
一种齿轮室盖毛坯以及齿轮室盖加工方法.pdf

音景****ka

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮室盖毛坯以及齿轮室盖加工方法.pdf
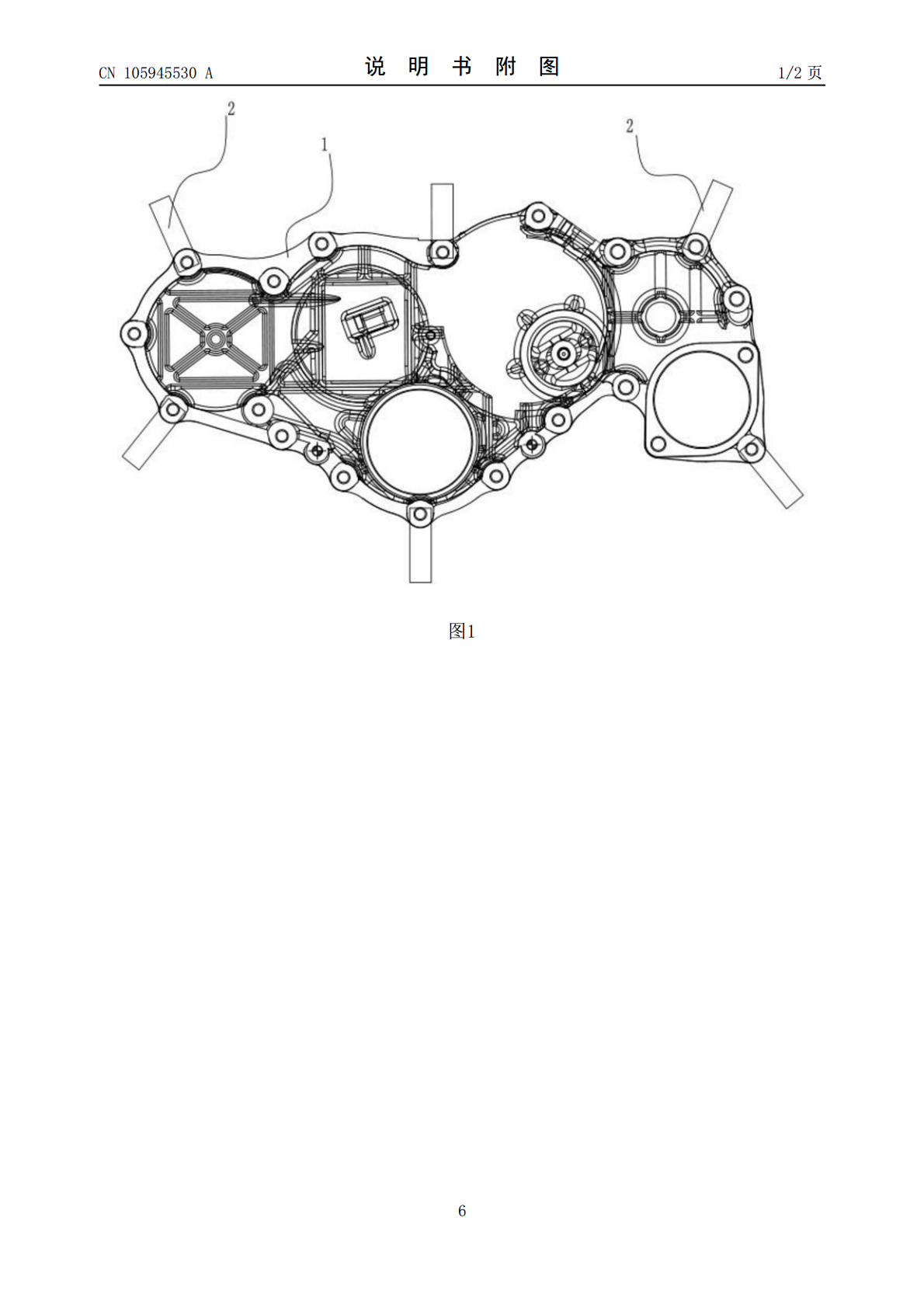
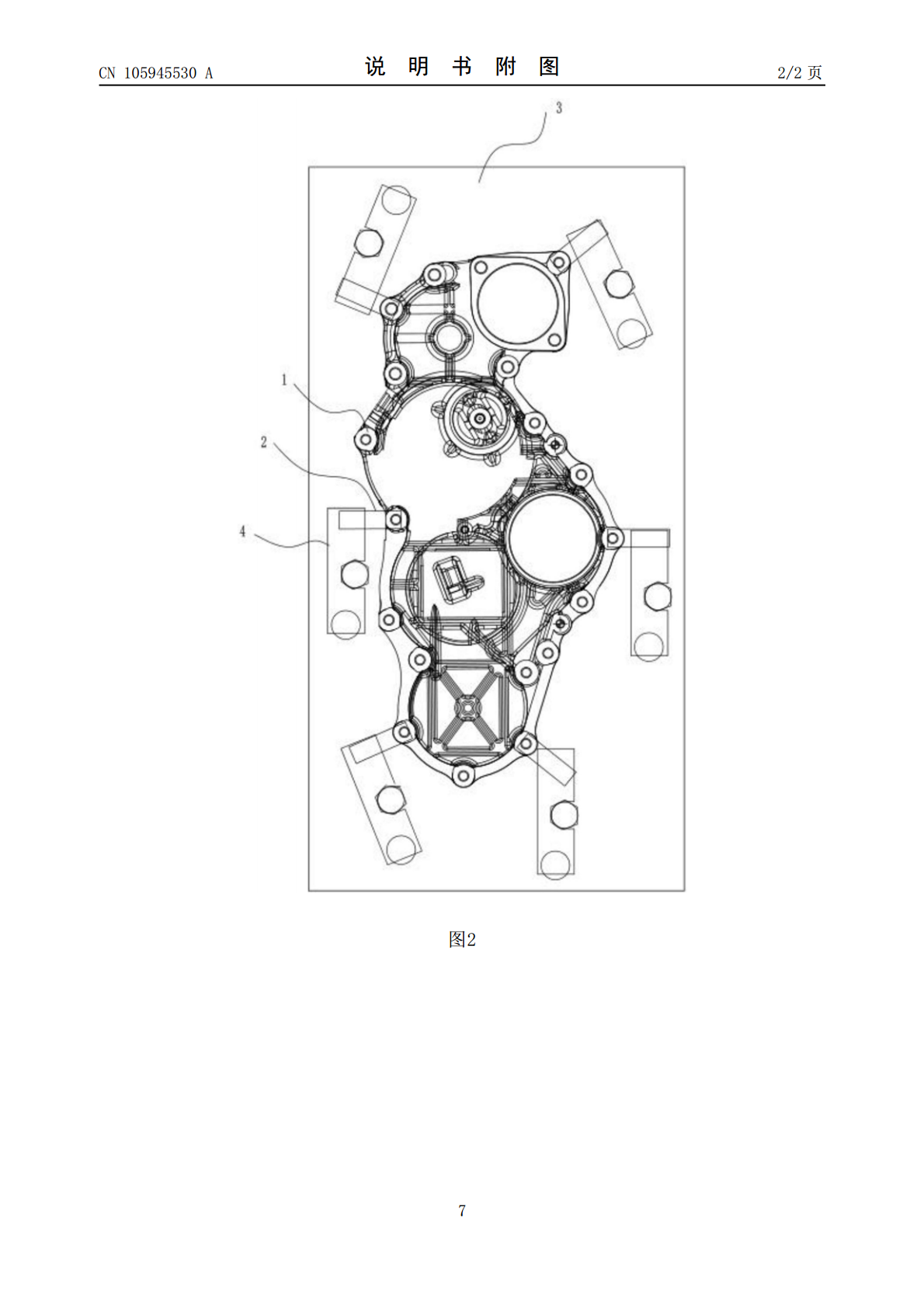
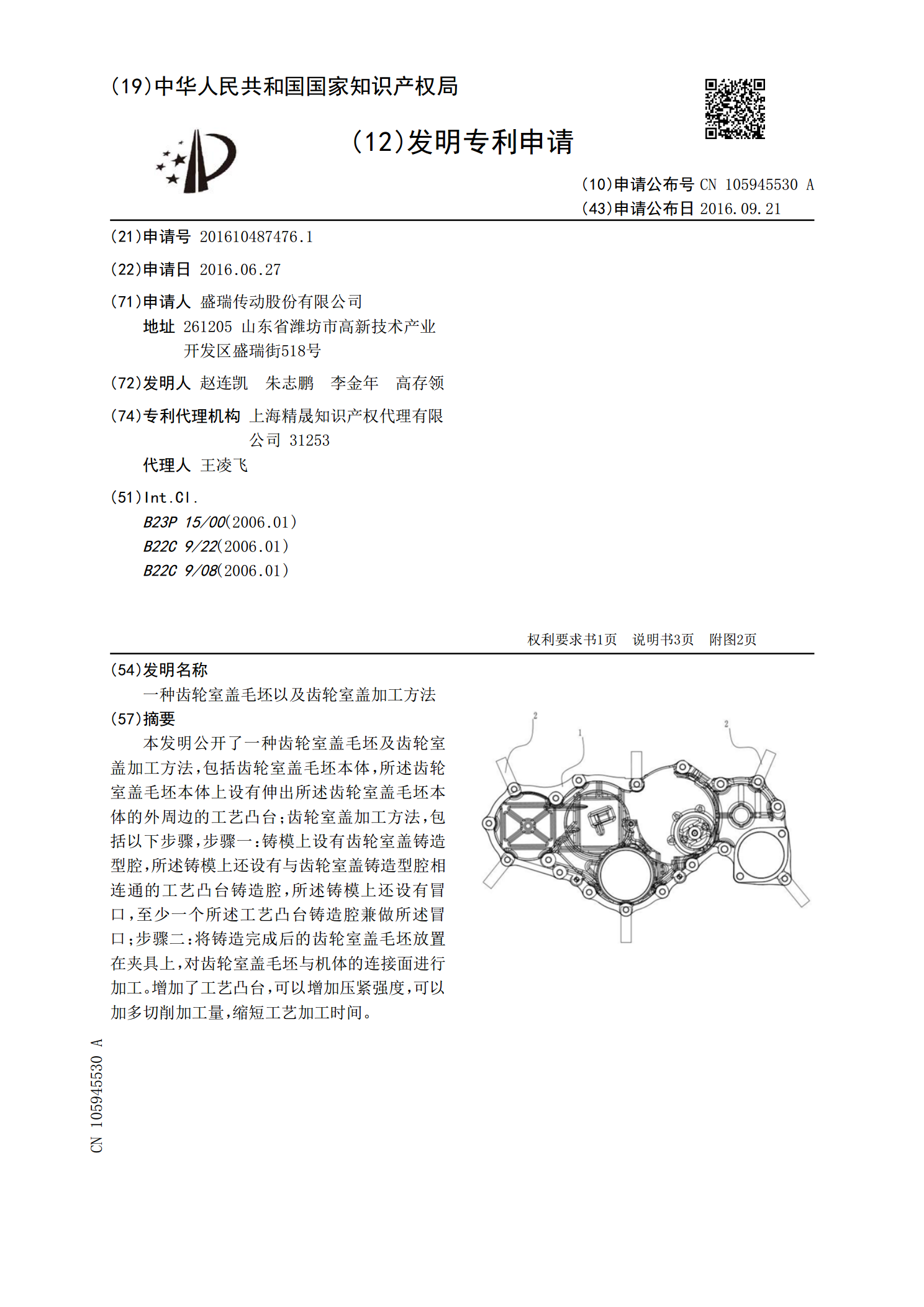
