
一种超大宽厚比导电铜母排的挤压成型工艺.pdf

永香****能手


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超大宽厚比导电铜母排的挤压成型工艺.pdf
本发明公开了一种超大宽厚比导电铜母排的挤压成型工艺,包括以下步骤:步骤一、通过矫直辊牵引放线且进行矫直处理,使上引连铸铜材变得平直;步骤二、通过连续挤压成型机头中的挤压轮挤压推送上引连铸铜材,上引连铸铜材在连续挤压成型机头中摩擦受热提高流动性,然后使上引连铸铜材通过连续挤压成型机头中的连续挤压成型模具,上引连铸铜材在连续挤压成型模具的连续挤压成型通道中塑形;步骤三、将连续挤压成型的超大宽厚比导电铜母排浸入到冷却水中进行冷却清洗;步骤四、表面积水沥除并将超大宽厚比导电铜母排表面擦干;步骤五、切割超大宽厚比导

一种超大宽厚比大载荷导电铜母排生产方法.pdf
本发明公开了一种超大宽厚比大载荷导电铜母排生产方法,包括以下步骤:准备回收压缩铜料和电解铜板;将电解铜板和回收压缩铜料按照比例投料进行熔炼混合;使熔融铜水进入保温腔体中;通过冷却水系统进行冷却结晶;引拉上引连铸铜材打包成卷;通过矫直辊牵引放线且进行矫直处