
轮装制动盘的制造方法和装置及由此制得的轮装制动盘.pdf

飞飙****ng

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮装制动盘的制造方法和装置及由此制得的轮装制动盘.pdf
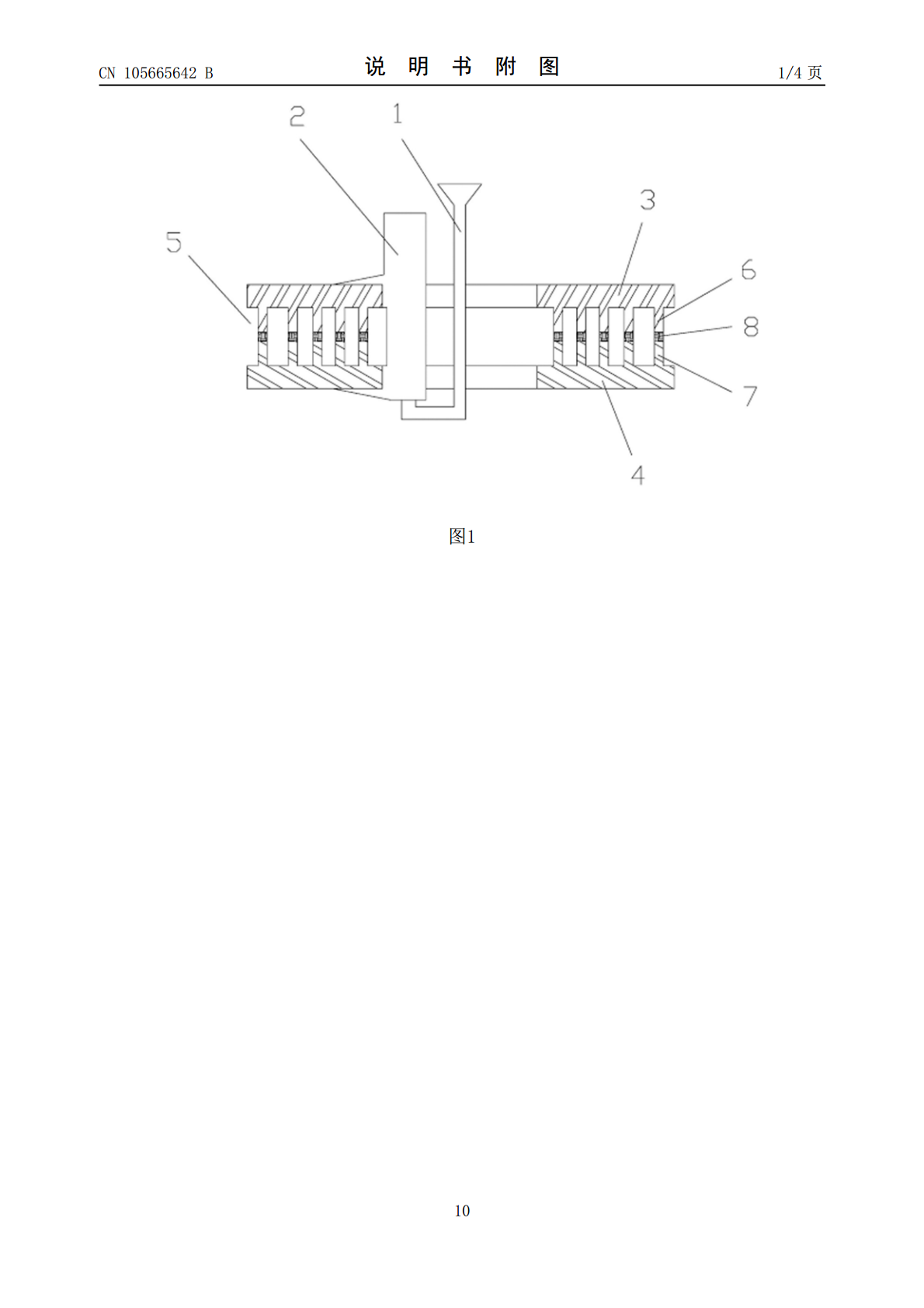
本发明涉及一种轮装制动盘的制造方法,包括以下步骤:制作铸造装置,制作型芯,合箱,熔炼浇注,打箱落砂并清理,对铸件进行粗加工、热处理和精加工,将两个轮装制动盘对接在一起进行合体制造,形成合体铸件,再将合体铸件分离成两个独立的轮装制动盘。本发明还涉及一种轮装制动盘的制造装置,包括浇注系统和补缩系统,所述浇注系统包括浇口杯、直浇道、横浇道、内浇道和整流过滤装置,所述补缩系统包括冒口和补贴;还包括轮装制动盘Ⅰ和轮装制动盘Ⅱ,轮装制动盘Ⅰ与轮装制动盘Ⅱ对接在一起形成合体铸件。该制造方法和装置解决了轮装制动盘因筋板底

