
双内喷液工具阴极系统及其电解磨铣方法.pdf

一只****呀9

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双内喷液工具阴极系统及其电解磨铣方法.pdf
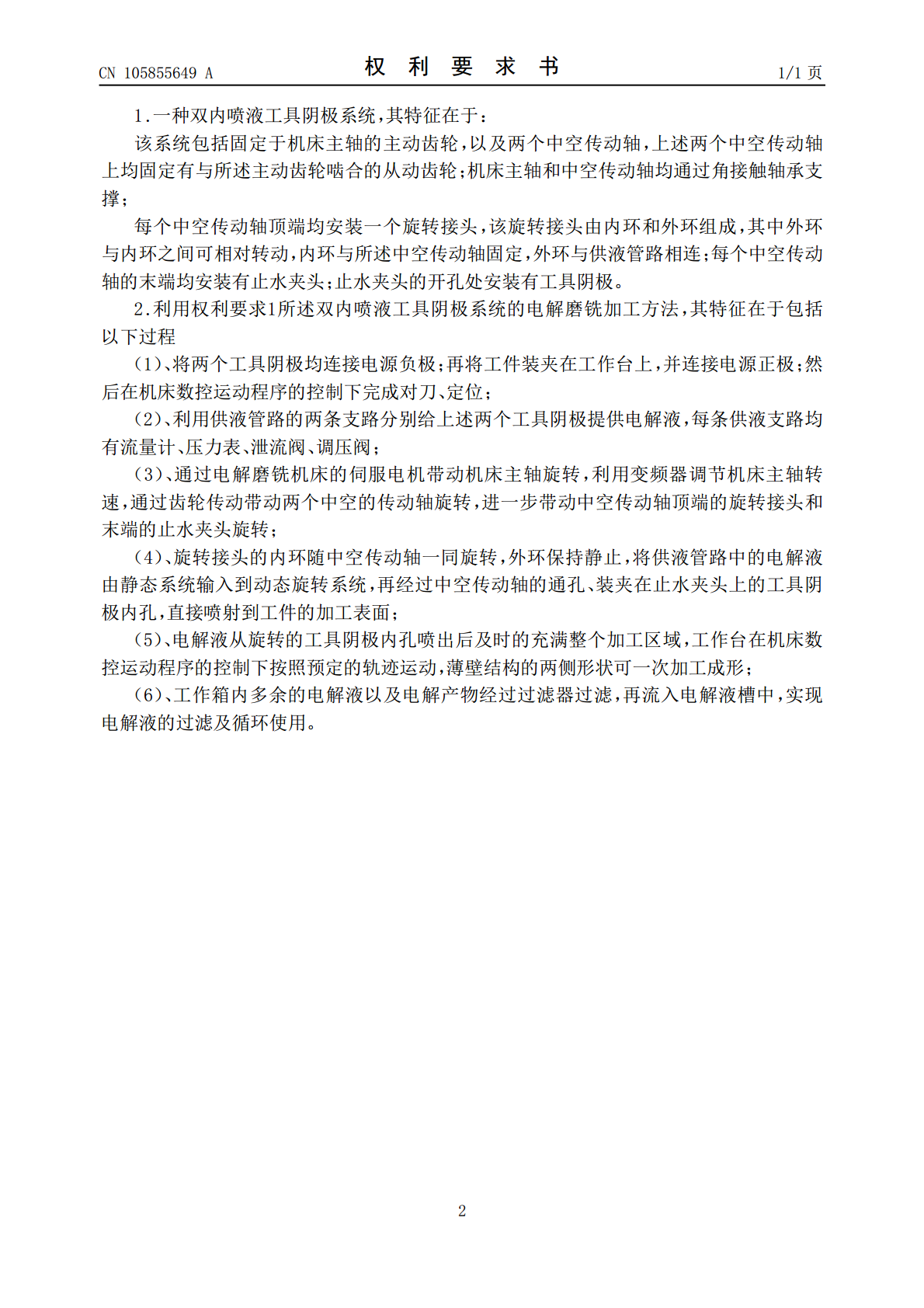
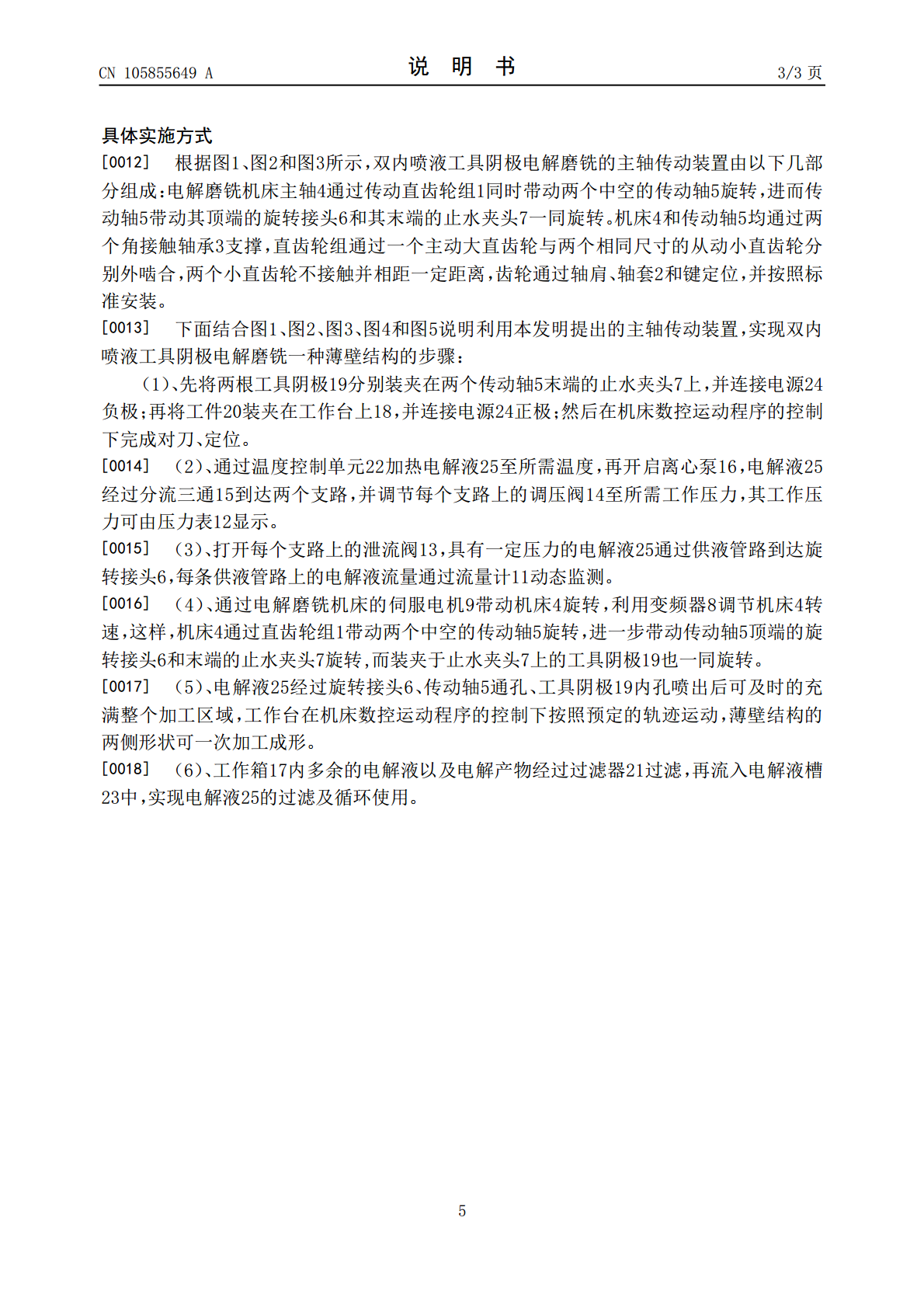