本发明公开了一种齿轮室盖毛坯及齿轮室盖加工方法,包括齿轮室盖毛坯本体,所述齿轮室盖毛坯本体上设有伸出所述齿轮室盖毛坯本体的外周边的工艺凸台;齿轮室盖加工方法,包括以下步骤,步骤一:铸模上设有齿轮室盖铸造型腔,所述铸模上还设有与齿轮室盖铸造型腔相连通的工艺凸台铸造腔,所述铸模上还设有冒口,至少一个所述工艺凸台铸造腔兼做所述冒口;步骤二:将铸造完成后的齿轮室盖毛坯放置在夹具上,对齿轮室盖毛坯与机体的连接面进行加工。增加了工艺凸台,可以增加压紧强度,可以加多切削加工量,缩短工艺加工时间。
一种齿轮室盖毛坯以及齿轮室盖加工方法.pdf
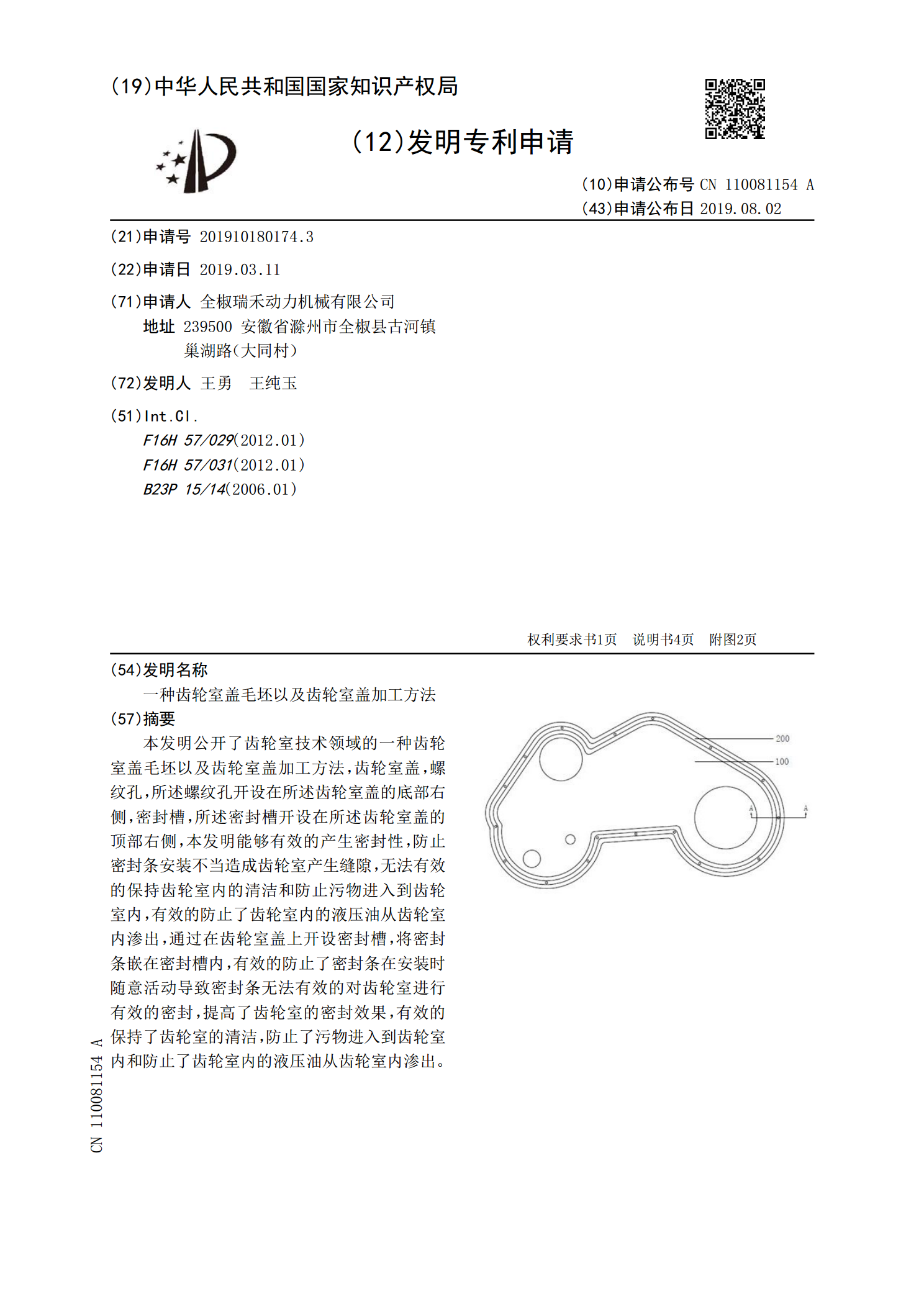
本发明公开了齿轮室技术领域的一种齿轮室盖毛坯以及齿轮室盖加工方法,齿轮室盖,螺纹孔,所述螺纹孔开设在所述齿轮室盖的底部右侧,密封槽,所述密封槽开设在所述齿轮室盖的顶部右侧,本发明能够有效的产生密封性,防止密封条安装不当造成齿轮室产生缝隙,无法有效的保持齿轮室内的清洁和防止污物进