
胎侧胶出型工艺.pdf

春景****23

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
胎侧胶出型工艺.pdf
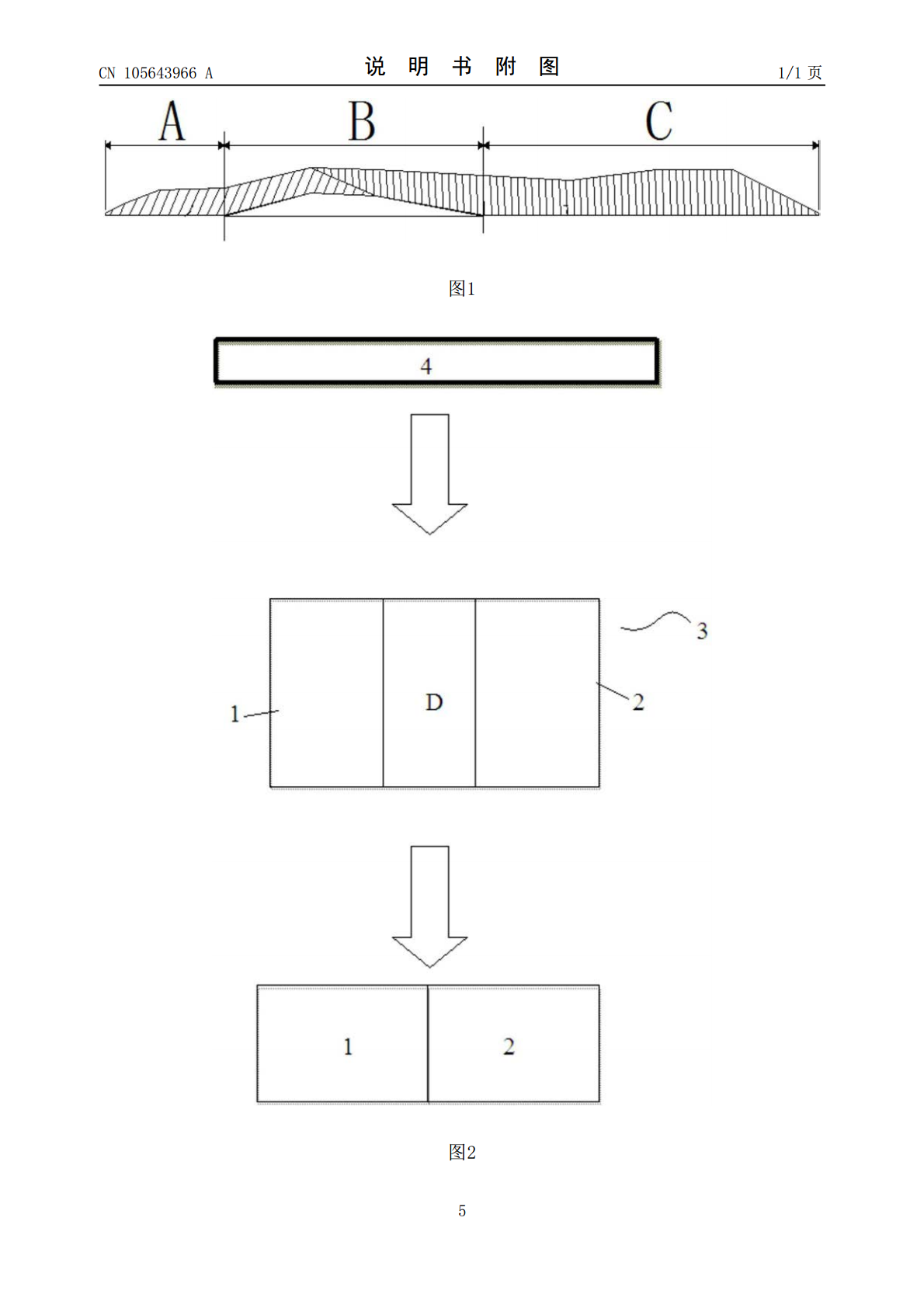
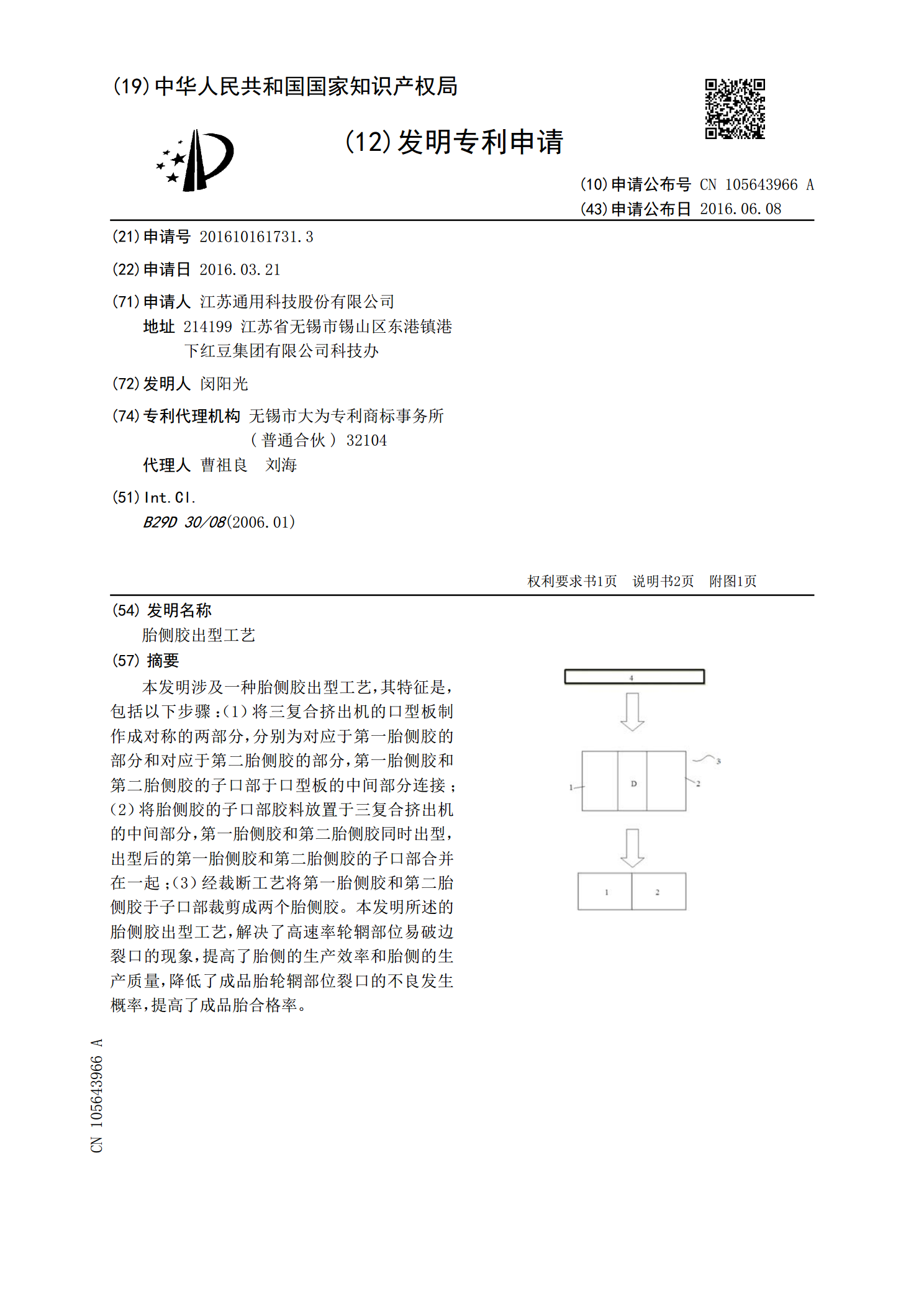
本发明涉及一种胎侧胶出型工艺,其特征是,包括以下步骤:(1)将三复合挤出机的口型板制作成对称的两部分,分别为对应于第一胎侧胶的部分和对应于第二胎侧胶的部分,第一胎侧胶和第二胎侧胶的子口部于口型板的中间部分连接;(2)将胎侧胶的子口部胶料放置于三复合挤出机的中间部分,第一胎侧胶和第二胎侧胶同时出型,出型后的第一胎侧胶和第二胎侧胶的子口部合并在一起;(3)经裁断工艺将第一胎侧胶和第二胎侧胶于子口部裁剪成两个胎侧胶。本发明所述的胎侧胶出型工艺,解决了高速率轮辋部位易破边裂口的现象,提高了胎侧的生产效率和胎侧的生