轮装制动盘的生产方法及应用该方法制得的轮装制动盘.pdf
本发明涉及一种轮装制动盘的生产方法及应用该方法制得的轮装制动盘,在轮装制动盘的铸造过程中,在制动盘散热面的散热筋顶面增加一整体的环状筋板,环状筋板与制动盘一次铸造成型,将散热筋顶面逐一联接起来,形成一个稳固的、上下面双环设置的环状框架结构,完成浇铸后的冷却凝固过程中,散热筋顶面的环状筋板先凝固,用于固定散热筋,使得铸件冷却时收缩率明显均匀,避免因铸件几何尺寸不对称产生翘曲变形;同时将制动盘的摩擦面的加工余量顶设计成锥面,增大了铸件变形的阻力,使铸件保持稳定收缩,冷却成型后通过机加工去除环状筋板,并将摩擦面

轮装制动盘装置.pdf
本发明提供了一种轮装制动盘装置,其包括:内摩擦环和外摩擦环,沿内摩擦环径向由内至外间隔设有至少两组呈环形的内安装孔组,每一内安装孔组均由沿环向均匀间隔设置的多个内安装孔构成;沿外摩擦环的径向由内至外间隔设有至少两组呈环形的外安装孔组,每一外安装孔组均由沿环向均匀间隔设置的多个外安装孔构成,各外安装孔与各内安装孔的数量相等且分别对位设置;各对位设置的内安装孔与外安装孔均贯穿有螺栓,螺栓旋接有螺母,且螺栓以及与该螺栓配合的螺母均嵌入外摩擦环与内摩擦环之间。本发明提供的轮装制动盘装置,很好的控制了内摩擦盘和外摩
轮装式制动盘装置.pdf