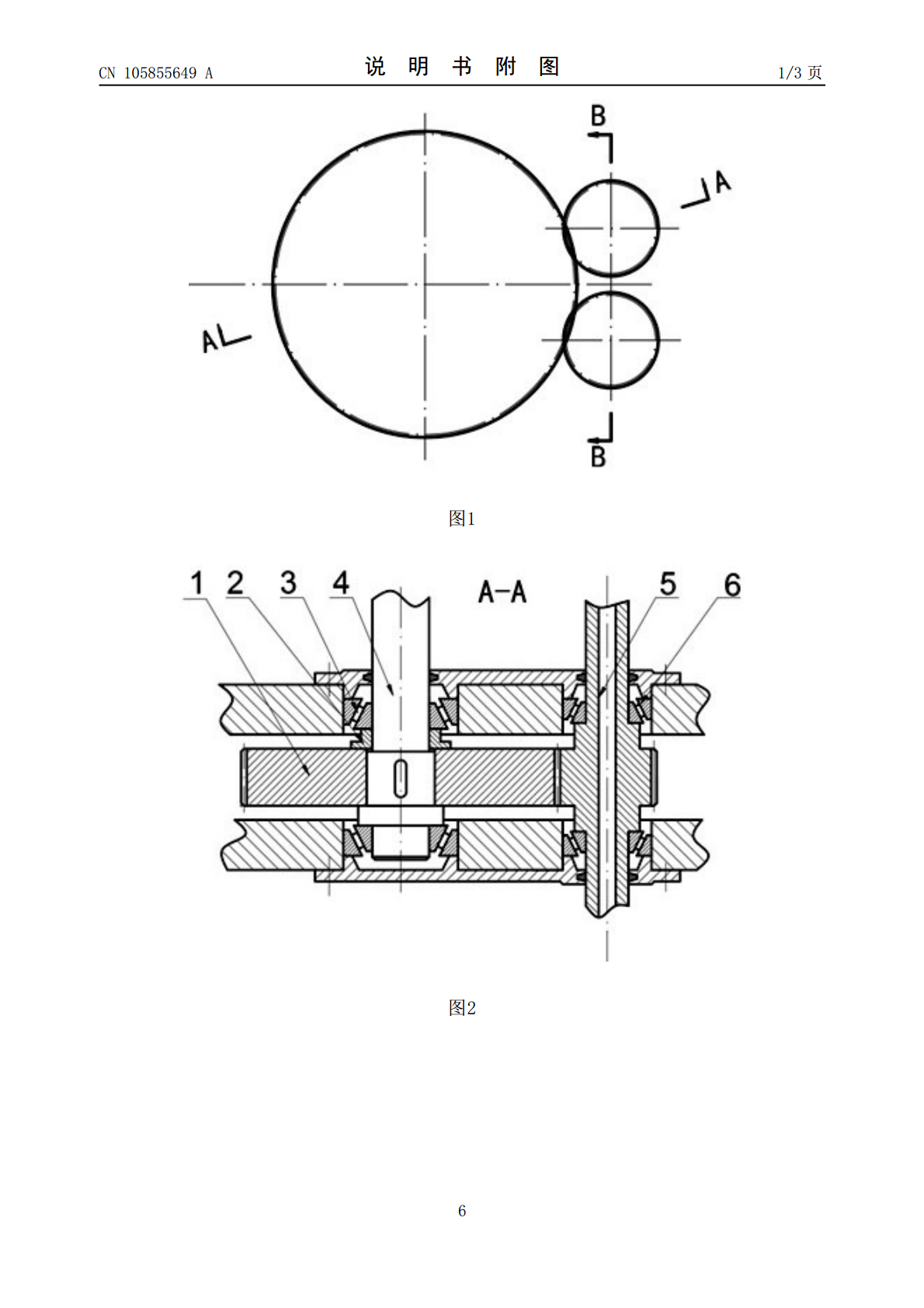
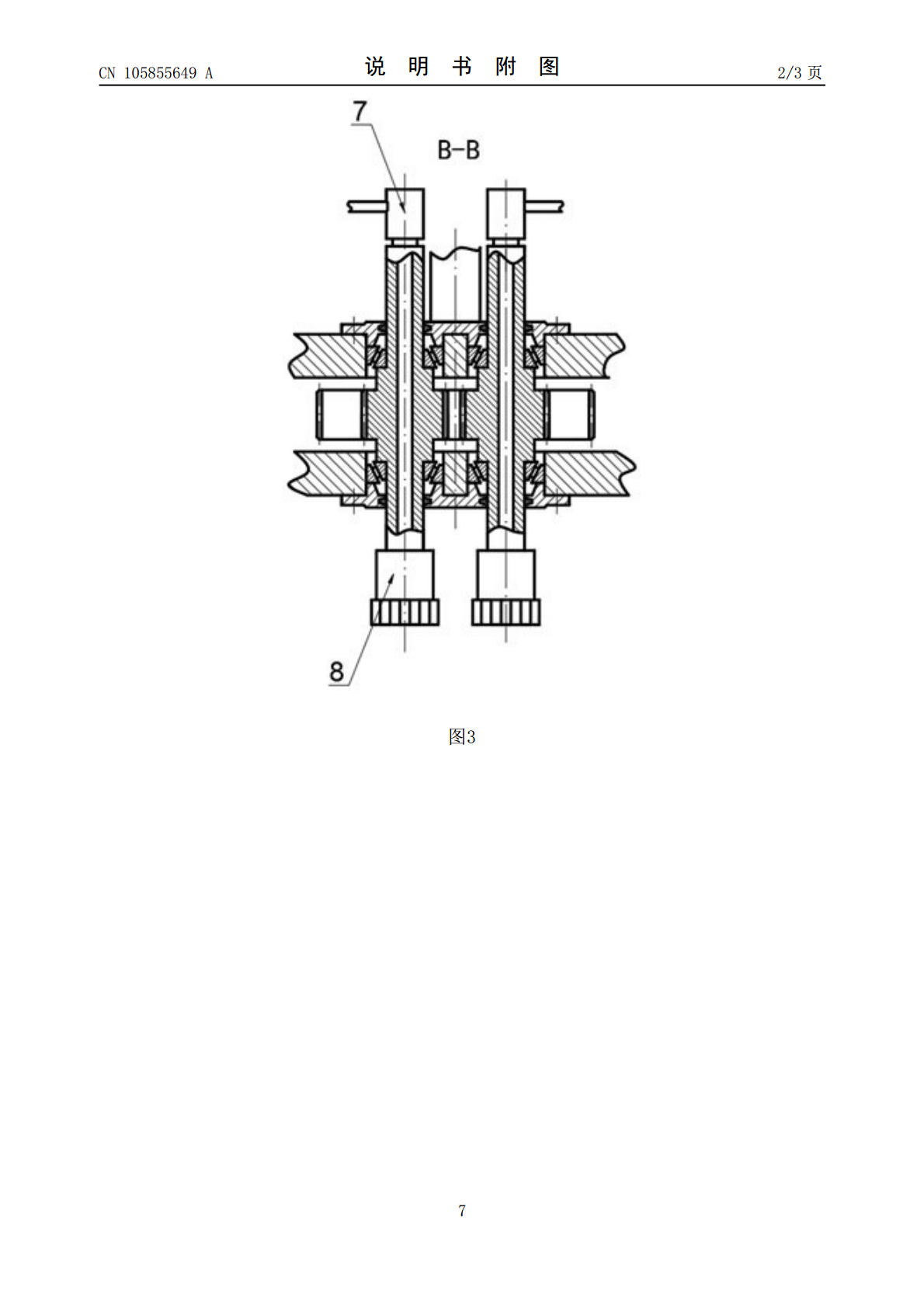
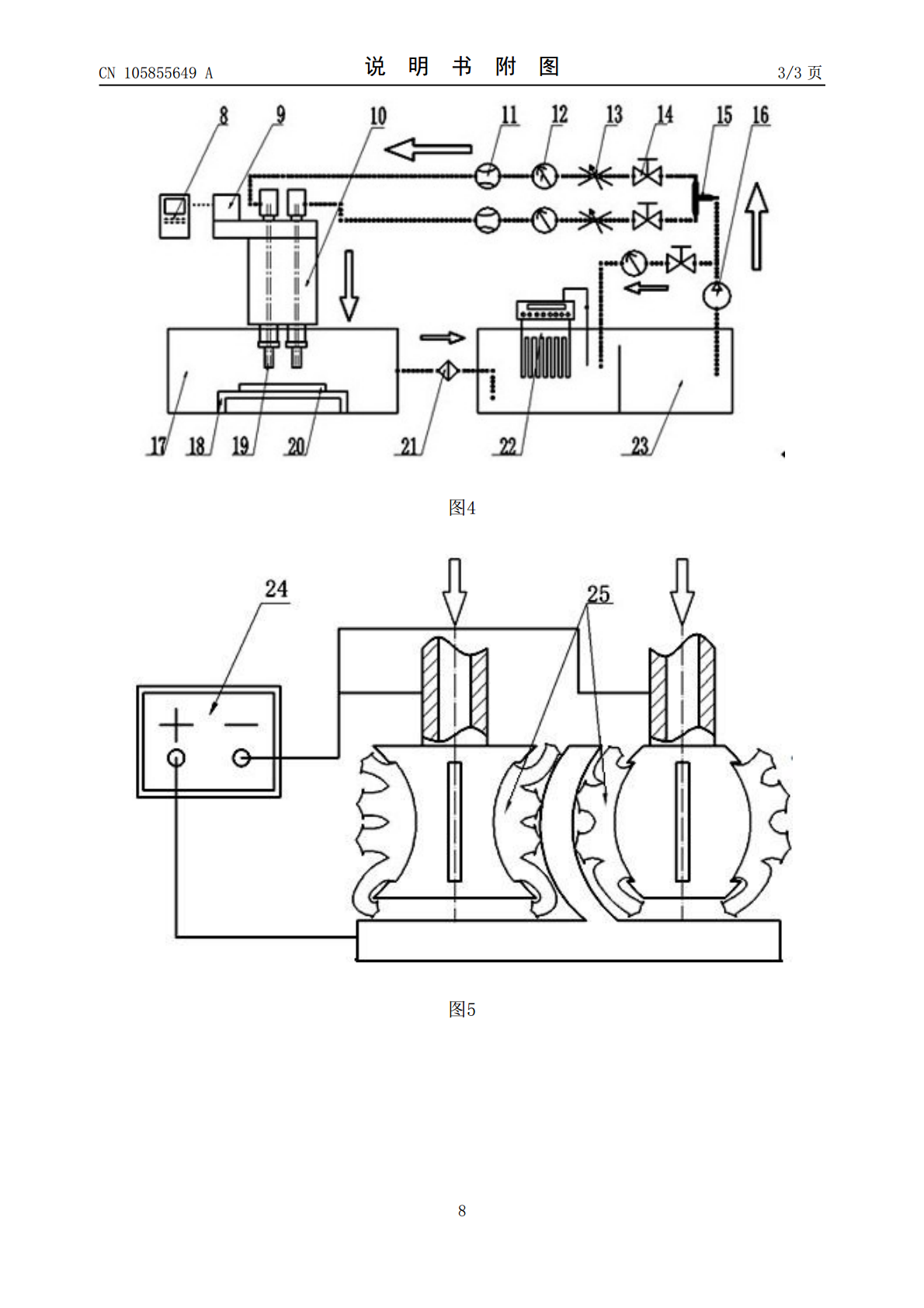
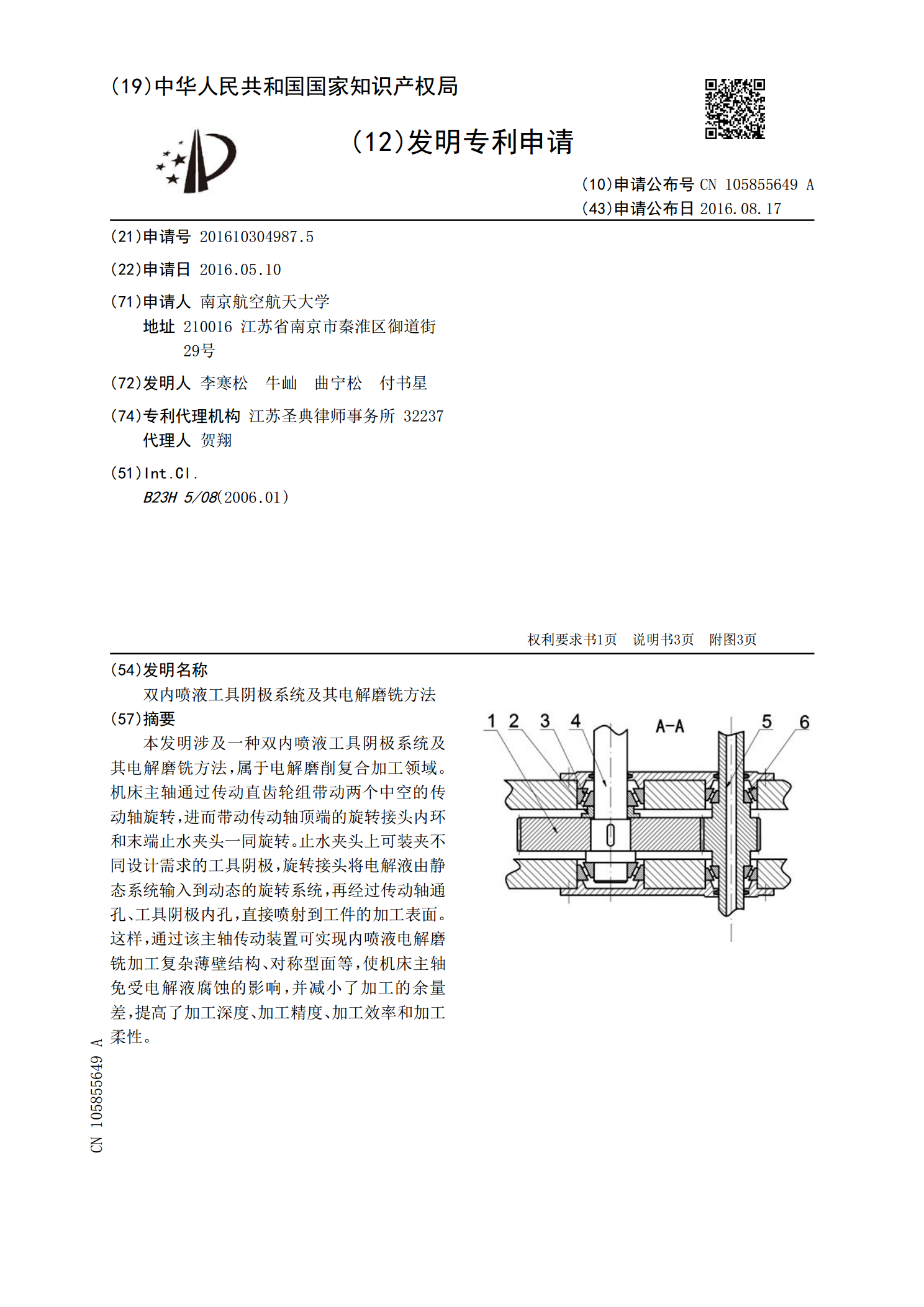
本发明涉及一种双内喷液工具阴极系统及其电解磨铣方法,属于电解磨削复合加工领域。