入到齿轮室内,有效的防止了齿轮室内的液压油从齿轮室内渗出,通过在齿轮室盖上开设密封槽,将密封条嵌在密封槽内,有效的防止了密封条在安装时随意活动导致密封条无法有效的对齿轮室进行有效的密封,提高了齿轮室的密封效果,有效的保持了齿轮室的清
一种齿轮室盖及其加工工艺.pdf
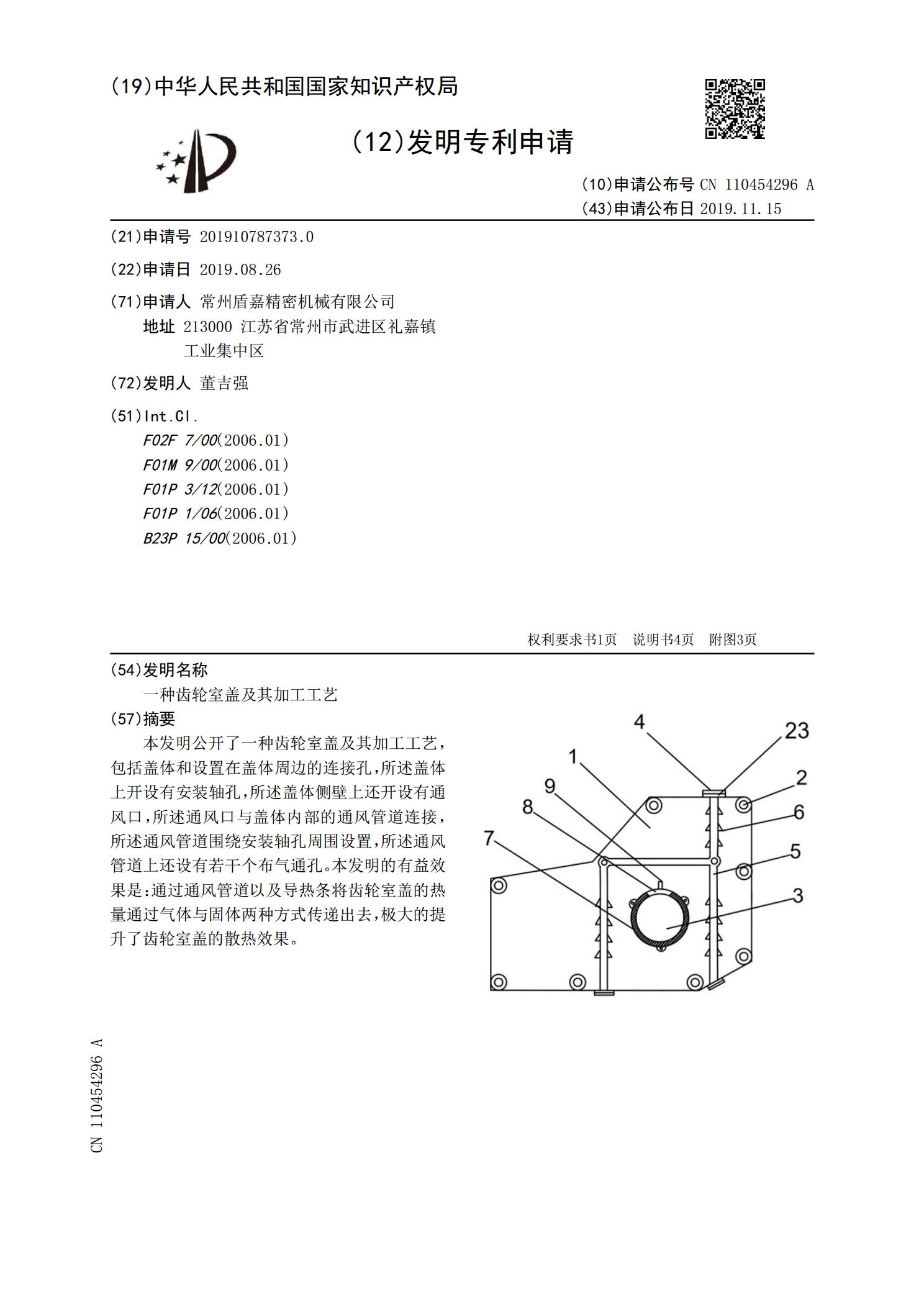
本发明公开了一种齿轮室盖及其加工工艺,包括盖体和设置在盖体周边的连接孔,所述盖体上开设有安装轴孔,所述