
齿轮齿形加工汇总.pptx

胜利****实阿


1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮齿形加工汇总.pptx
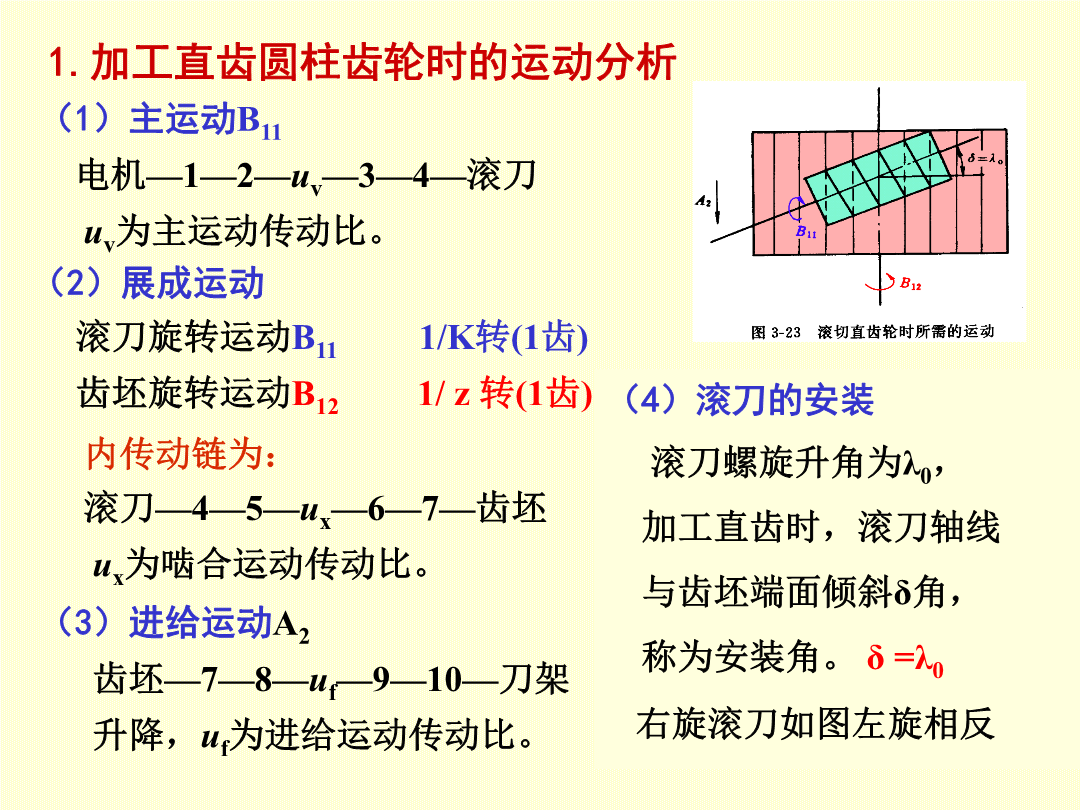
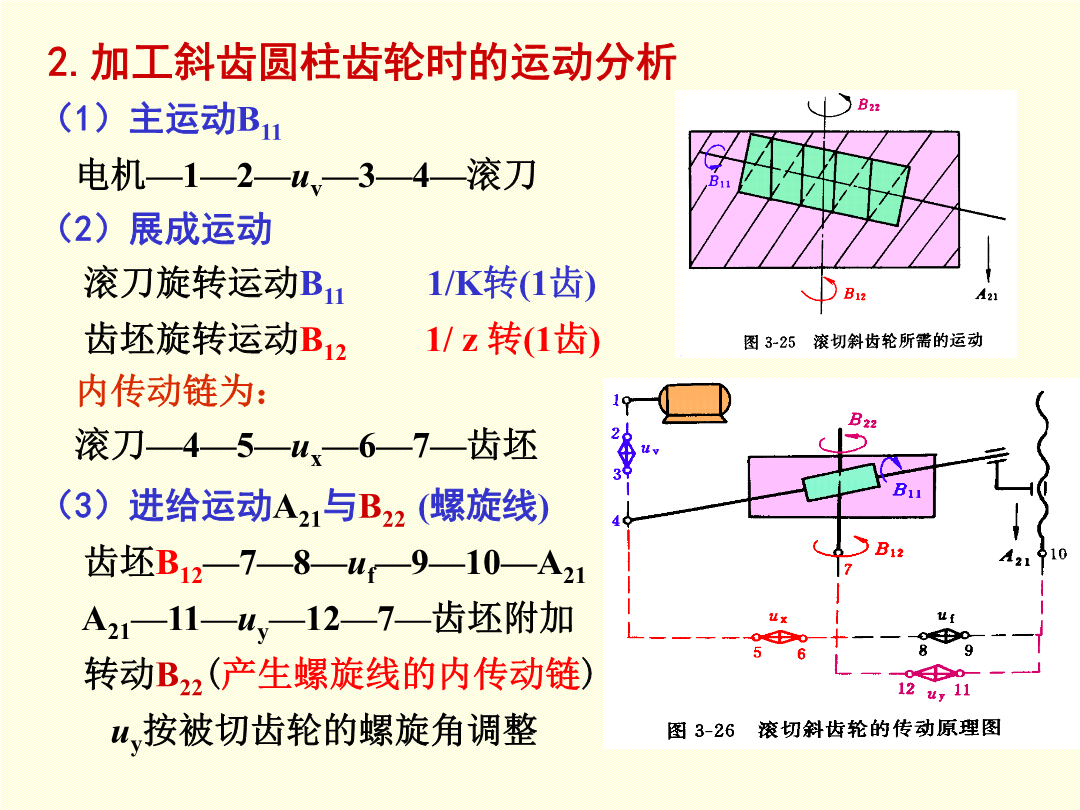
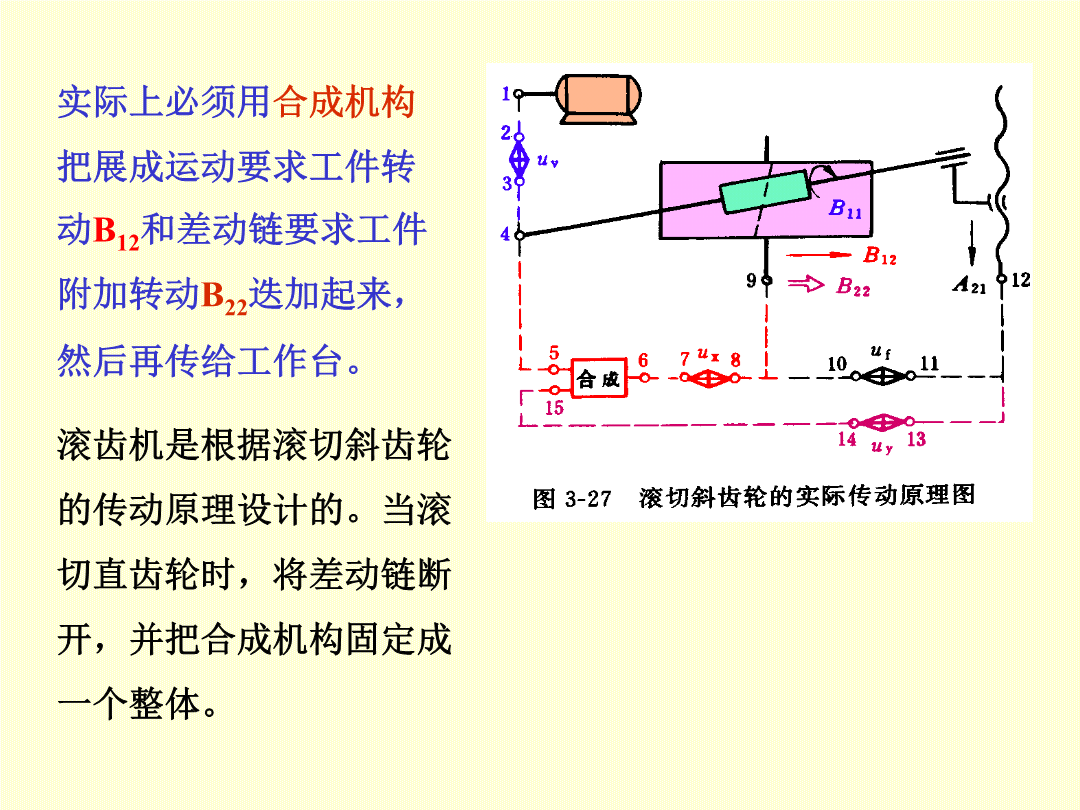