机床主轴通过传动直齿轮组带动两个中空的传动轴旋转,进而带动传动轴顶端的旋转接头内环和末端止水夹头一同旋转。止水夹头上可装夹不同设计需求的工具阴极,旋转接头将电解液由静态系统输入到动态的旋转系统,再经过传动轴通孔、工具阴极内孔,直接喷射到工件的加工表面。这样,通过该主轴传动装置可实现内喷液电解磨铣加工复杂薄壁结构、对称型面等,使机床主轴免受电解液腐蚀的影响,并减小了加工的余量差,提高了加工深度、加工精度、加工效率和加工柔性。
电解磨铣加工工具阴极及方法.pdf
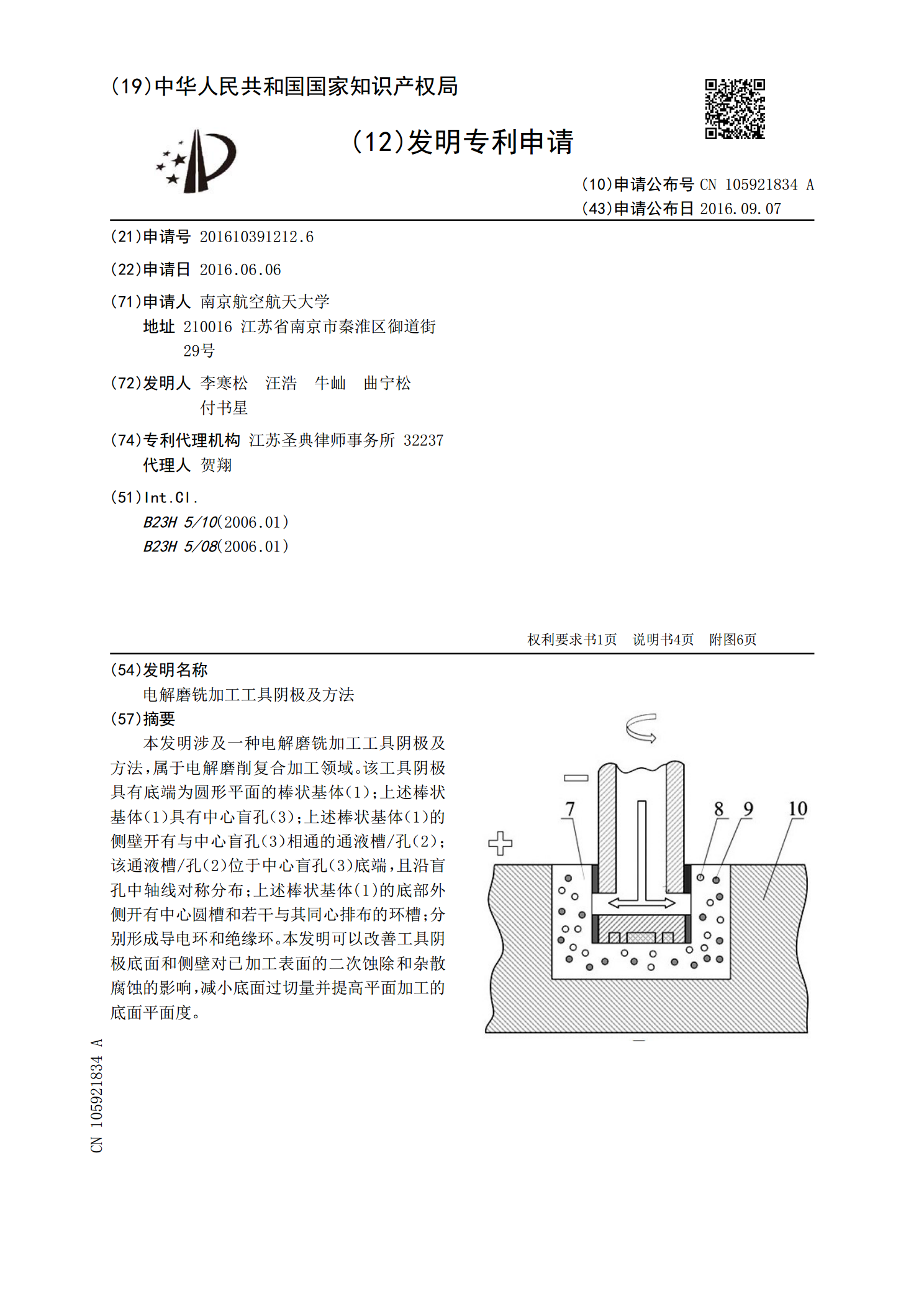
本发明涉及一种电解磨铣加工工具阴极及方法,属于电解磨削复合加工领域。该工具阴极具有底端为圆形平面的棒状基体(1);上述棒状基体(1)具有中心盲孔(3);上述棒状基体(1)的侧壁开有与中心盲孔(3)相通的通液槽/孔(2);该通液槽/孔(2)位于中心盲孔(3)底端,且沿盲孔中轴线对称分布;上述棒状基体(1)的底部外侧开有中心圆槽和若干与其同心排布的环槽;分别形成导电环和绝缘环。