
一种用于纺制包芯纱的设备的前罗拉不等速输出机构及纺制包芯纱的方法.pdf

书生****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于纺制包芯纱的设备的前罗拉不等速输出机构及纺制包芯纱的方法.pdf
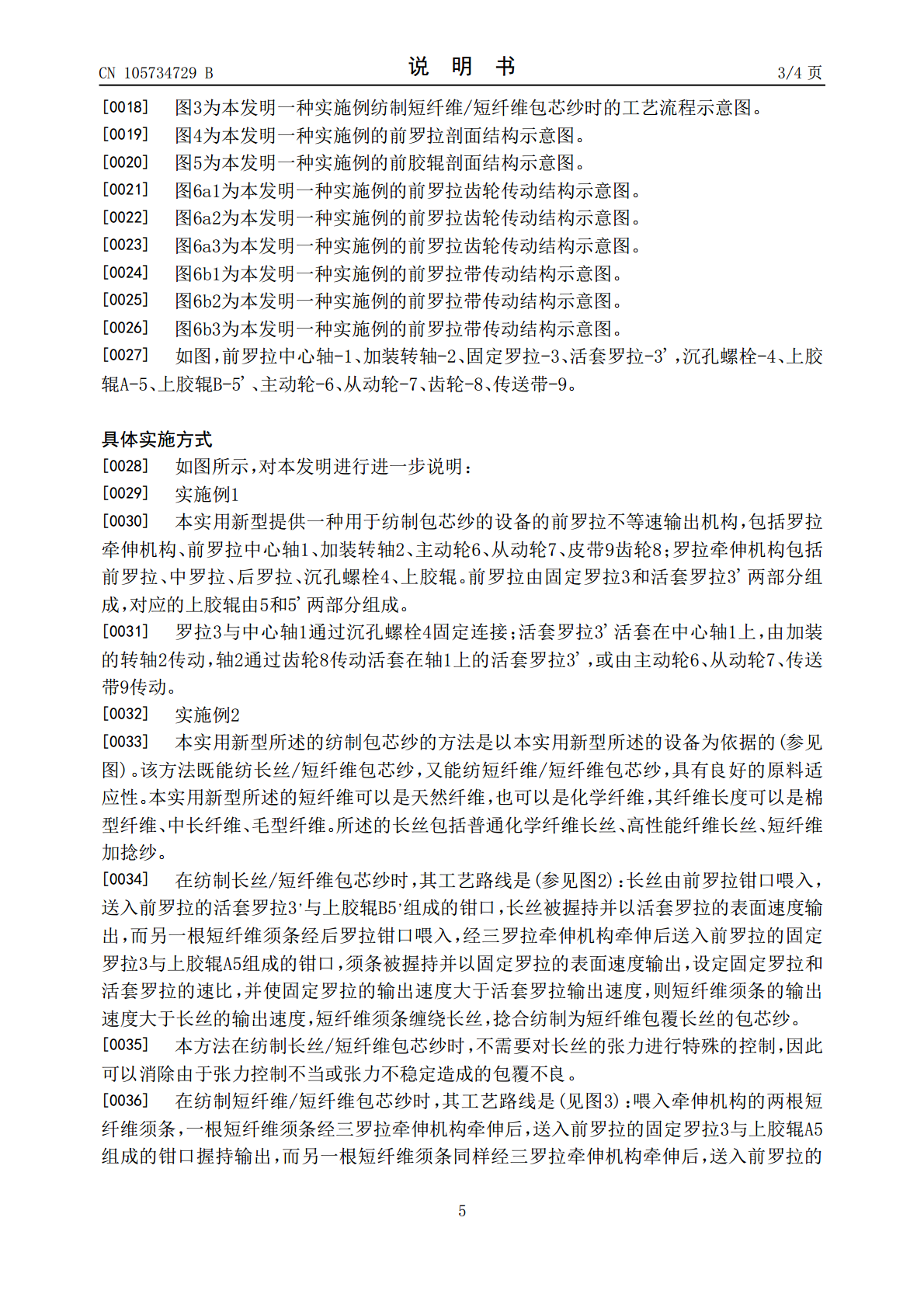
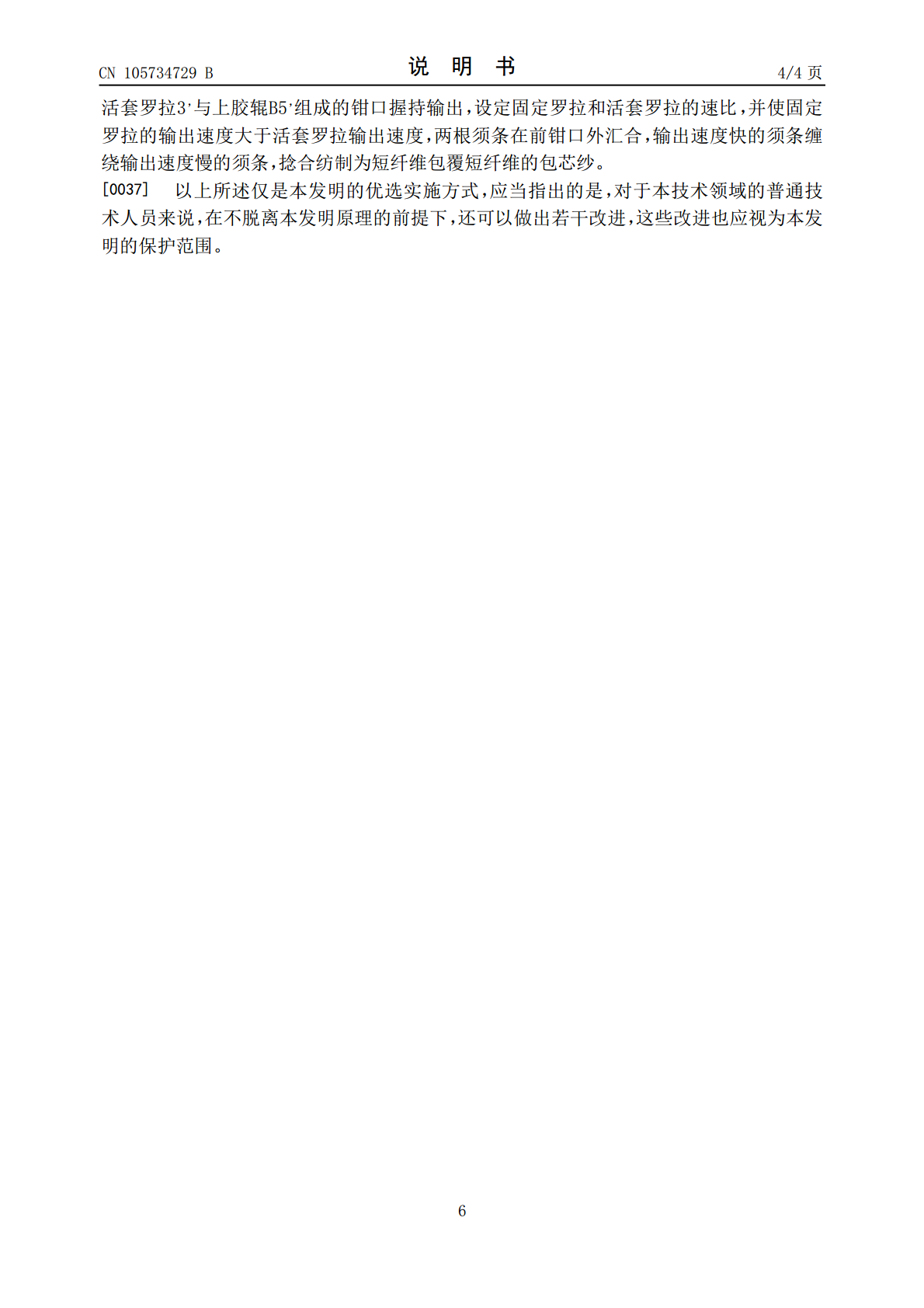