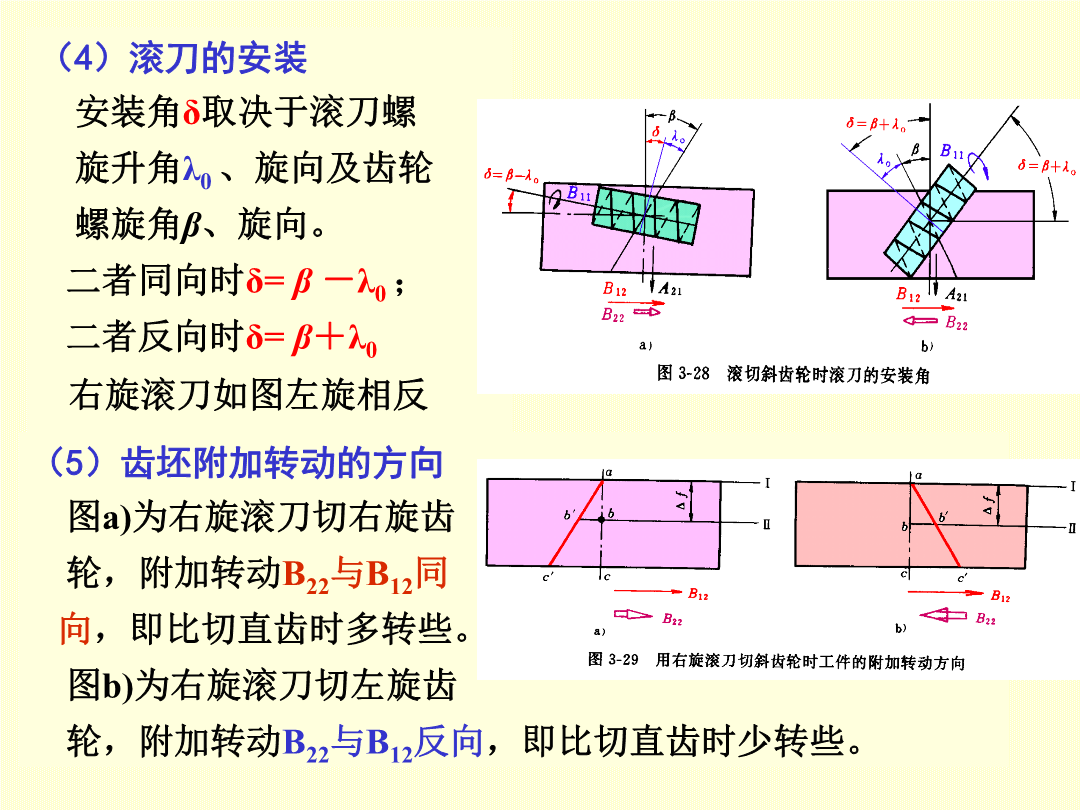
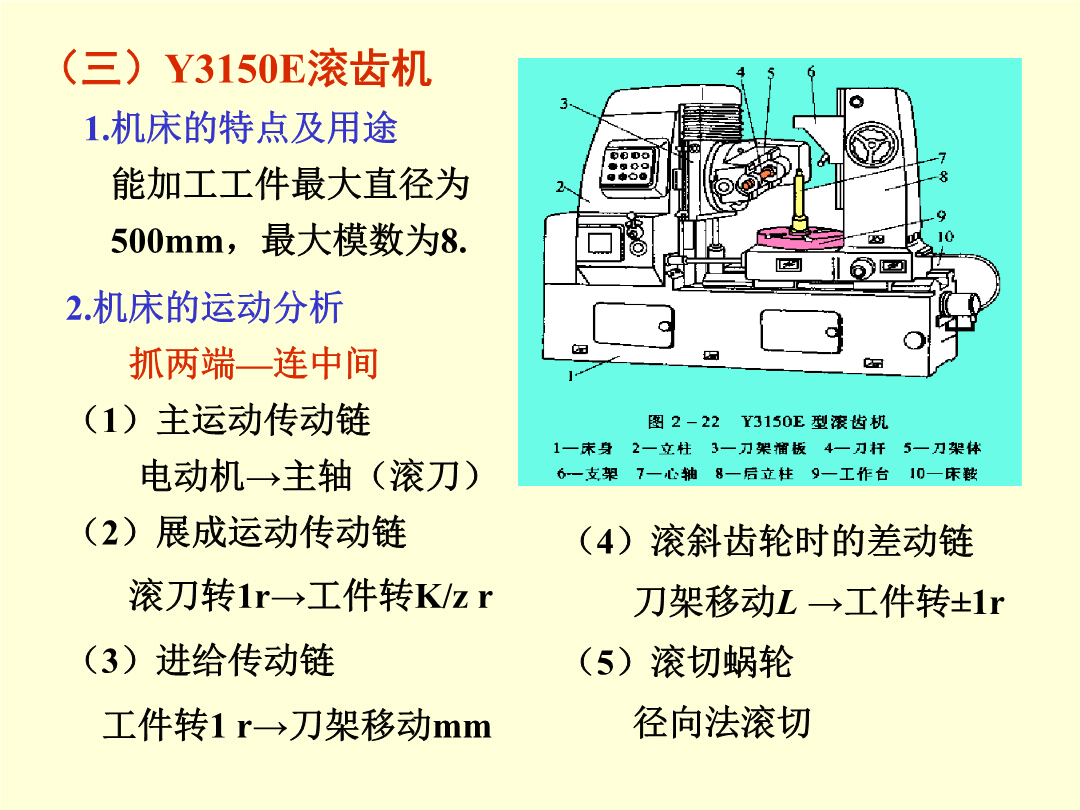
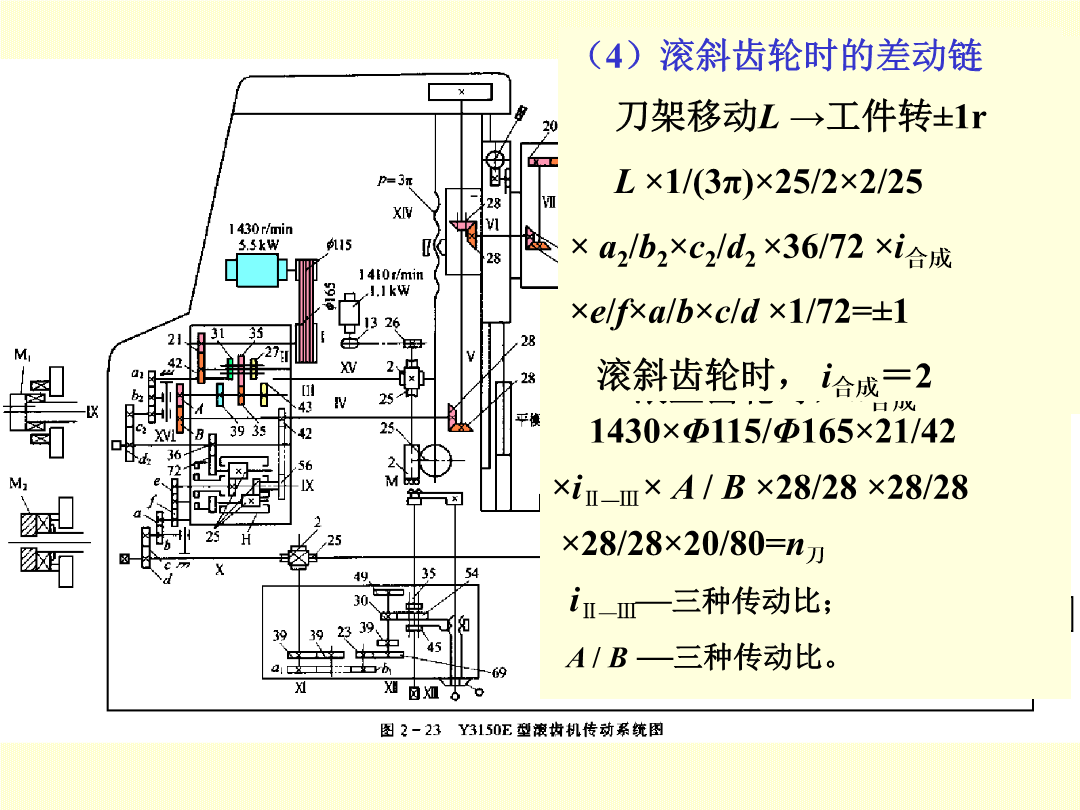
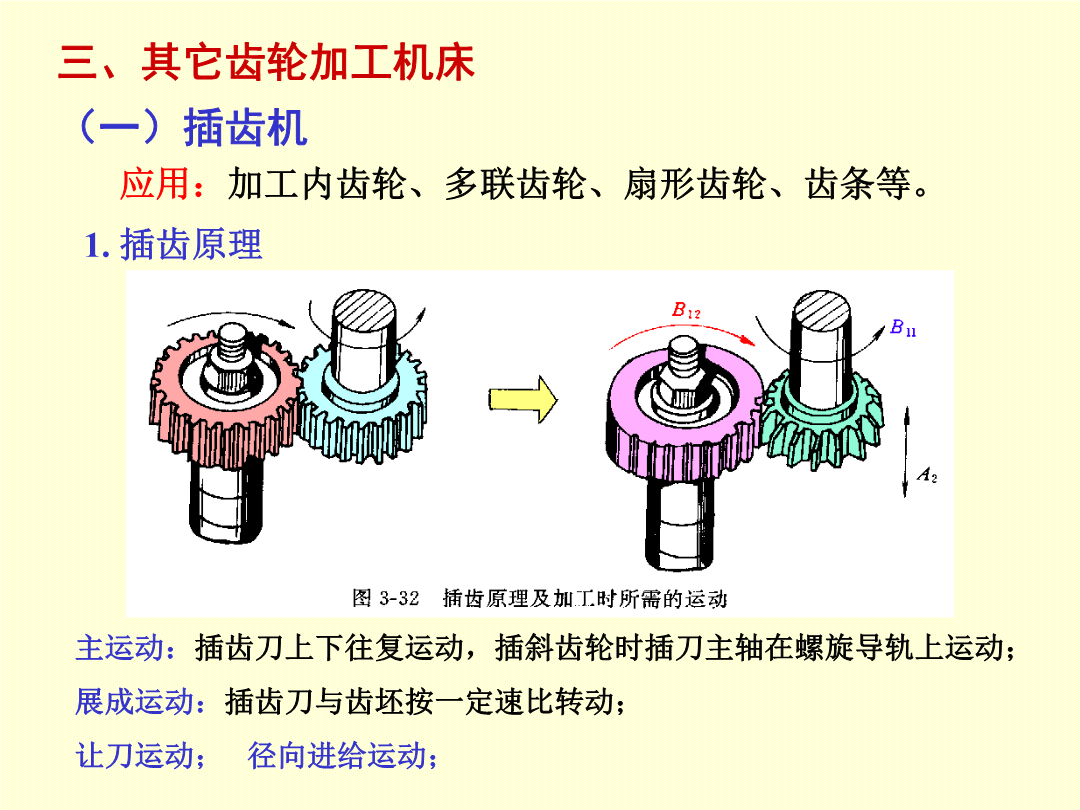
齿轮齿形加工成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程1.加工直齿圆柱齿轮时的运动分析2.