开设有若干孔洞;保护盖与放置板之间配合能够将待打磨的弹簧压缩至完全压缩状态。通过放置板和保护盖的共同限制,将弹簧保持完全压缩状态后被稳定固定在放置板表面的孔洞里,便于对弹簧底端的毛刺进行打磨,杜绝了因为弹簧限制不足,弹簧在打磨时产生不规则

钢线网篮端部毛刺打磨抛光设备及其打磨抛光方法.pdf
本发明公开了一种钢线网篮端部毛刺打磨抛光设备及其打磨抛光方法;属于钢线网篮打磨抛光技术领域;其技术要点包括打磨抛光单元、设置在打磨抛光单元侧边的搬运机器人和设置在搬运机器人侧边且与搬运机器人相配合的置物台,在打磨抛光单元上沿竖直方向由上至下依序间隔设有千叶轮、第一尼龙轮和第二尼龙轮;在千叶轮、第一尼龙轮和第二尼龙轮后侧的打磨抛光单元外围设有集尘罩,集尘罩连接有负压吸尘机构;打磨抛光时,依序经过千叶轮、第二尼龙轮和第一尼龙轮,完成打磨抛光;本发明旨在提供一种结构合理、工作效率高且使用方便的钢线网篮端部毛刺打