
齿轮齿形加工液压胀套式工装.pdf

猫巷****晓容

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮齿形加工液压胀套式工装.pdf
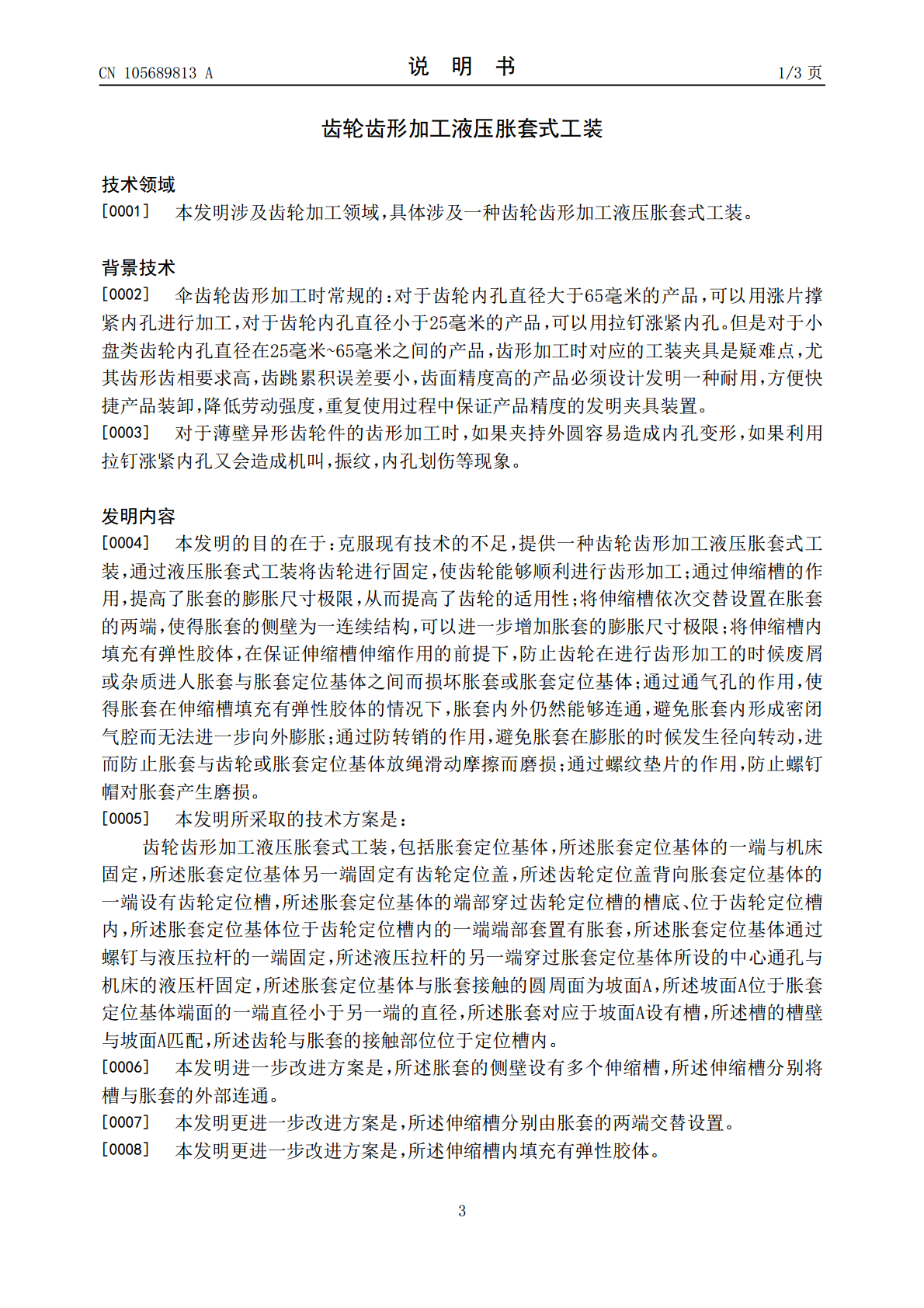
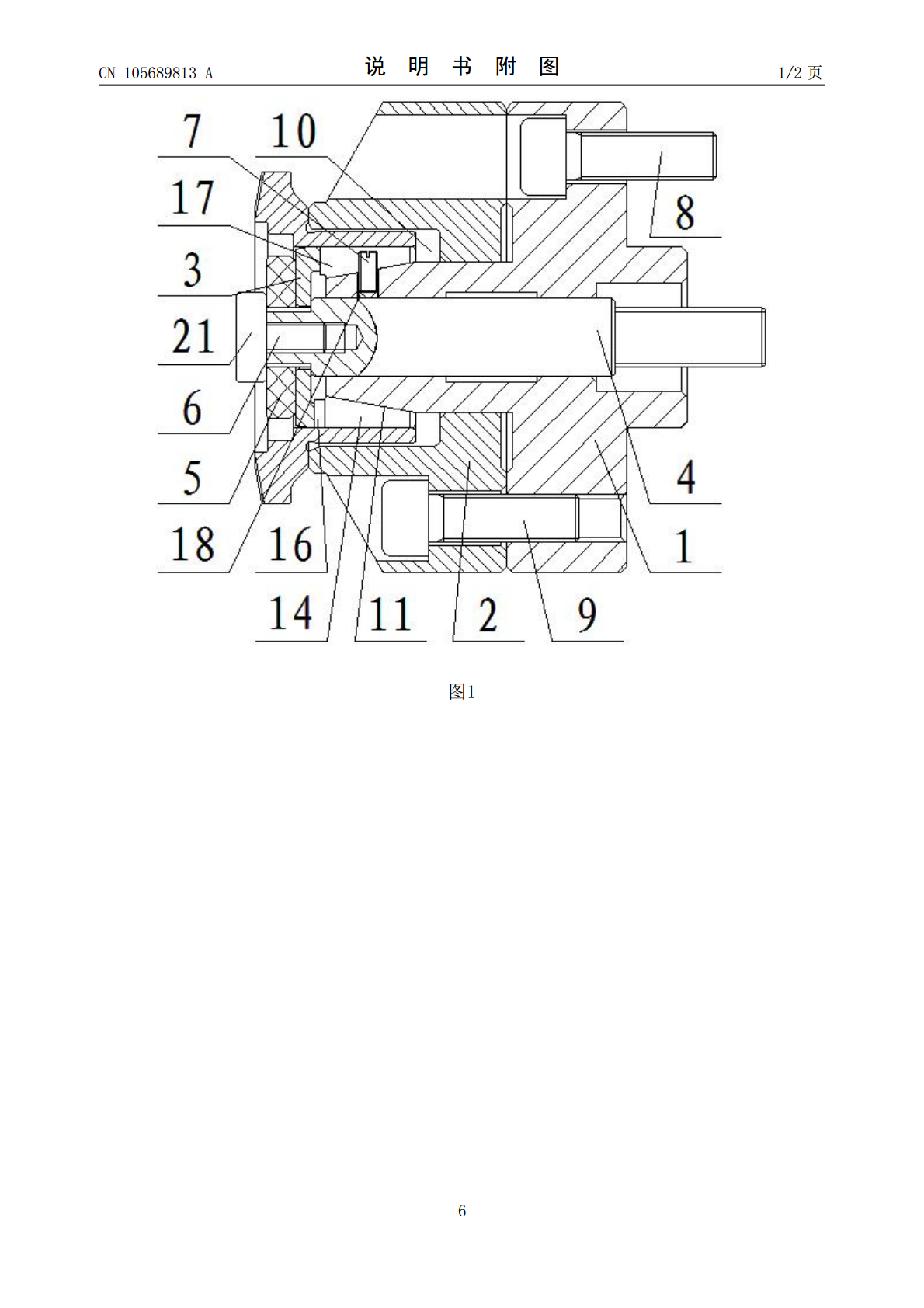
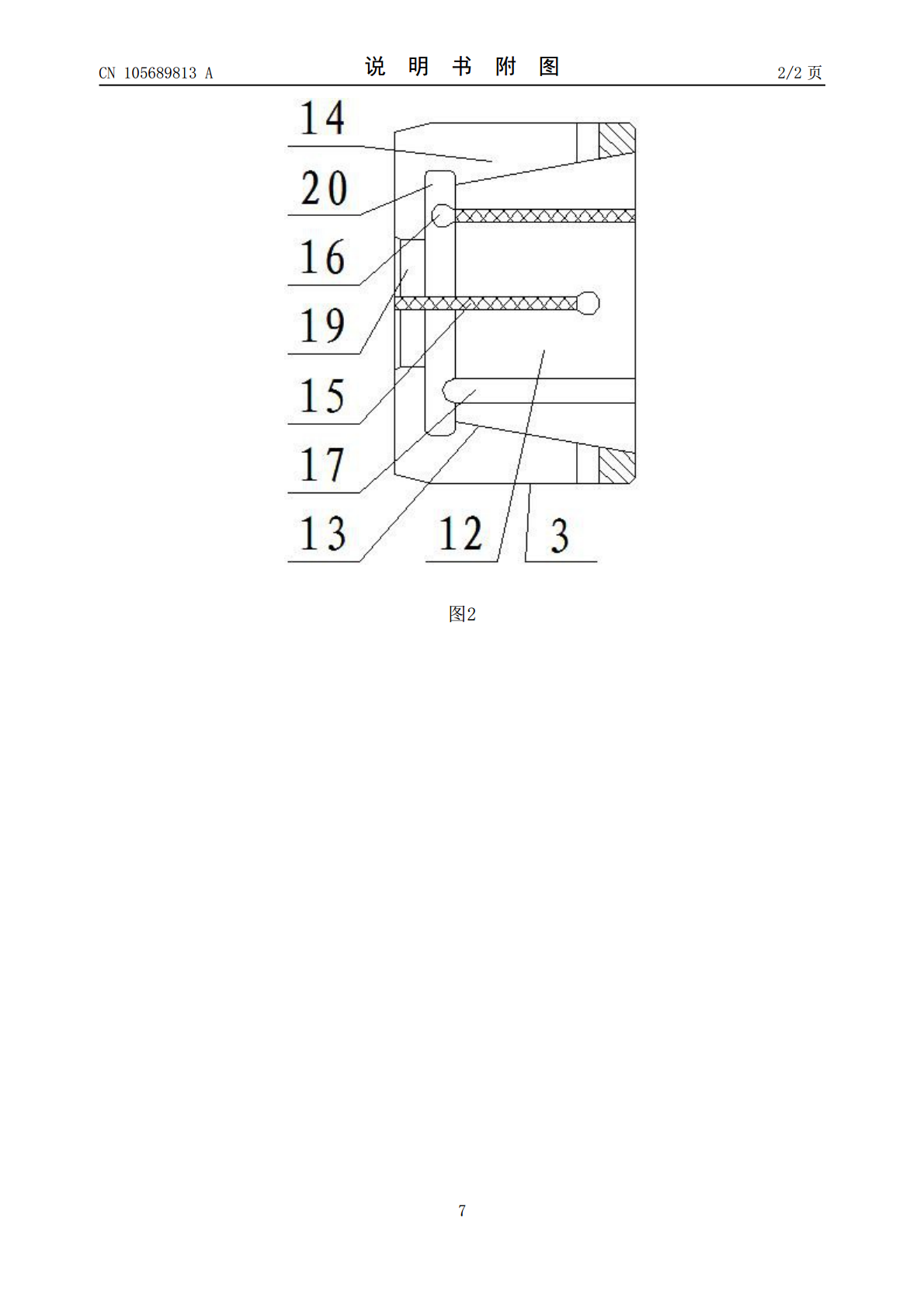
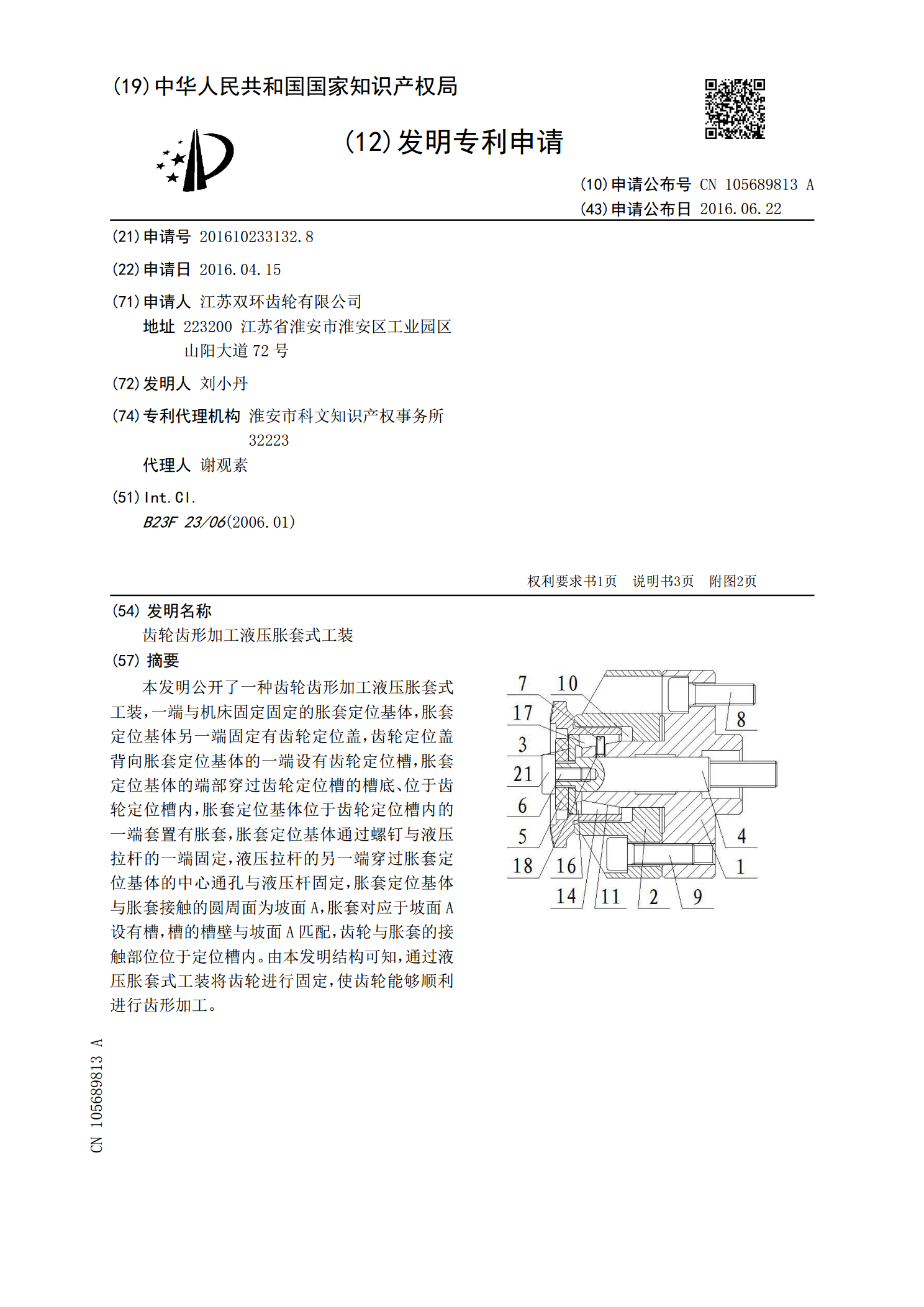
本发明公开了一种齿轮齿形加工液压胀套式工装,一端与机床固定固定的胀套定位基体,胀套定位基体另一端固定有齿轮定位盖,齿轮定位盖背向胀套定位基体的一端设有齿轮定位槽,胀套定位基体的端部穿过齿轮定位槽的