
一种液氮冷却装置及其装配方法.pdf

一吃****书竹


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种液氮冷却装置及其装配方法.pdf
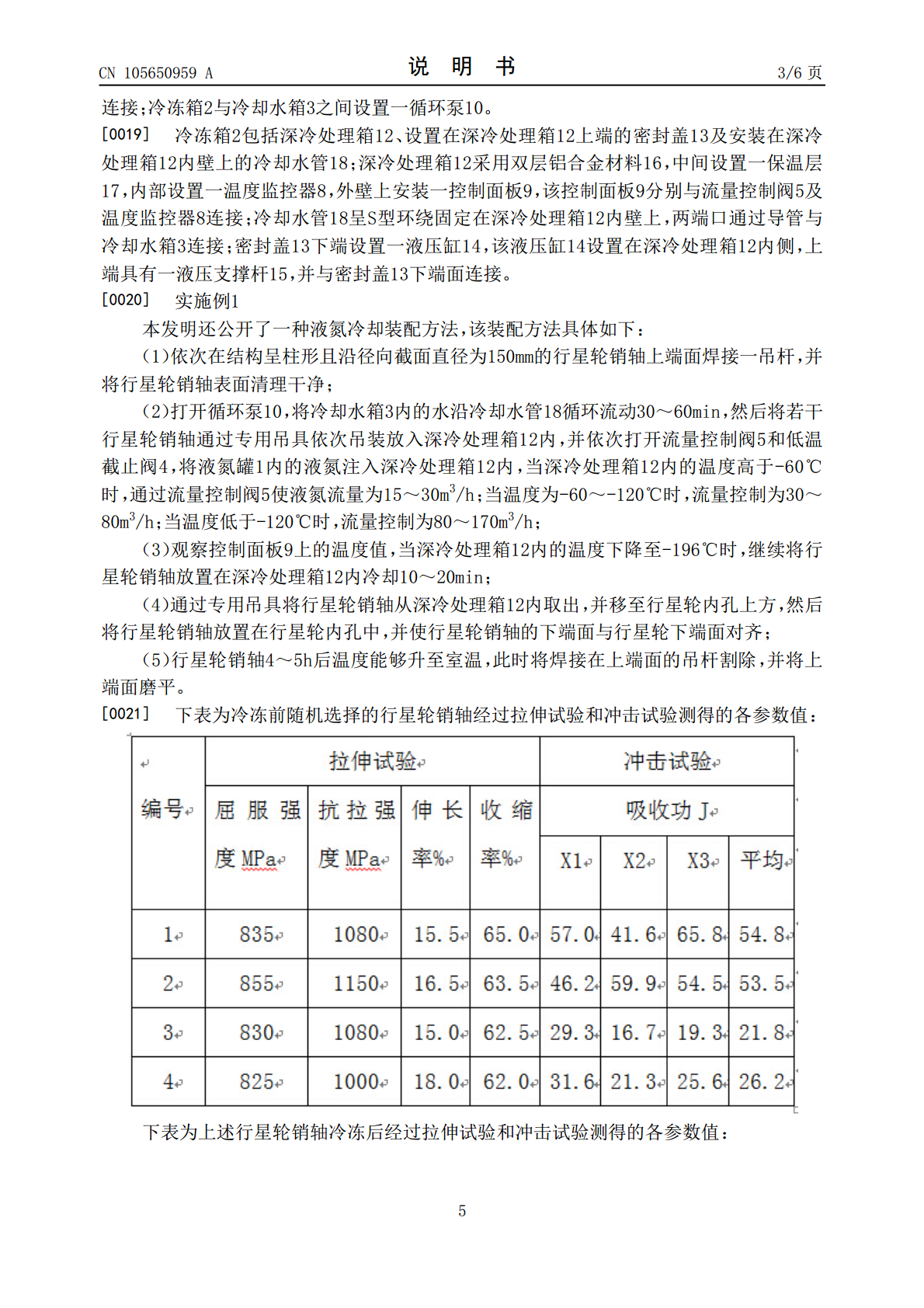
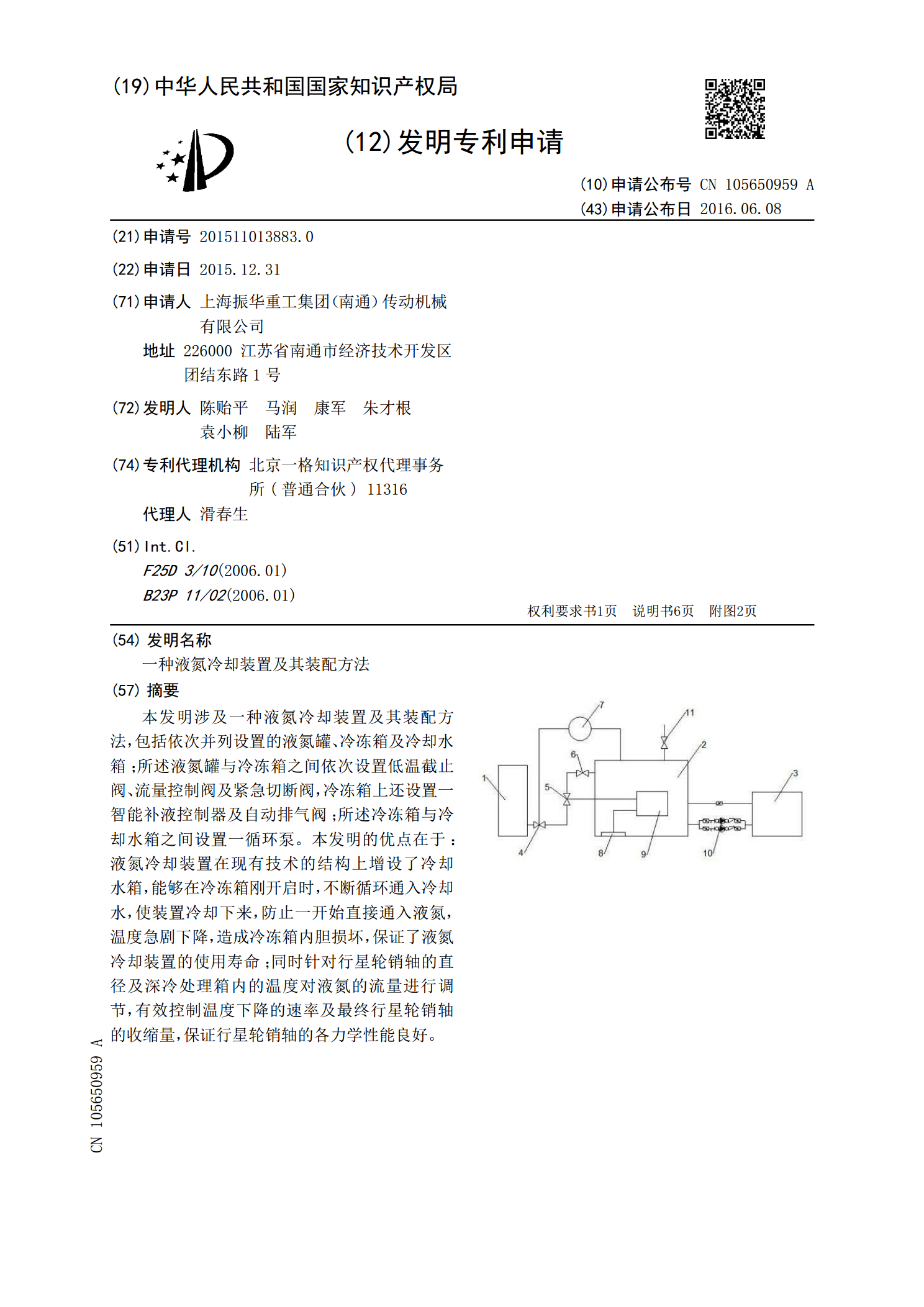
本发明涉及一种液氮冷却装置及其装配方法,包括依次并列设置的液氮罐、冷冻箱及冷却水箱;所述液氮罐与冷冻箱之间依次设置低温截止阀、流量控制阀及紧急切断阀,冷冻箱上还设置一智能补液控制器及自动排气阀;所述冷冻箱与冷却水箱之间设置一循环泵。本发明的优点在于:液氮冷却装置在现有技术的结构上增设了冷却水箱,能够在冷冻箱刚开启时,不断循环通入冷却水,使装置冷却下来,防止一开始直接通入液氮,温度急剧下降,造成冷冻箱内胆损坏,保证了液氮冷却装置的使用寿命;同时针对行星轮销轴的直径及深冷处理箱内的温度对液氮的流量进行调节,有

