
异型钛管的拔制方法.pdf

桂香****盟主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异型钛管的拔制方法.pdf
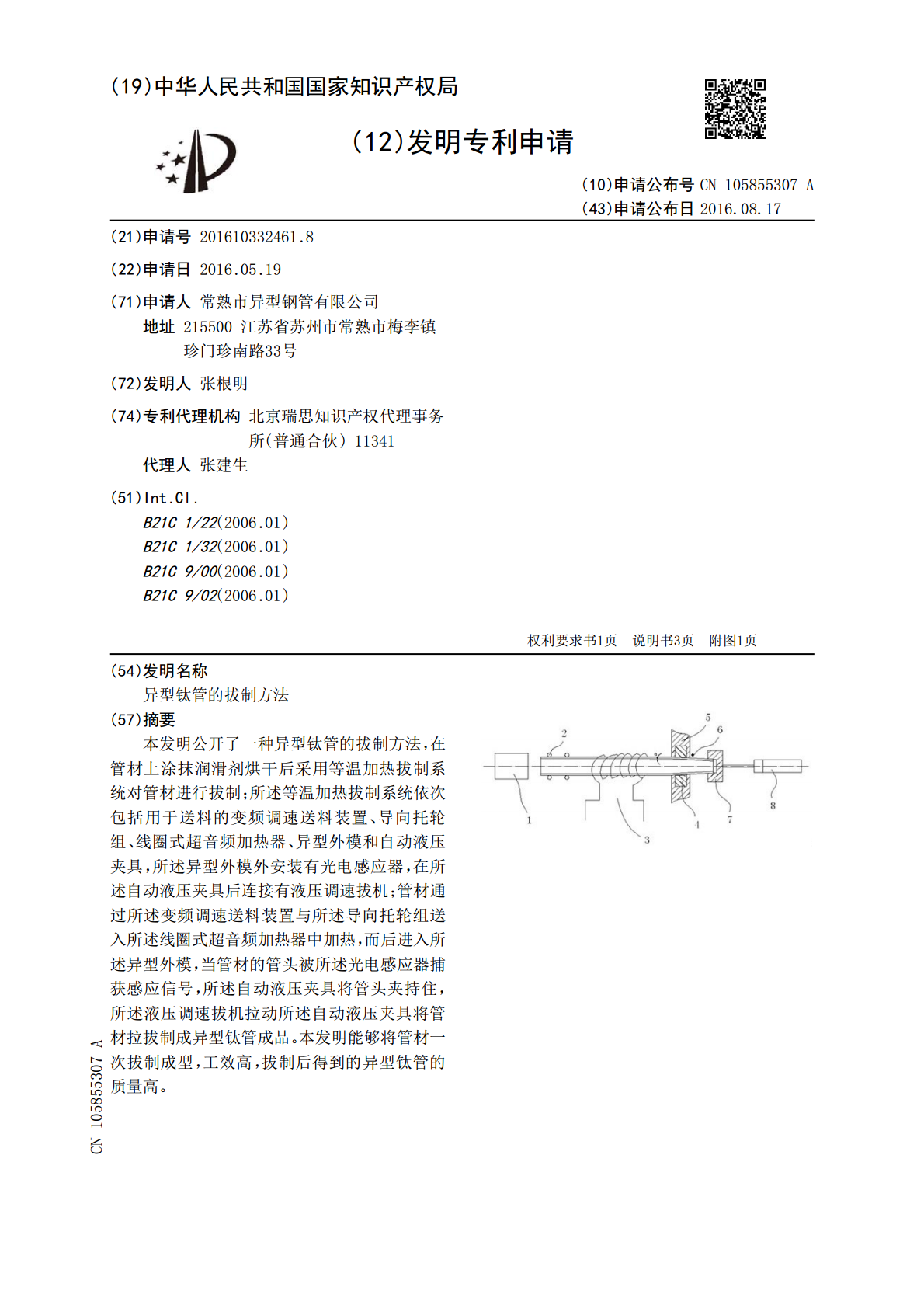
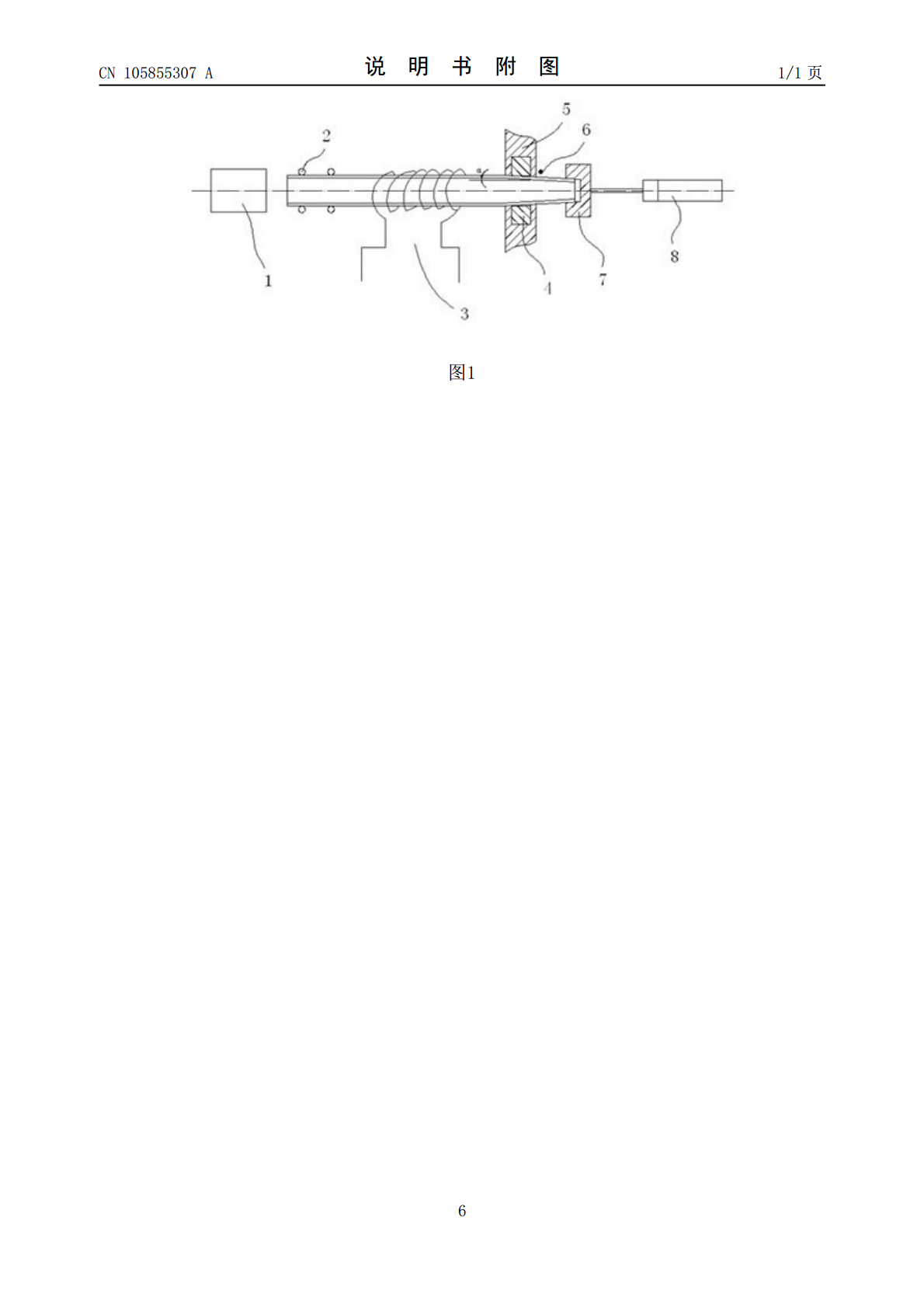
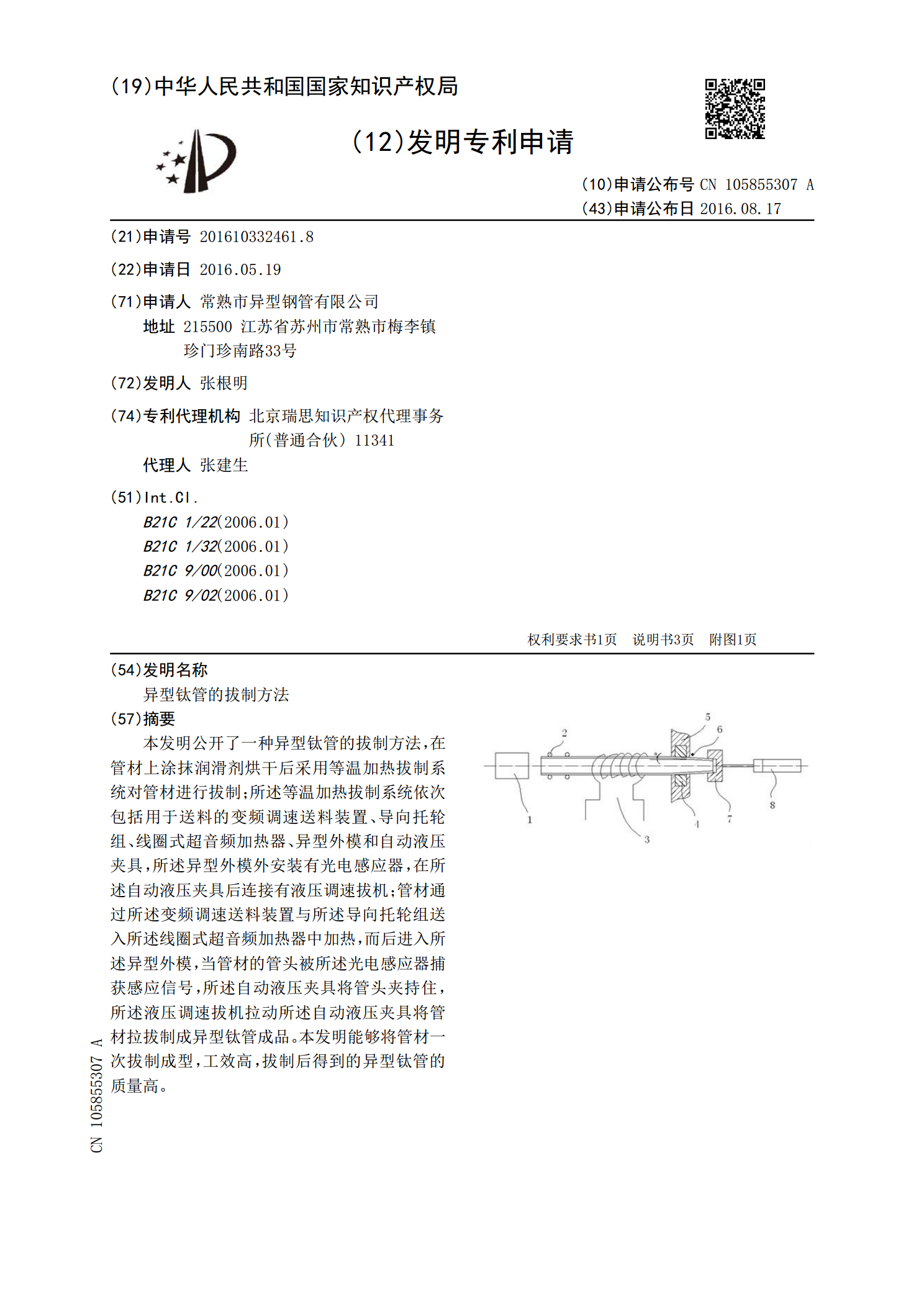
本发明公开了一种异型钛管的拔制方法,在管材上涂抹润滑剂烘干后采用等温加热拔制系统对管材进行拔制;所述等温加热拔制系统依次包括用于送料的变频调速送料装置、导向托轮组、线圈式超音频加热器、异型外模和自动液压夹具,所述异型外模外安装有光电感应器,在所述自动液压夹具后连接有液压调速拔机;管材通过所述变频调速送料装置与所述导向托