本发明可以改善工具阴极底面和侧壁对已加工表面的二次蚀除和杂散腐蚀的影响,减小底面过切量并提高平面加工的底面平面度。

多腔体挡板式电解铣磨复合加工工具阴极及方法.pdf
本发明涉及一种多腔体挡板式电解铣磨复合加工工具阴极及方法,属于电解铣磨复合加工领域。本发明通过在工具阴极内部设置多个扇形盲孔腔体,以及在阴极金刚石磨粒层上方设置环形挡板,改善了加工间隙内供液不足的缺陷,提高了流场均匀性,有效提高了电解铣磨复合加工的稳定性和加工精度。
电解磨铣复合加工阴极磨头装置.pdf
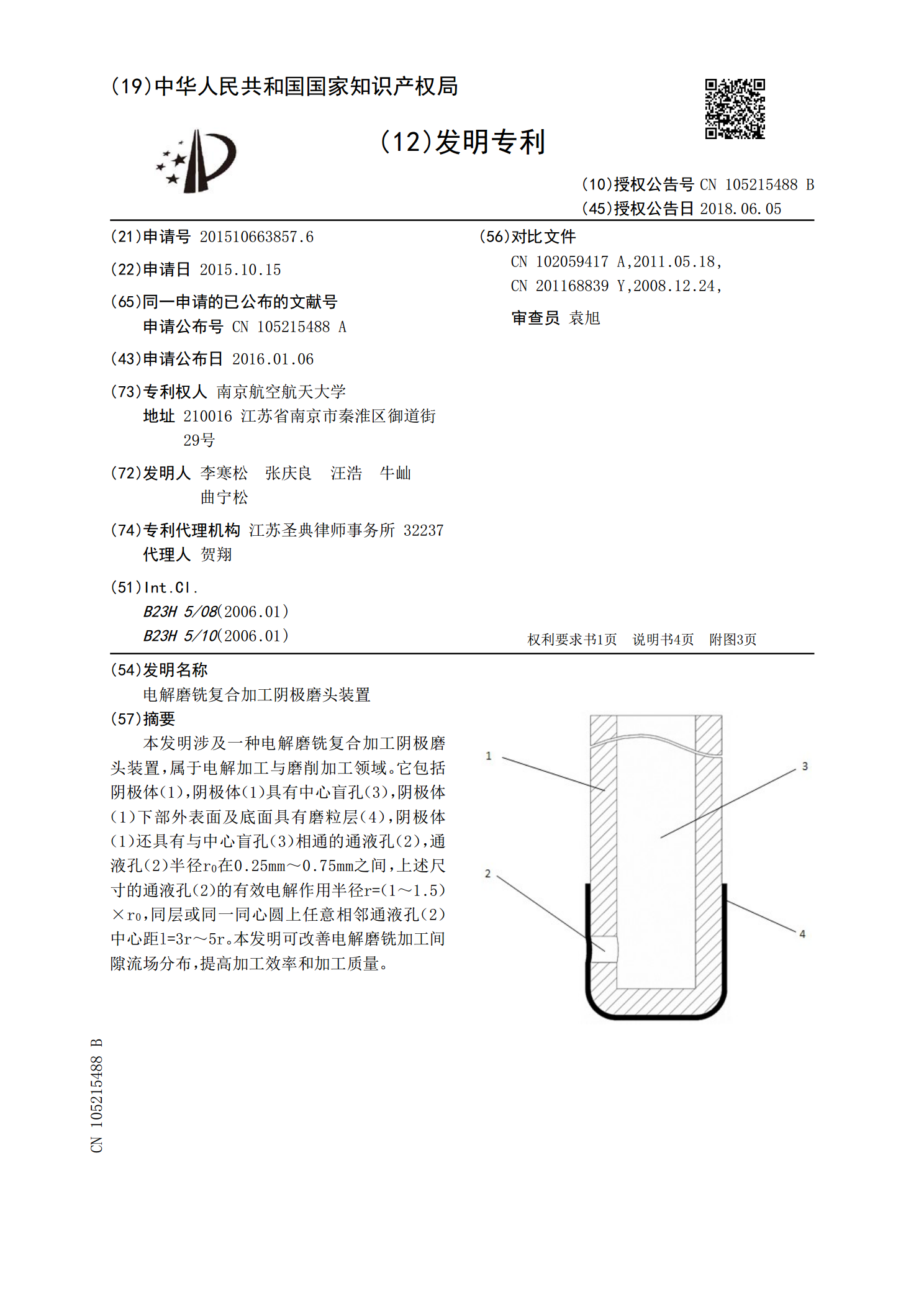
本发明涉及一种电解磨铣复合加工阴极磨头装置,属于电解加工与磨削加工领域。它包括阴极体(1),阴极体(1)具有中心盲孔(3),阴极体(1)下部外表面及底面具有磨粒层(4),阴极体(1)还具有与中心盲孔(3)相通的通液孔(2),通液孔(2)半径r0在0.