一种大型工件过盈配合的冷却装置及其装配方法.pdf
本发明提供了一种大型工件过盈配合的冷却装置,包括液氮罐和冷却箱,液氮罐内的液氮通过管道输送至冷却箱,其特征在于:所述管道上设置有液氮汽化装置,冷却箱内的冷却介质是液氮汽化后的低温气体,冷却箱的底部设置有放置被包容件的安装台,冷却箱内的液氮液面低于安装台的台面。本发明可以实现外形尺寸较大、结构复杂、外形不均匀的异型被包容件的可控制式冷却,使其冷却尺寸收缩达到装配要求,能有效避免急速降温导致轴承材料性质改变,从而避免被包容件损坏;冷却过程安全可靠、操控性强;本发明耗时短、效率高,过盈装配效果好、不会出现卡死、
一种液氮倾倒装置及其倾倒方法.pdf
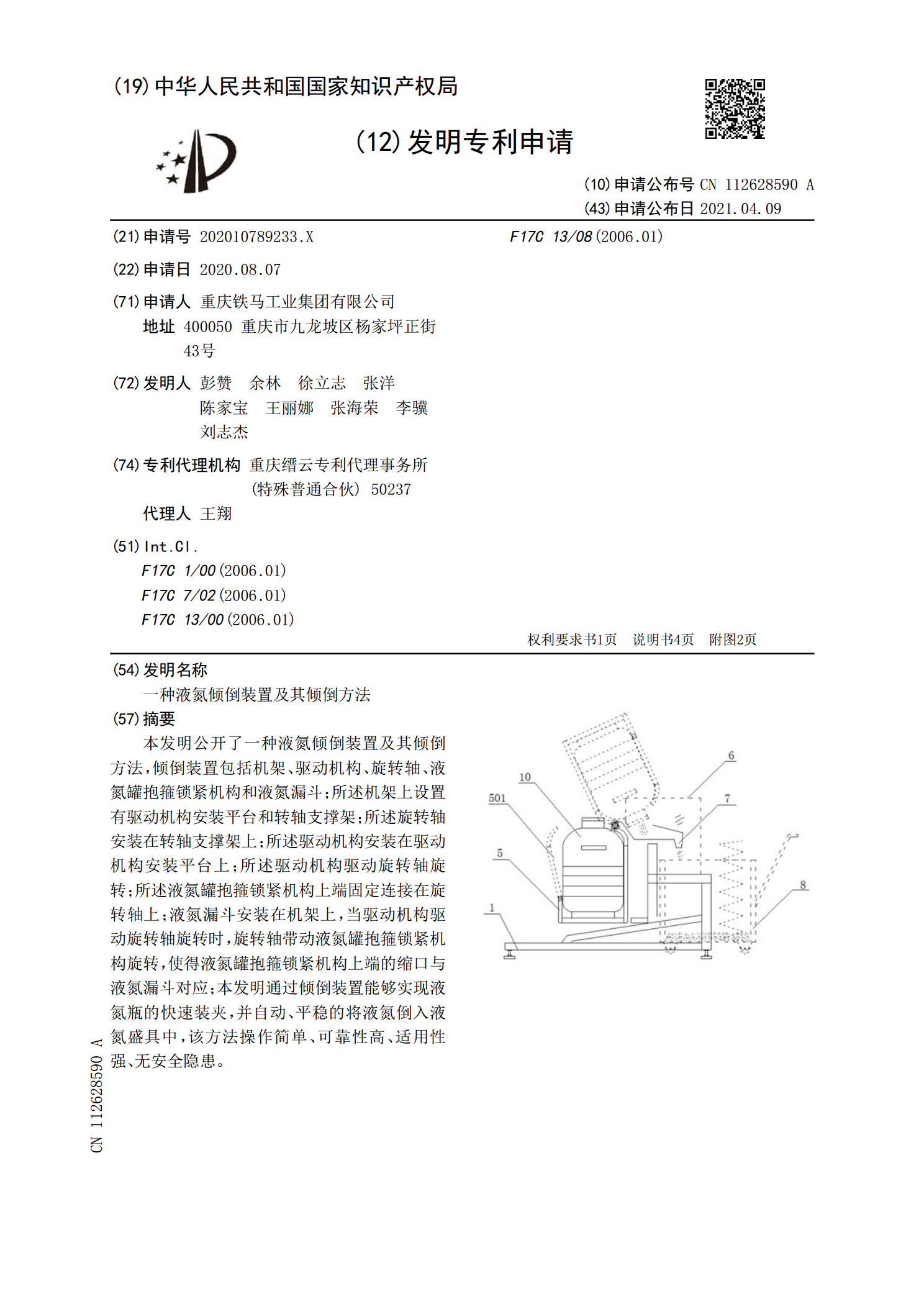