轮组送入所述线圈式超音频加热器中加热,而后进入所述异型外模,当管材的管头被所述光电感应器捕获感应信号,所述自动液压夹具将管头夹持住,所述液压调速拔机拉动所述自动液压夹具将管材拉拔制成异型钛管
一种异型管的冷拔方法及模具.pdf
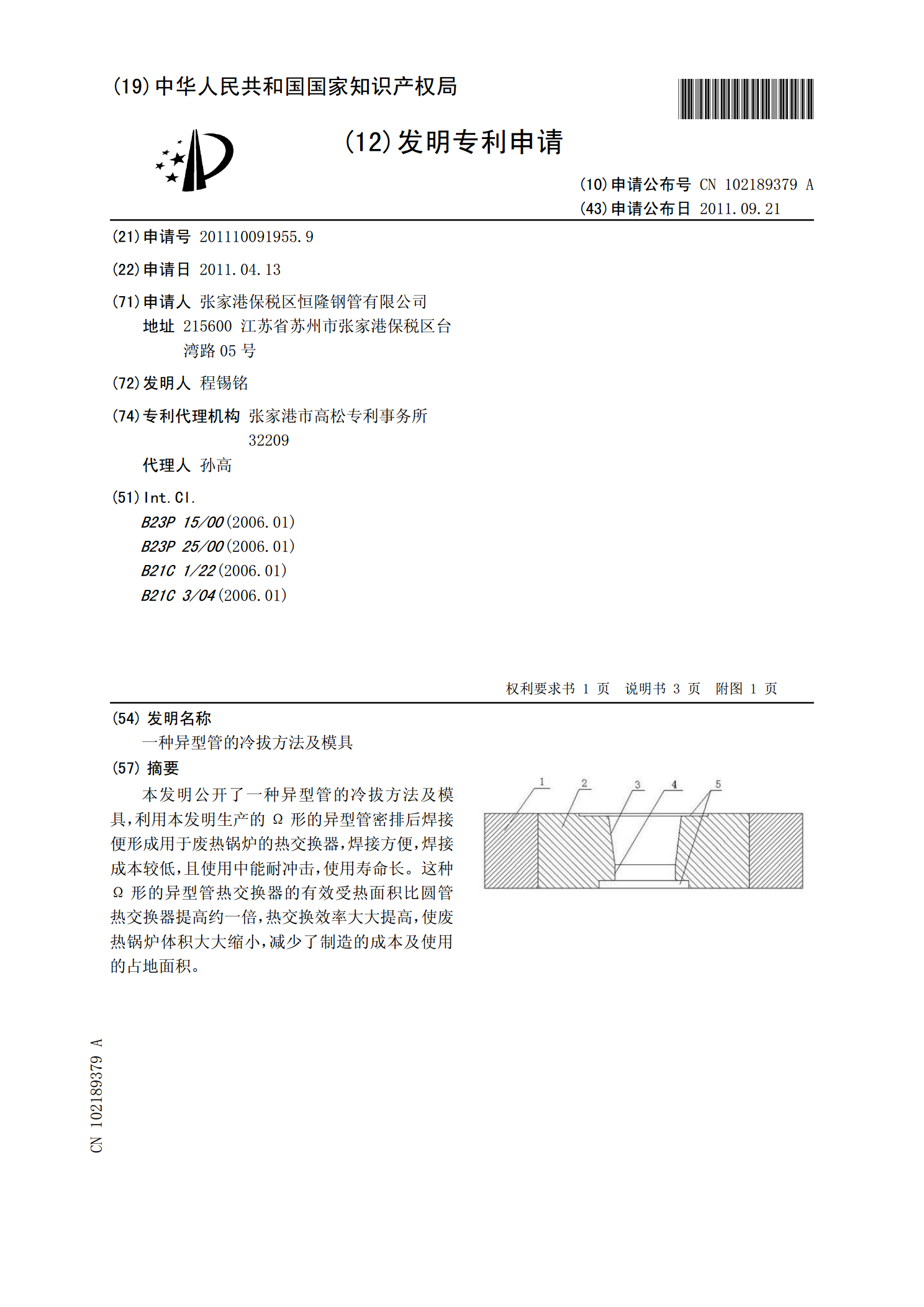
本发明公开了一种异型管的冷拔方法及模具,利用本发明生产的Ω形的异型管密排后焊接便形成用于废热锅炉的热交换器,焊接方便,焊接成本较低,且使用中能耐冲击,使用寿命长。这种Ω形的异型管热交换器的有效受热面积比圆管热交换器提高约一倍,热交换效率大大提高,使废热锅炉体积大大缩小,减少了制造的成本及使用的占地面积。

异型管成型方法.pdf