槽底、位于齿轮定位槽内,胀套定位基体位于齿轮定位槽内的一端套置有胀套,胀套定位基体通过螺钉与液压拉杆的一端固定,液压拉杆的另一端穿过胀套定位基体的中心通孔与液压杆固定,胀套定位基体与胀套接触的圆周面为坡面A,胀套对应于坡面A设有槽,槽的槽壁与坡面A匹配,齿轮与胀套的接触部位位于定位槽内。由本发明结构可知,通过液压

车床车削加工内胀式工装.pdf
本发明公开了车床车削加工内胀式工装,其结构包括加固移动机构、抓取夹固定座、抓取夹、模具槽口、模具槽、刻印头、刻印底座、固定底座、安装孔、安装扣,加固移动机构设于模具槽前端面,模具槽和加固移动机构采用间隙配合,加固移动机构由传动装置、按压装置、移动装置、加固装置、固定杆、封闭阀门、活塞装置、动力装置、发条装置、支撑滑板组成,传动装置底部设有移动装置,移动装置和传动装置相互啮合,移动装置中部顶端设有发条装置,发条装置和移动装置采用间隙配合,装置能够对材料进行加固从而增加材料的稳定性,能够有效的防止了材料加工损

齿轮齿形的加工.pptx
第二节齿轮齿形的加工一、齿轮的基本知识齿轮的分类齿轮和齿轮副的种类2、渐开线的形成及其特征3、分度圆、模数、压力角齿轮齿数是Z,分度圆直径是d,齿距P与齿数Z之间的关系为:渐开线齿形上任一点K的法向力F与其速度vk之间所夹的锐角,称为K点的压力角αk。渐开线上各点的压力角是不相同的。通常所说的压力角是指分度圆上A点处的压力角,用α表示(α=20°)由此可得基圆直径rb和分度圆直径r的关系为:rb=cosα·r=cos20·r≈0.94r模数和压力角是直齿圆柱齿轮的两个基本参数。模数m是周节P与π之比,即m

齿轮齿形加工汇总.pptx
齿轮齿形加工成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程1.加工直齿圆柱齿轮时的运动分析2.加工斜齿圆柱齿轮时的运动分析实际上必须用合成机构把展成运动要求工件转动B12和差动链要求工件附加转动B22迭加起来,然后再传给工作台。(4)滚刀的安装安装角δ取决于滚刀螺旋升角λ0、旋向及齿轮螺旋角β、旋向。二者同向时δ=β-λ0;二者反向时δ=β+λ0右旋滚刀如图左旋相反(三)Y3150E滚齿机1.机床的特点及用途能加工工件最大直径为500mm,最大模数为8.(1)主运动传动链电动机→主
齿轮齿形加工方法.pptx
齿轮齿形的加工4.5.2常用的齿轮加工方法Y3150E型滚齿机1—床身2—立柱3—刀架溜板4—刀杆5—刀架体6—支架7—心轴8—后立柱9—工作台10—床鞍范成法磨齿