全钢子午胎胎侧胶.pdf
本发明公开了一种全钢子午胎胎侧胶,按重量份计由下述组分构成:丁苯胶,100份;炭黑,40~70份;芳烃油,2~12份;间苯二酚,2~4份;C5石油树脂,6~12份;轮胎再生胶,0~20份;氧化锌,4~10份;硬脂酸,1~3份;防护蜡,1~3份;防老体系,2~7份;硫化剂,0.5~2份;促进剂体系,1.4~2.5份。采用上述配方制得的胎侧胶,在具有优良的耐屈挠性能、优异的耐热氧老化性能特点的同时,可获得在门尼粘度值、胎体粘合性之间的优良平衡,还具有混炼时间短的特性。

环保型丁苯胶SBR1500E在工程机械轮胎胎面胶和胎侧胶中的应用.docx
环保型丁苯胶SBR1500E在工程机械轮胎胎面胶和胎侧胶中的应用环保型丁苯胶SBR1500E在工程机械轮胎胎面胶和胎侧胶中的应用随着工程机械行业的快速发展,工程机械轮胎的需求也越来越大。然而,作为汽车行业的一个分支,工程机械轮胎的制造也需要考虑环保因素。这时,环保型丁苯胶SBR1500E成为了一种非常重要的材料,因为它能够替代传统的化学胶水,从而减少对环境的危害。本文将就环保型丁苯胶SBR1500E在工程机械轮胎胎面胶和胎侧胶中的应用进行探讨。一、环保型丁苯胶SBR1500E的特点环保型丁苯胶SBR150