理,使上引连铸铜材变得平直;通过连续挤压成型机头中的挤压轮挤压推送上引连铸铜材,在连续挤压成型模具的连续挤压成型通道中塑形;将连续挤压成型的超大宽厚比导电铜母排浸入到冷却水中进行冷却清洗;表面积水沥除并将超大宽厚比导电铜母排表面擦干;切割后进行成捆打包。本
一种导电铜母排挤压成型卷绕系统.pdf
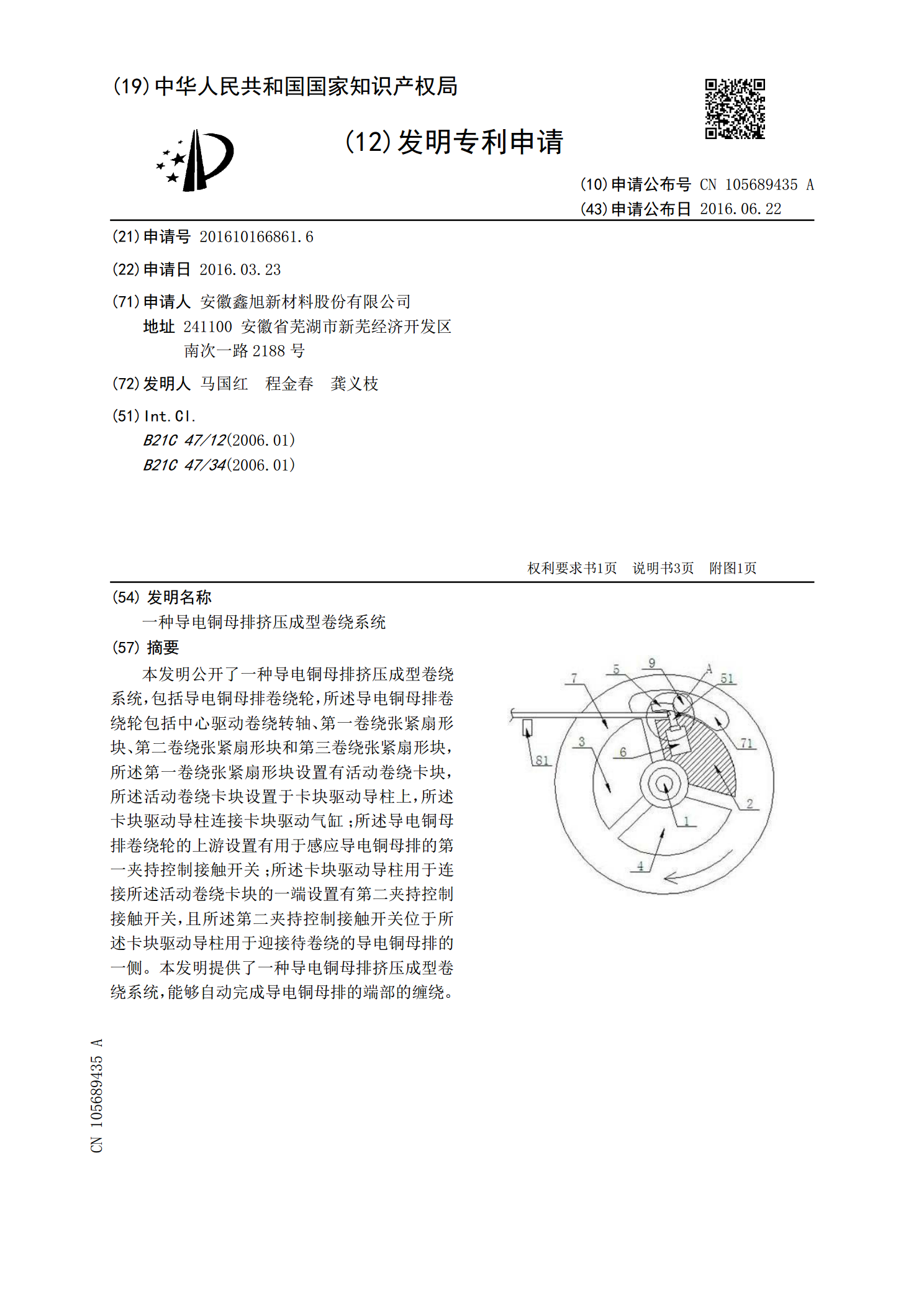
本发明公开了一种导电铜母排挤压成型卷绕系统,包括导电铜母排卷绕轮,所述导电铜母排卷绕轮包括中心驱动卷绕转轴、第一卷绕张紧扇形块、第二卷绕张紧扇形块和第三卷绕张紧扇形块,所述第一卷绕张紧扇形块设置有活动卷绕卡块,所述活动卷绕卡块设置于卡块驱动导柱上,所述卡块驱动导柱连接卡块驱动气缸;所述导电铜母排卷绕轮的上游设置有用于感应导电铜母排的第一夹持控制接触开关;所述卡块驱动导柱用于连接所述活动卷绕卡块的一端设置有第二夹持控制接触开关,且所述第二夹持控制接触开关位于所述卡块驱动导柱用于迎接待卷绕的导电铜母排的一侧。
一种大载荷单晶导电铜母排的生产工艺.pdf