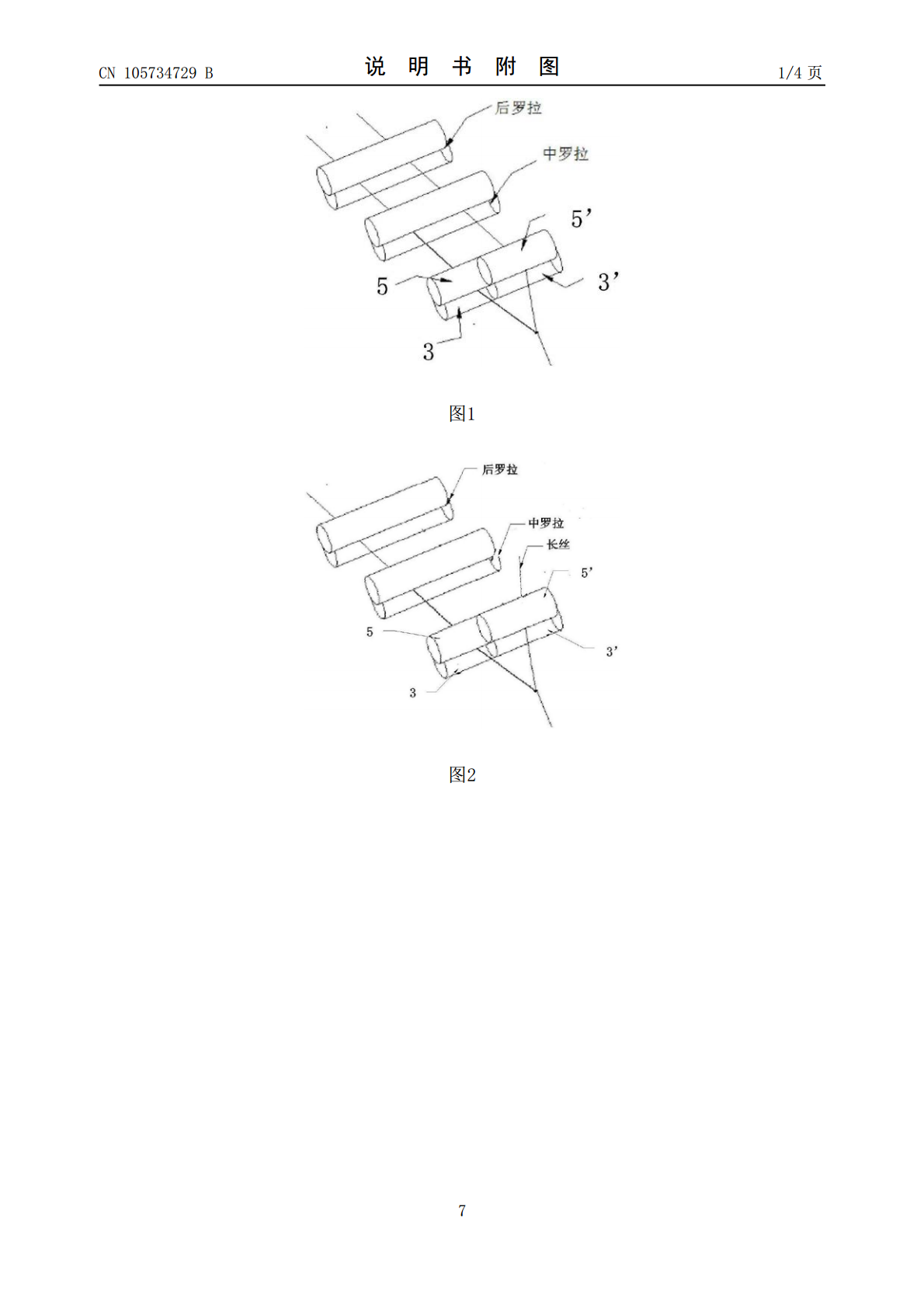
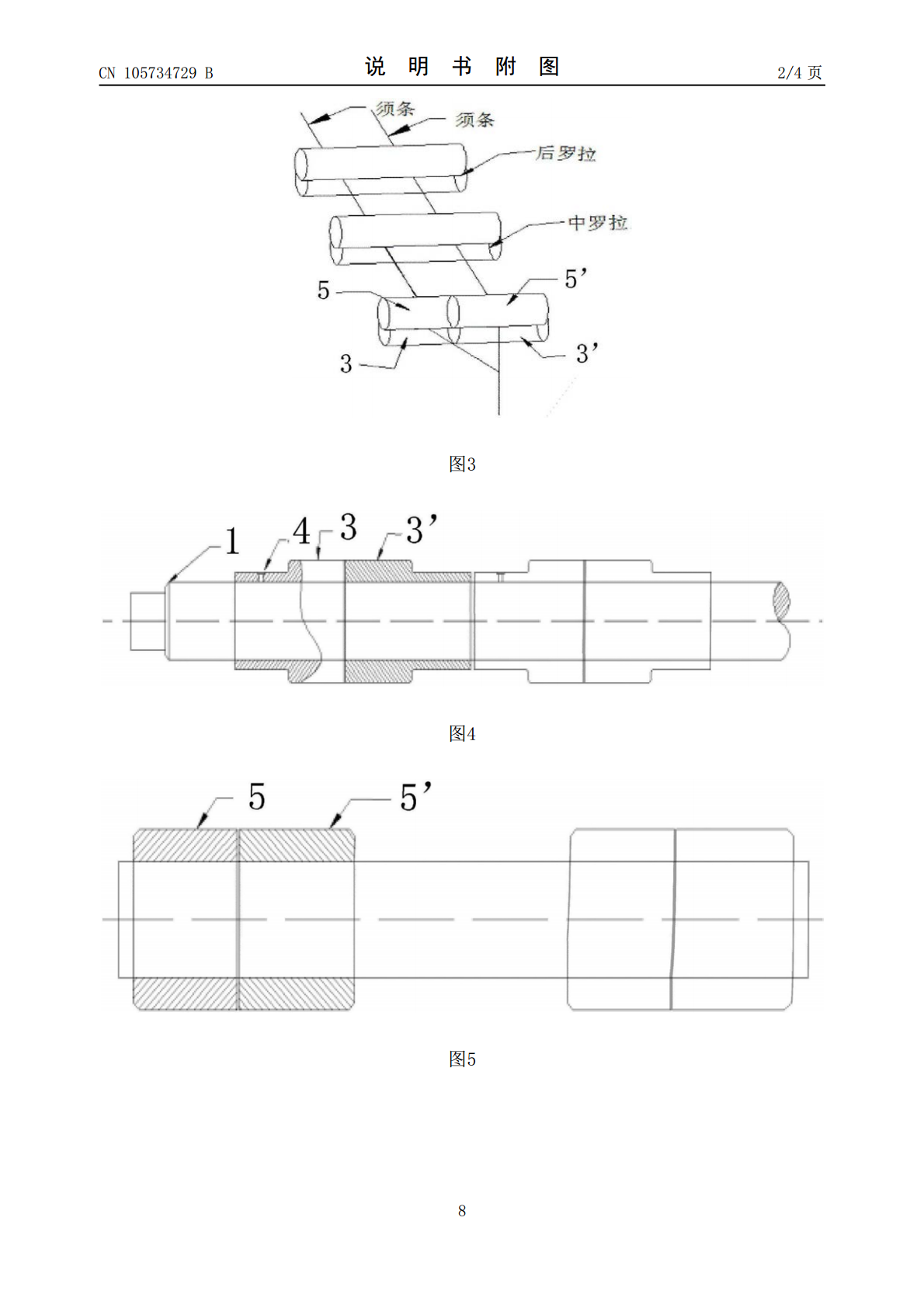
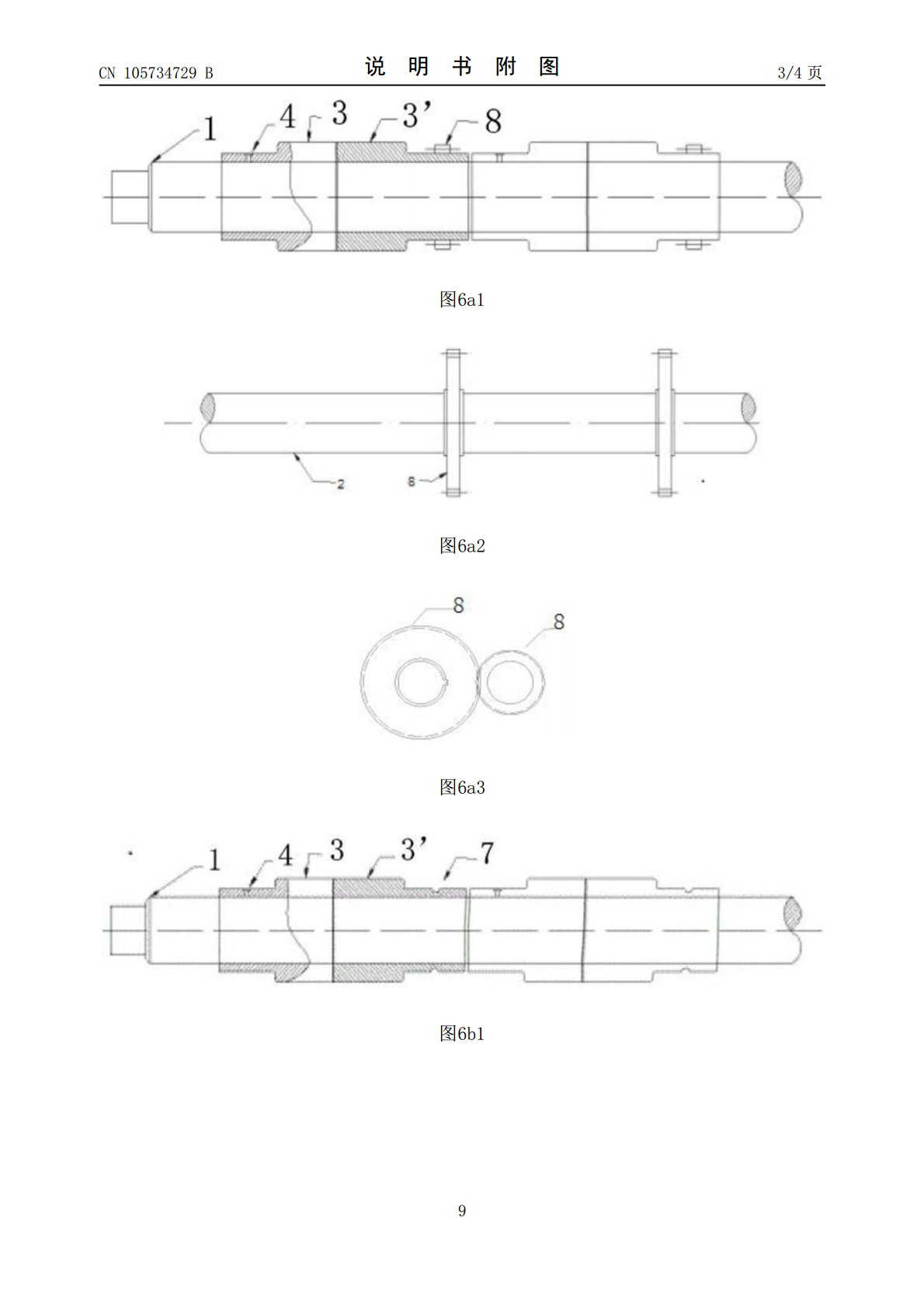
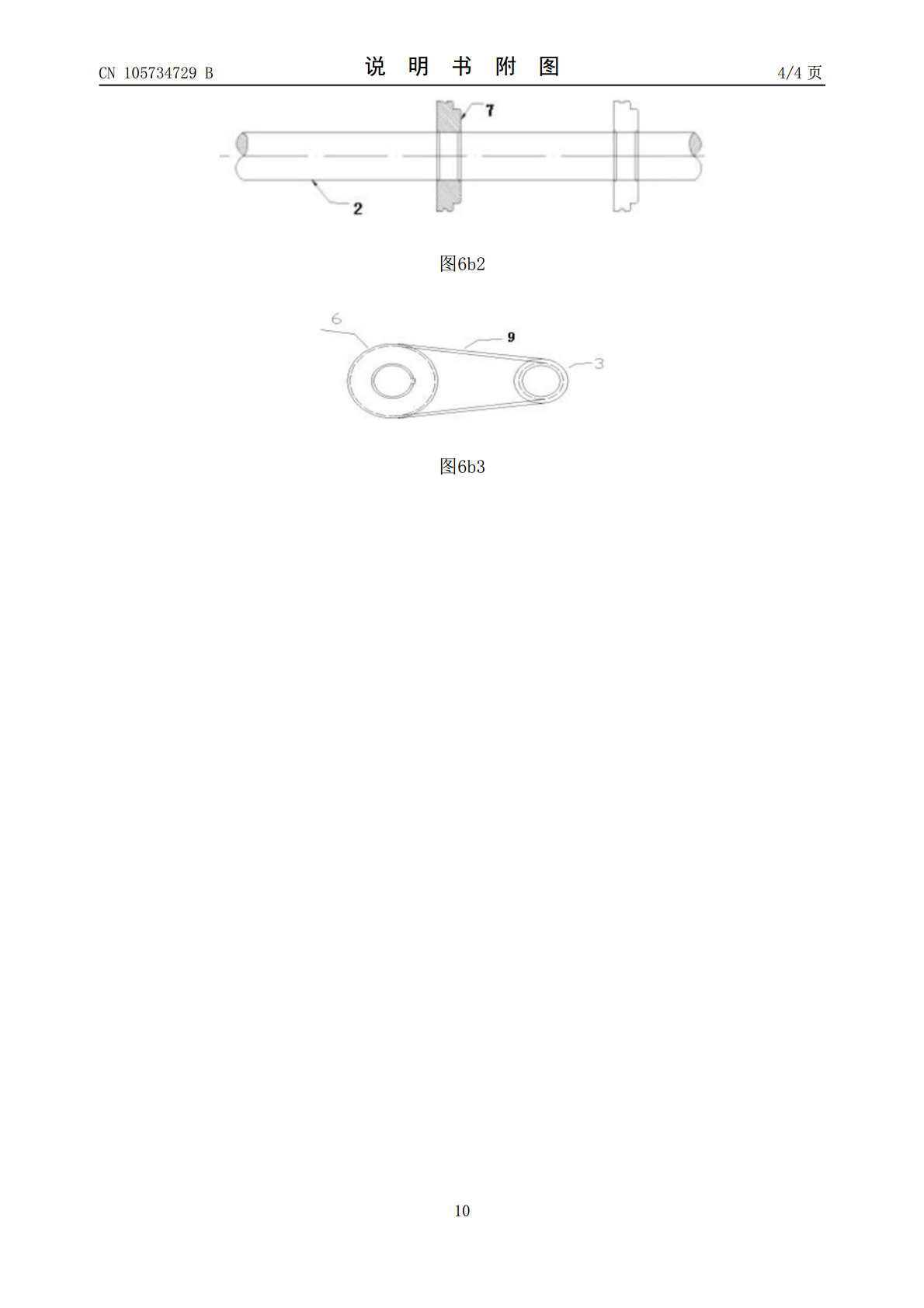
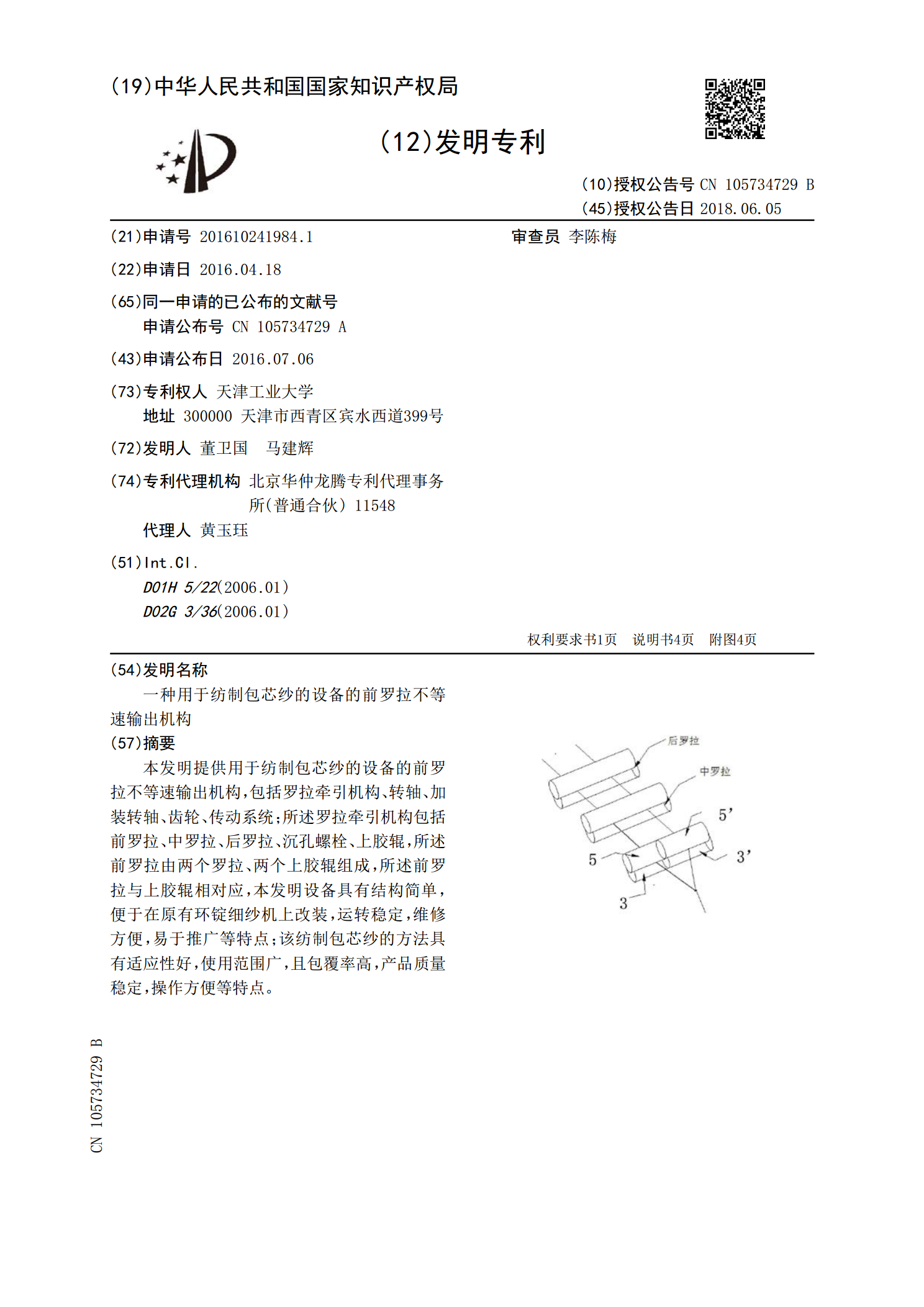