胎侧耐划伤防护型子午线轮胎高渗胶型模具侧板.pdf
本发明涉及一种胎侧耐划伤防护型子午线轮胎高渗胶型模具侧板,属于模具领域。设有侧板,其特征在于,侧板包括内侧板及外侧板,内侧板与外侧板基于轮辋点为基准点的内外轮廓平衡设置,内侧板及外侧板的胎肩处采用上下两排的胎肩上排格栅凹槽与胎肩下排格栅凹槽,胎肩上排格栅凹槽与胎肩下排格栅凹槽错位设置,胎肩上排格栅凹槽与胎肩下排格栅凹槽上侧、中间及下侧分别设置有梯型胎肩上排水凸线、梯型胎肩中排水凸线及梯型胎肩下排水凸线,内侧板及外侧板的胎圈处采用单排的梯型胎圈格栅凹槽,梯型胎圈格栅凹槽两侧分别设有梯型胎圈上排水凸线及梯型胎
轮胎胎侧胶部件的制造方法.pdf
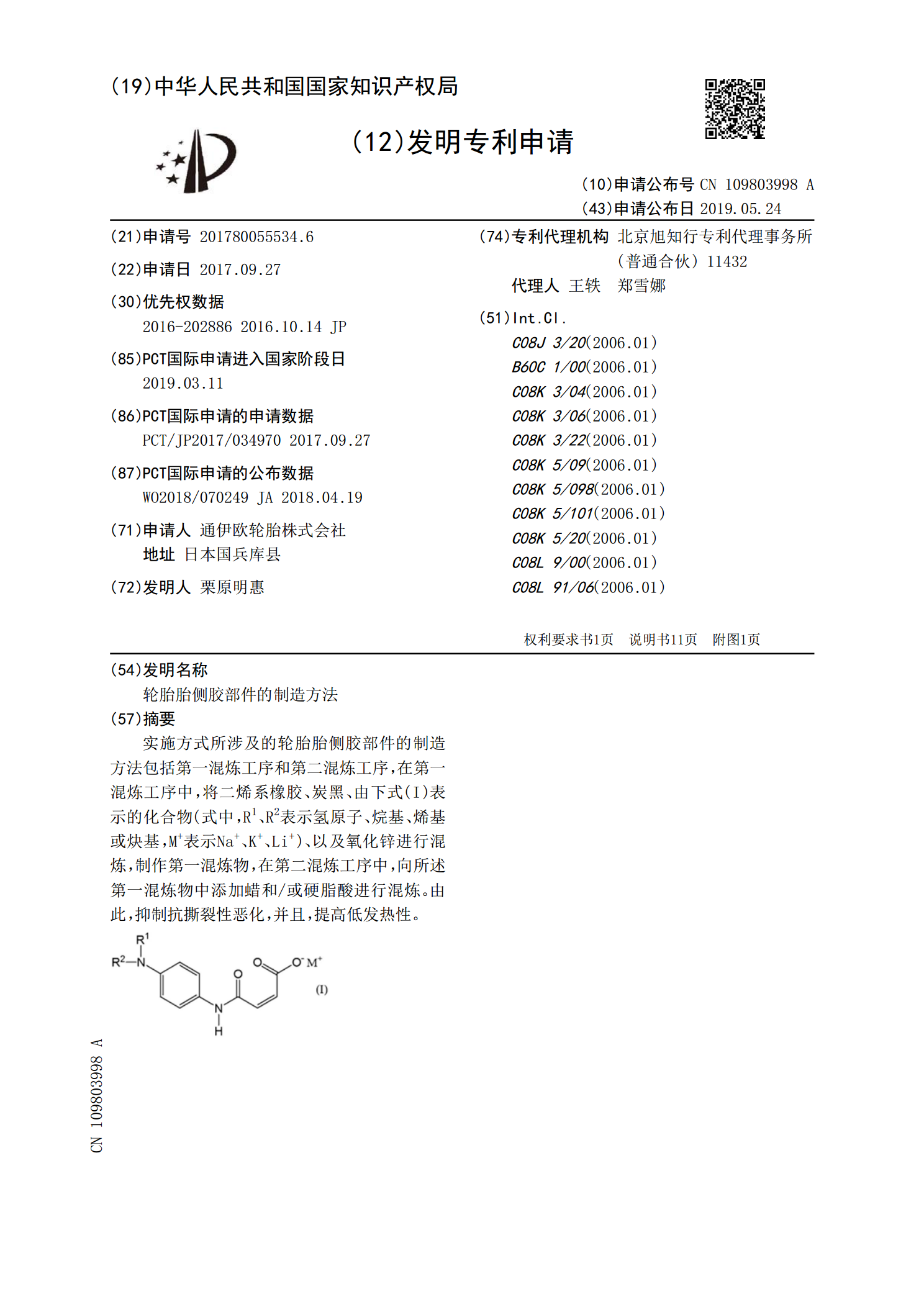
实施方式所涉及的轮胎胎侧胶部件的制造方法包括第一混炼工序和第二混炼工序,在第一混炼工序中,将二烯系橡胶、炭黑、由下式(I)表示的化合物(式中,R