25mm~0.75mm之间,上述尺寸的通液孔(2)的有效电解作用半径r=(1~1.5)×r0,×16层或×16一×16心圆上任意相邻通液孔(2)中心距l=3r~5r?。本发明可改善电解磨铣加工间隙流场分布,提高加工效率和加工质量。
一种内喷液旋转阴极掩膜电解加工方法及实现装置.pdf
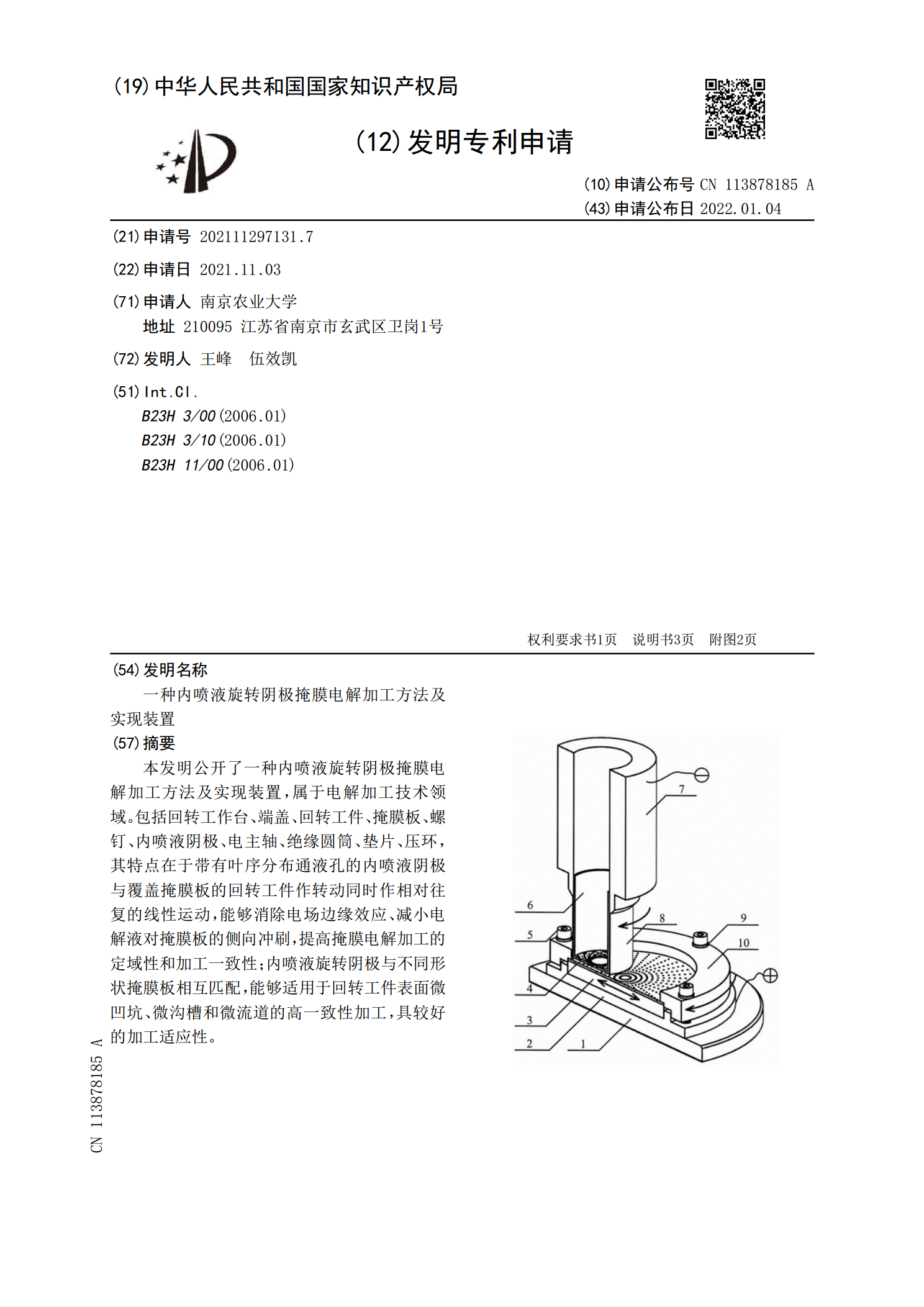
本发明公开了一种内喷液旋转阴极掩膜电解加工方法及实现装置,属于电解加工技术领域。包括回转工作台、端盖、回转工件、掩膜板、螺钉、内喷液阴极、电主轴、绝缘圆筒、垫片、压环,其特点在于带有叶序分布通液孔的内喷液阴极与覆盖掩膜板的回转工件作转动同时作相对往复的线性运动,能够消除电场边缘效应、减小电解液对掩膜板的侧向冲刷,提高掩膜电解加工的定域性和加工一致性;内喷液旋转阴极与不同形状掩膜板相互匹配,能够适用于回转工件表面微凹坑、微沟槽和微流道的高一致性加工,具较好的加工适应性。