本发明提供用于纺制包芯纱的设备的前罗拉不等速输出机构及纺制包芯纱的方法,一种用于纺制包芯纱的设备的前罗拉不等速输出机构其特征在于包括罗拉牵引机构、转轴、加装转轴、齿轮、传动系统;所述罗拉牵引机构包括前罗拉、中罗拉、后罗拉、沉孔螺栓、上胶辊,所述前罗拉由两个罗拉、两个上胶辊组成,所述前罗拉与上胶辊相对应,本发明设备具有结构简单,便于在原有环锭细纱机上改装,运转稳定,维修方便,易于推广等特点;该纺制包芯纱的方法具有适应性好,使用范围广,且包覆率高,产品质量稳定,操作方便等特点。
一种分层结构芯层无捻包芯纱的纺制方法.pdf
本发明涉及一种分层结构芯层无捻包芯纱的纺制方法,分层结构为短纤‑短纤横截面分层结构,纺制采用加捻‑反向加捻的方式,芯纱的初始公制捻系数为y,包芯细纱工序的公制捻系数为N+δ,δ为捻系数修正系数;分层结构芯层无捻包芯纱的英制支数为Ne,芯层纱质量与包芯纱质量的比值为x,表层纱的公制捻系数为N,芯层纱的公制捻系数为n;y、Ne、x满足:10≤Ne≤20,y=‑400x+300,0.2≤x≤0.3;20