本发明公开了一种大载荷单晶导电铜母排的生产工艺,包括以下步骤:将电解铜原料投放入封闭混合熔料炉中进行熔炼,然后投入微量添加组分,熔炼40~50分钟;向封闭混合熔料炉通氮气和一氧化碳的混合气体,将熔融混合物转移至上引连铸熔料炉中,通过虹吸作用使熔融混合物进入到上引连铸结晶器中,通过引拉装置将上引连铸结晶器中已结晶的导电铜杆从上引连铸结晶器的顶部引出,在单晶导电铜杆的表面均匀涂布抗氧化油脂,然后将涂布了抗氧化油脂的单晶导电铜杆送入到预热腔内,预热后输送至连续挤压成型机头中,制得单晶导电铜母排后浸入到抗氧化油脂
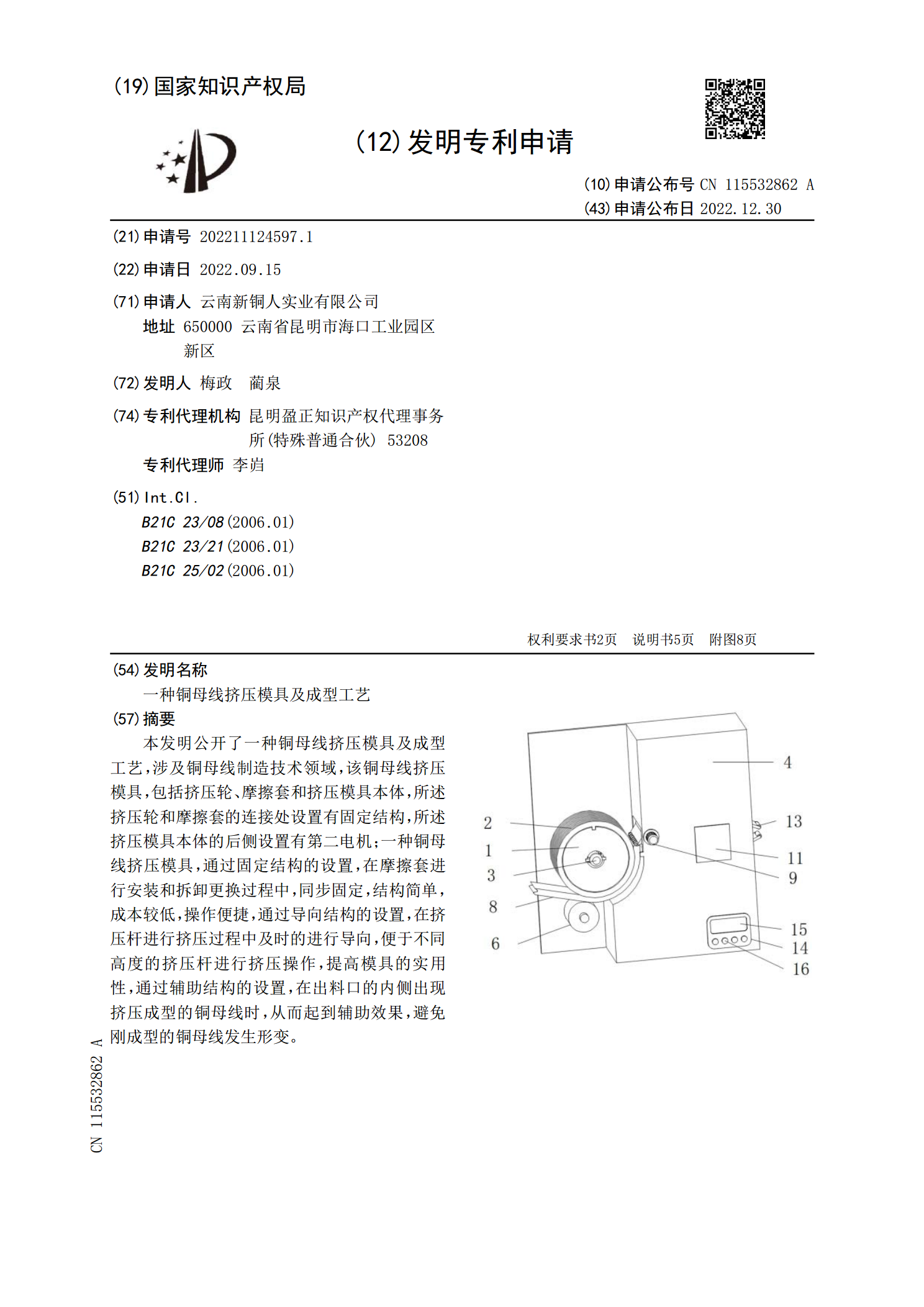
一种铜母线挤压模具及成型工艺.pdf
本发明公开了一种铜母线挤压模具及成型工艺,涉及铜母线制造技术领域,该铜母线挤压模具,包括挤压轮、摩擦套和挤压模具本体,所述挤压轮和摩擦套的连接处设置有固定结构,所述挤压模具本体的后侧设置有第二电机;一种铜母线挤压模具,通过固定结构的设置,在摩擦套进行安装和拆卸更换过程中,同步固定,结构简单,成本较低,操作便捷,通过导向结构的设置,在挤压杆进行挤压过程中及时的进行导向,便于不同高度的挤压杆进行挤压操作,提高模具的实用性,通过辅助结构的设置,在出料口的内侧出现挤压成型的铜母线时,从而起到辅助效果,避免刚成型的