
用于成形轧环的制造、尤其用于涡轮机盘的制造的锻造工具.pdf

是你****平呀

1/7
2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于成形轧环的制造、尤其用于涡轮机盘的制造的锻造工具.pdf
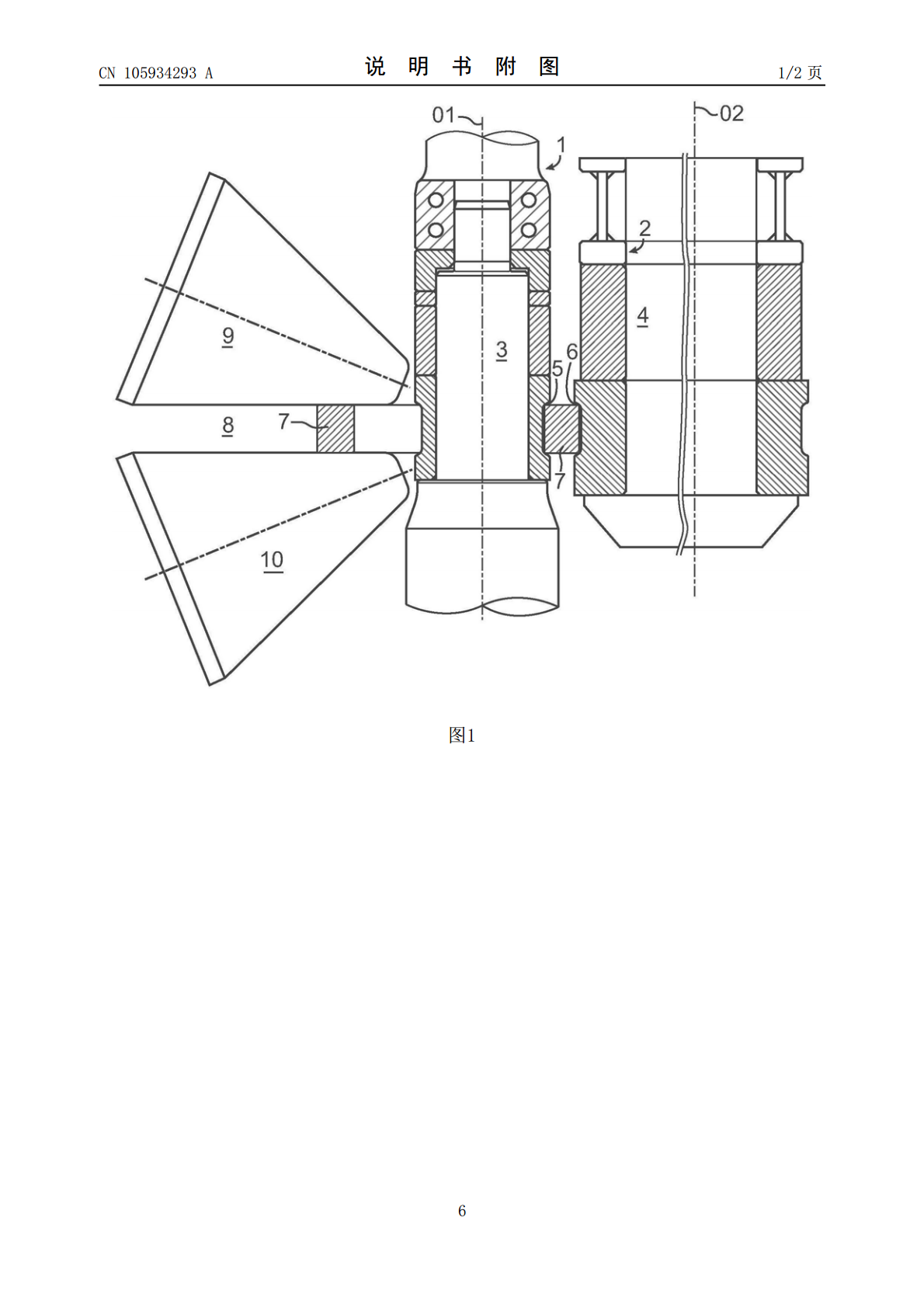
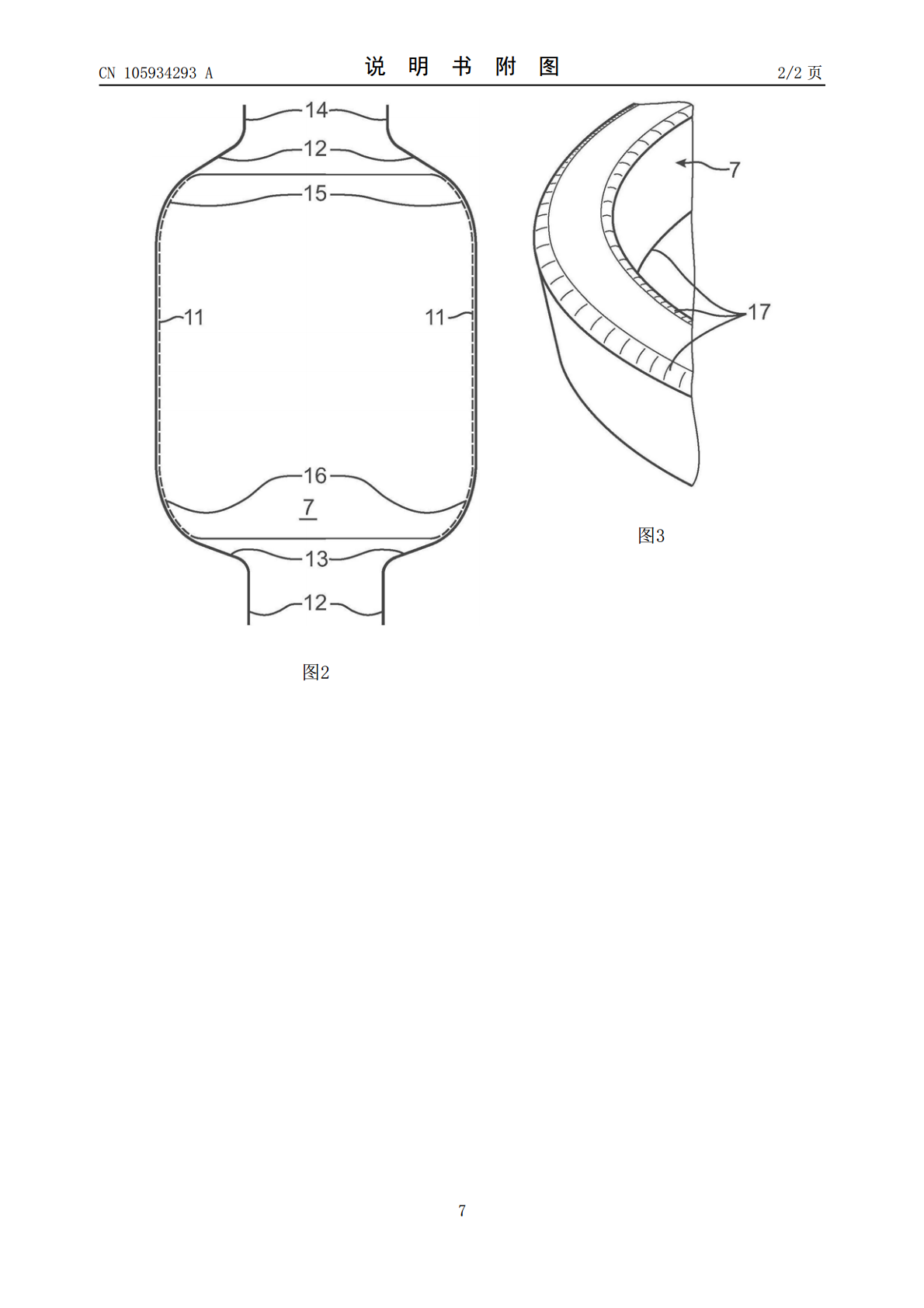
用于轧制环(7)的芯轴(1,2)包括用于容纳环的凹部(5,6),该凹部在各个面相遇的位置具有圆角半径,以避免在轧制的环(7)上生成尖锐的拐角和裂纹的意外形成。