新型纺纱技术——包绕纺包芯纱.doc
纺纱新技术——包绕纺包芯纱摘要:本文介绍的是一种新型的纺纱方法——包绕纺包芯纱,此方法是在传统的细纱机上加装一根芯线罗拉,前罗拉出口处加装加捻包绕成型咀,通过控制芯线和牵伸输出饰纱条之间的速比,经环锭加捻,使牵伸输出饰纱条与芯线在成型咀处汇合并形成包绕作用,纺制出优质包芯纱;并介绍了其延伸产品。关键词:包绕纺;包芯纱;新技术;纺纱方法;细纱机;延伸产品序言目前在细纱机上纺制包芯纱已是一项比较成熟的技术,许多科研院所和工厂都提出过改造方案和纺制方法。本文所介绍的纺制包芯纱的方法是一种新型的纺纱方法,是笔者在

用于纺制包芯纱的恒张力器及其组件和细纱机.pdf
本发明涉及一种用于纺制包芯纱的恒张力器及其组件和细纱机,恒张力器包括基座和纱线夹持装置,纱线夹持装置包括立柱、上、下夹持碗、弹簧,上夹持碗和下夹持碗上下并相对设置,弹簧提供上夹持碗和下夹持碗夹持纱线的夹持力。恒张力器组件包括张力支架和分设在张力支架的两侧的两个恒张力器,一种细纱机,包括恒张力器、导纱轮、前、中、后罗拉,皮纱依次通过后、中、前罗拉,恒张力器和导纱轮位于前罗拉的上方,芯纱通过恒张力器后通过导纱轮导向,喂入前罗拉。有益效果是:当芯纱为除氨纶以外的纱线时,恒张力器提供给芯纱恒定的张力,使芯纱在包芯

一种弹性涡流纺包芯纱及其生产方法.pdf
本发明提供一种弹性涡流纺包芯纱及其生产方法;采用外包须条和芯丝原料通过涡流纺包芯纱纺丝装置生产弹性涡流纺包芯纱,所述弹性涡流纺包芯纱纺丝装置包括涡流纺机台和设于涡流纺机台上部的芯丝导丝装置;所述涡流纺机台包括前罗拉及与前罗拉配合的前皮辊(7)和纺锭(8);沿着芯丝原料的加工方向,所述芯丝导丝装置依次包括芯丝导丝架、芯丝张力盘(16)、芯丝导丝钩(15)、芯丝张力控制件(14)、芯丝气流引丝件(13)。本发明方法制成的纱线可保留涡流纺效率高、布面光洁、抗起毛起球性能好优良特征;改变涡流纺包芯纱芯丝类别,还使