本发明涉及离心式大型压缩机制造技术领域,公开了一种异型管成型方法,包括步骤:S1:对压缩机焊接机壳的异型管按预定的设计进行分段;S2:按预定的两条剖分线对每一段进行纵向剖分;S3:对放样图形沿剖分线的径向增加尺寸以预留压型余量;S4:对满足S3之后形状及尺寸的板材利用压型折弯模具按预先设计的标线进行逐段折弯压型;S5:将两块板材折弯成对应异型管段的两部分的形状后,对每一段按自身的纵拼缝进行焊接;S6:将各异型管段焊接在一起,形成整个异型管。本发明的异型管成型方法通过分段放样、压型、焊接成各异型管段,再将各

专减壁厚拔管拔制力的研究.doc
专减壁厚拔管拔制力的研究刘铁军摘要:依照专减壁厚拔管拔制过程的变形特点,从分析金属受力情形动身,提出了拔制力运算公式及力学参数的研究方法;并在实测数据的基础上,通过数学处理建立了模型,以指导生产实践。关键词:专减壁厚拔管平面变形压缩屈服应力移动阻力拔制力STUDIESONDRAWINGFORCEOFDRAWNTUBEWITHSPECIALLYREDUCEDTHICKWALLLiuTiejun(HefeiIron&SteelCo.Ltd.)Abstract:Proceedingfromanalysisont

专减壁厚拔管拔制力的研究.doc
专减壁厚拔管拔制力的研究刘铁军摘要:依照专减壁厚拔管拔制过程的变形特点,从分析金属受力情形动身,提出了拔制力运算公式及力学参数的研究方法;并在实测数据的基础上,通过数学处理建立了模型,以指导生产实践。关键词:专减壁厚拔管平面变形压缩屈服应力移动阻力拔制力STUDIESONDRAWINGFORCEOFDRAWNTUBEWITHSPECIALLYREDUCEDTHICKWALLLiuTiejun(HefeiIron&SteelCo.Ltd.)Abstract:Proceedingfromanalysisont