用于制造涡轮机成形机翼的方法.pdf
根据该方法,从参考机翼开始形成涡轮机机翼,局部地减少在后缘处两个区域(25、26)中的金属出口角,该两个区域在使用中基本上对应于边界层中次要流的峰值位置。
用于制造尤其用于钟表机芯的倒角宝石的方法.pdf
本发明涉及一种用于制造尤其用于钟表的倒角宝石(8)的方法,其特征在于,所述方法包括以下步骤:由至少一种粉末形式的材料与粘合剂的混合物生产前体;使用顶部模具和包括凸肋的底部模具压制所述前体以形成生坯;烧结所述生坯,以便在所述至少一种材料中形成未来宝石(8)的坯体(30),所述坯体(30)包括外周面(37)和设置有凹槽(40)的底面(32);以及机加工所述主体(30),包括将所述外周面(37)刨削直到所述凹槽(40)的子步骤,使得所述凹槽的内壁(42)形成所述宝石(8)的所述外周面的至少张开部分。本发明还涉及

尤其用于车辆的构件以及用于制造这样的构件的方法.pdf
本发明涉及一种构件(10),其至少在局部区域(TB)借助增材制造方法制造,其中,至少所述局部区域(TB)由铝合金制成,该铝合金按重量百分比计具有:12%至40%的硅、0.3%至4%的铜、0.2%至0.7%的镁、最多1%的铁、最多0.5%的锆,以及作为余量具有铝和分别单独占比最多为0.30%且总体占比最多为1.5%的与制造相关的杂质。
用于制造锻造品的方法.pdf
提供一种用于制造锻造品的方法,借此能够增加用于温和热锻造的模具的耐久性。用于制造锻造品的方法的特征在于包括:使用模具,将包括0.01‑0.98质量%的水溶性硫酸盐的水溶性聚合物基润滑剂喷洒或施用到模具的工作表面上,以及温和热锻造钢材,所述模具具有在其工作表面上的氮化层或渗硫氮化层并且包括具有硬度为55‑60HRC的材料,所述材料具有的成分组成以质量%计为:0.4‑0.7%的C、1.0%或更少的Si、1.0%或更少的Mn、4.0‑6.0%的Cr、2.0‑4.0%的根据关系表达式(Mo+1/2W)的W和Mo中