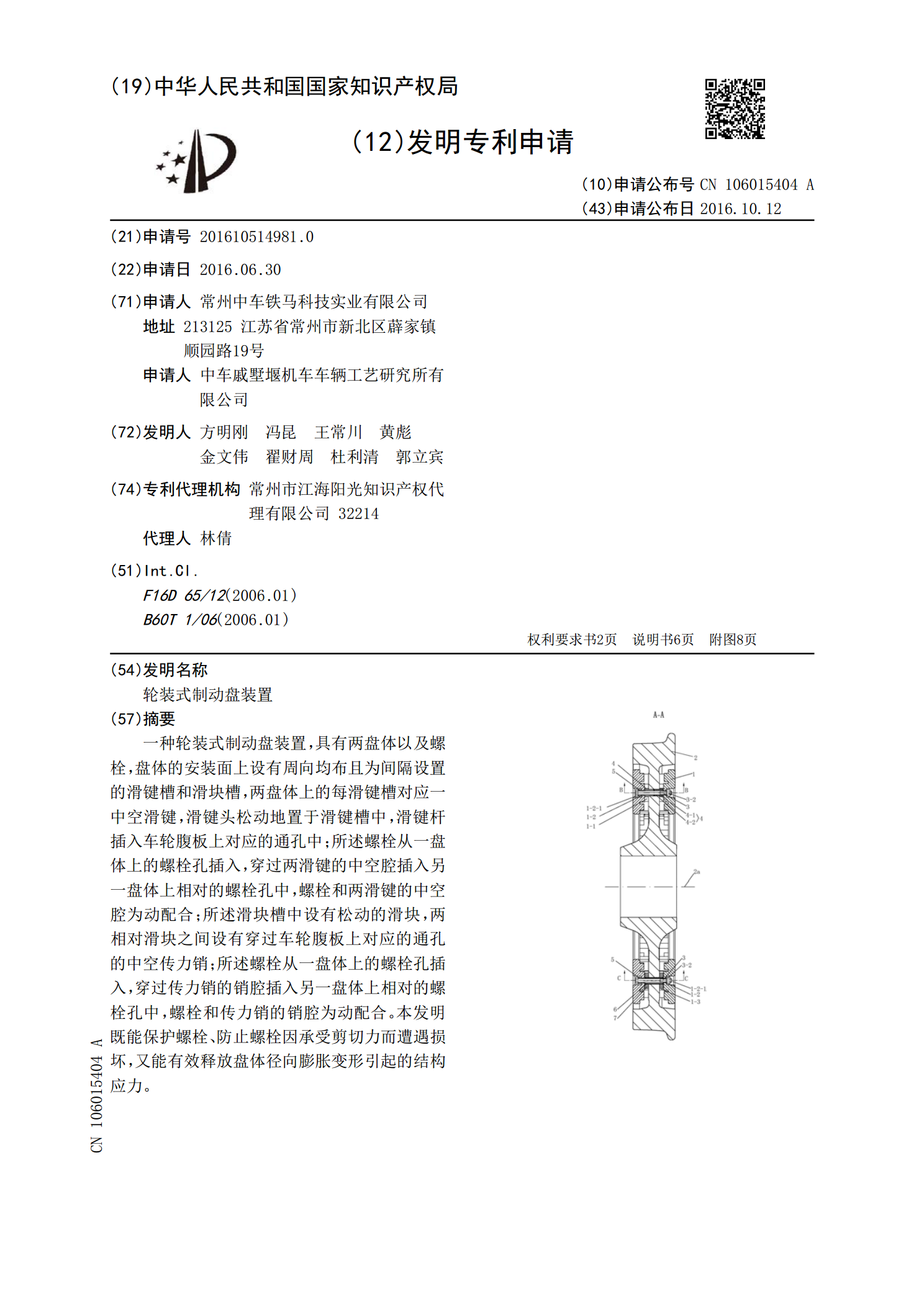
一种轮装式制动盘装置,具有两盘体以及螺栓,盘体的安装面上设有周向均布且为间隔设置的滑键槽和滑块槽,两盘体上的每滑键槽对应一中空滑键,滑键头松动地置于滑键槽中,滑键杆插入车轮腹板上对应的通孔中;所述螺栓从一盘体上的螺栓孔插入,穿过两滑键的中空腔插入另一盘体上相对的螺栓孔中,螺栓和两滑键的中空腔为动配合;所述滑块槽中设有松动的滑块,两相对滑块之间设有穿过车轮腹板上对应的通孔的中空传力销;所述螺栓从一盘体上的螺栓孔插入,穿过传力销的销腔插入另一盘体上相对的螺栓孔中,螺栓和传力销的销腔为动配合。本发明既能保护螺栓

轴装制动盘的生产方法及应用该方法制得的轴装制动盘.pdf
本发明涉及一种轴装制动盘的生产方法及应用该方法制得的轴装制动盘,在轴装制动盘铸造过程中,将轴装制动盘整体设置在下箱内,上箱只保留轴装制动盘的摩擦面外侧的加工余量顶和冒口,将上箱、下箱的分型面设置在轴装制动盘的摩擦面的外侧加工余量顶处,可以避免错型错芯对轴装制动盘中间的散热筋造成影响。同时将摩擦面外侧的加工余量顶都设计成锥面,增大了铸件变形的阻力,使铸件保持稳定收缩,冷却成型后通过机加工将轴装制动盘的摩擦面的加工余量顶加工成平面,对铸件结构形状没有任何影响;采用一型两件的铸造模具,用一个浇注系统一次浇注两个