加工斜齿圆柱齿轮时的运动分析实际上必须用合成机构把展成运动要求工件转动B12和差动链要求工件附加转动B22迭加起来,然后再传给工作台。(4)滚刀的安装安装角δ取决于滚刀螺旋升角λ0、旋向及齿轮螺旋角β、旋向。二者同向时δ=β-λ0;二者反向时δ=β+λ0右旋滚刀如图左旋相反(三)Y3150E滚齿机1.机床的特点及用途能加工工件最大直径为500mm,最大模数为8.(1)主运动传动链电动机→主

齿轮齿形的加工.pptx
第二节齿轮齿形的加工一、齿轮的基本知识齿轮的分类齿轮和齿轮副的种类2、渐开线的形成及其特征3、分度圆、模数、压力角齿轮齿数是Z,分度圆直径是d,齿距P与齿数Z之间的关系为:渐开线齿形上任一点K的法向力F与其速度vk之间所夹的锐角,称为K点的压力角αk。渐开线上各点的压力角是不相同的。通常所说的压力角是指分度圆上A点处的压力角,用α表示(α=20°)由此可得基圆直径rb和分度圆直径r的关系为:rb=cosα·r=cos20·r≈0.94r模数和压力角是直齿圆柱齿轮的两个基本参数。模数m是周节P与π之比,即m