本发明公开了一种液氮倾倒装置及其倾倒方法,倾倒装置包括机架、驱动机构、旋转轴、液氮罐抱箍锁紧机构和液氮漏斗;所述机架上设置有驱动机构安装平台和转轴支撑架;所述旋转轴安装在转轴支撑架上;所述驱动机构安装在驱动机构安装平台上;所述驱动机构驱动旋转轴旋转;所述液氮罐抱箍锁紧机构上端固定连接在旋转轴上;液氮漏斗安装在机架上,当驱动机构驱动旋转轴旋转时,旋转轴带动液氮罐抱箍锁紧机构旋转,使得液氮罐抱箍锁紧机构上端的缩口与液氮漏斗对应;本发明通过倾倒装置能够实现液氮瓶的快速装夹,并自动、平稳的将液氮倒入液氮盛具中,该

一种高温烟气的冷却装置及其冷却方法.pdf
本发明公开一种高温烟气的冷却装置,包括反应炉和降温箱,所述反应炉上设置有烟气管道,所述烟气管道两端分别与反应炉和降温箱螺栓连接,所述烟气管道上设置有引风机,所述引风机与烟气管道固定连接,所述降温箱内设置有降温风扇,所述降温风扇下面设置有底座,所述降温风扇通过底座与降温箱螺栓连接,所述降温箱上面设置有排烟管,所述排烟管与降温箱相连通,所述排烟管与降温箱螺栓连接,所述排烟管上设置有第一电磁阀和温度传感器,所述第一电磁阀和温度传感器均与排烟管固定连接,所述降温箱上面设置有控制装置,所述降温风扇、第一电磁阀和温度

一种镀膜机液氮旋转冷却装置.pdf
本发明公开了一种镀膜机液氮旋转冷却装置,从上到下依次包括液氮旋转装置、支撑螺杆、真空密封装置、空心管、基片台,液氮旋转装置的外壳和真空密封装置的外壳通过支撑螺杆相连;在液氮旋转装置和真空密封装置的中间轴之间设置有连接体、大齿轮,大齿轮位于连接体下部并和连接体螺栓连接,真空密封装置外壳上固定有电机座,所述电机座上设置有电机,通过小齿轮、皮带连接到大齿轮;大齿轮与穿过真空密封装置的空心管焊接,空心管中设置有冷却管,冷却管上部与液氮旋转装置相连接,下部与基片台相连。本发明通过电机驱动中间轴做旋转运动,实现基片台