齿轮齿形加工方法.pptx
齿轮齿形的加工4.5.2常用的齿轮加工方法Y3150E型滚齿机1—床身2—立柱3—刀架溜板4—刀杆5—刀架体6—支架7—心轴8—后立柱9—工作台10—床鞍范成法磨齿

齿轮齿形的加工案例.pptx
第二节齿轮齿形的加工一、齿轮的基本知识齿轮的分类齿轮和齿轮副的种类2、渐开线的形成及其特征3、分度圆、模数、压力角齿轮齿数是Z,分度圆直径是d,齿距P与齿数Z之间的关系为:渐开线齿形上任一点K的法向力F与其速度vk之间所夹的锐角,称为K点的压力角αk。渐开线上各点的压力角是不相同的。通常所说的压力角是指分度圆上A点处的压力角,用α表示(α=20°)由此可得基圆直径rb和分度圆直径r的关系为:rb=cosα·r=cos20·r≈0.94r模数和压力角是直齿圆柱齿轮的两个基本参数。模数m是周节P与π之比,即m
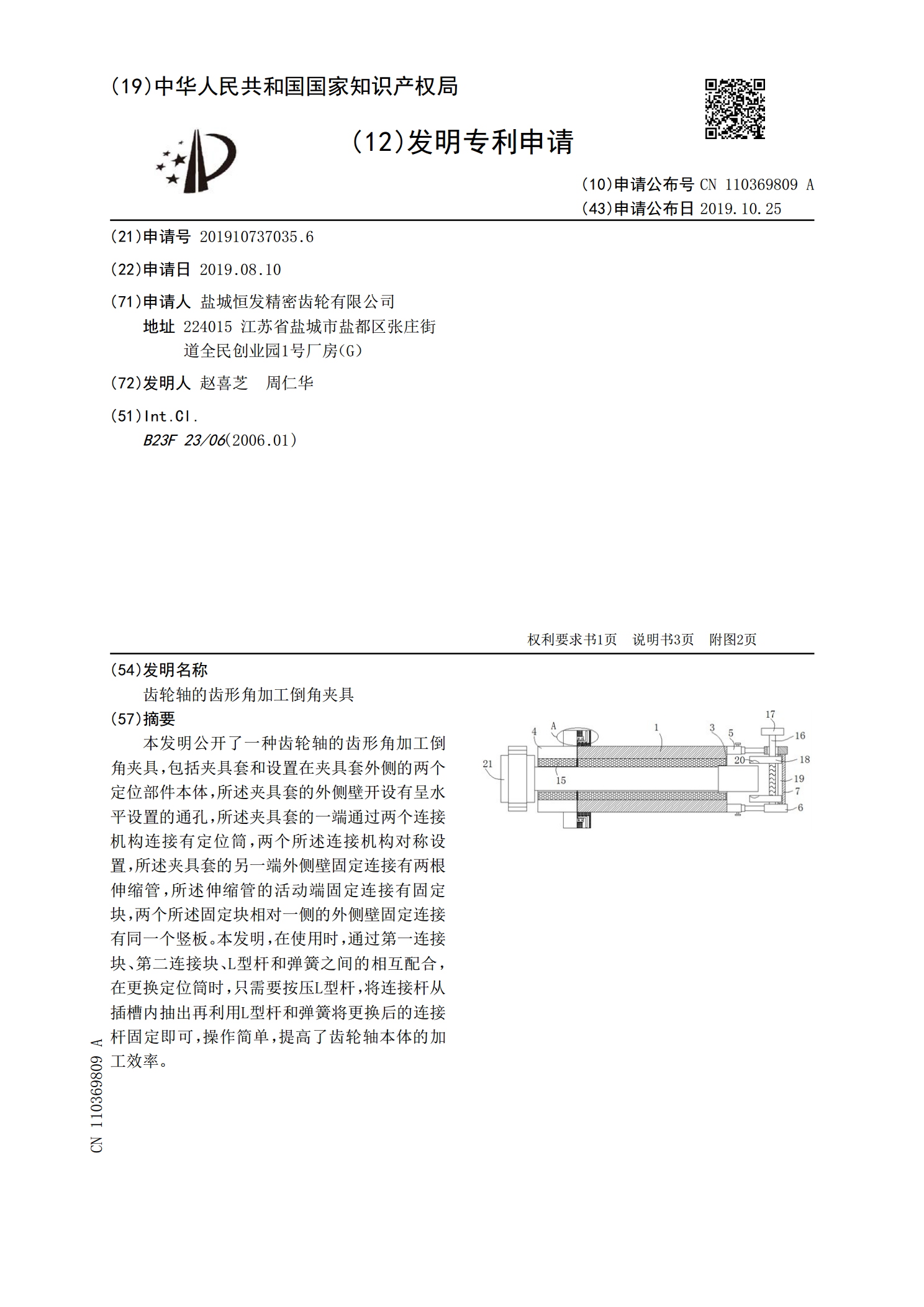
齿轮轴的齿形角加工倒角夹具.pdf
本发明公开了一种齿轮轴的齿形角加工倒角夹具,包括夹具套和设置在夹具套外侧的两个定位部件本体,所述夹具套的外侧壁开设有呈水平设置的通孔,所述夹具套的一端通过两个连接机构连接有定位筒,两个所述连接机构对称设置,所述夹具套的另一端外侧壁固定连接有两根伸缩管,所述伸缩管的活动端固定连接有固定块,两个所述固定块相对一侧的外侧壁固定连接有同一个竖板。本发明,在使用时,通过第一连接块、第二连接块、L型杆和弹簧之间的相互配合,在更换定位筒时,只需要按压L型杆,将连接杆从插槽内抽出再利用L型杆和弹簧将更换后的连接杆固定即可