盖体侧壁上还开设有通风口,所述通风口与盖体内部的通风管道连接,所述通风管道围绕安装轴孔周围设置,所述通风管道上还设有若干个布气通孔。本发明的有益效果是:通过通风管道以及导热条将齿轮室盖的热量通过气体与固体两种方式传递出去,极大的提升了齿轮室盖的散热效果。
一种防震齿轮室盖.pdf
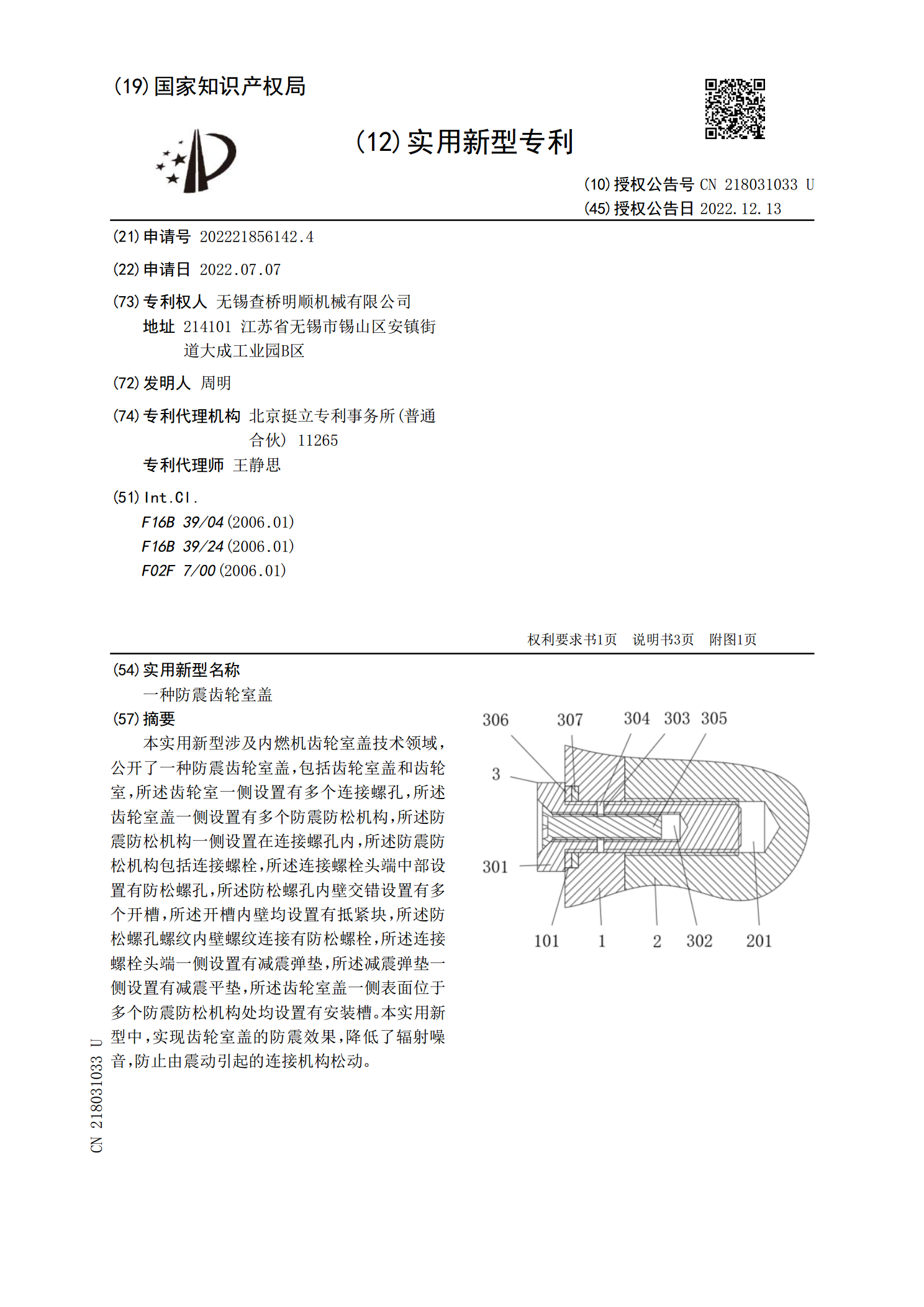
本实用新型涉及内燃机齿轮室盖技术领域,公开了一种防震齿轮室盖,包括齿轮室盖和齿轮室,所述齿轮室一侧设置有多个连接螺孔,所述齿轮室盖一侧设置有多个防震防松机构,所述防震防松机构一侧设置在连接螺孔内,所述防震防松机构包括连接螺栓,所述连接螺栓头端中部设置有防松螺孔,所述防松螺孔内壁交错设置有多个开槽,所述开槽内壁均设置有抵紧块,所述防松螺孔螺纹内壁螺纹连接有防松螺栓,所述连接螺栓头端一侧设置有减震弹垫,所述减震弹垫一侧设置有减震平垫,所述齿轮室盖一侧表面位于多个防震防松机构处均设置有安装槽。本实用新型中,实现
齿轮室盖罩连接装置.pdf
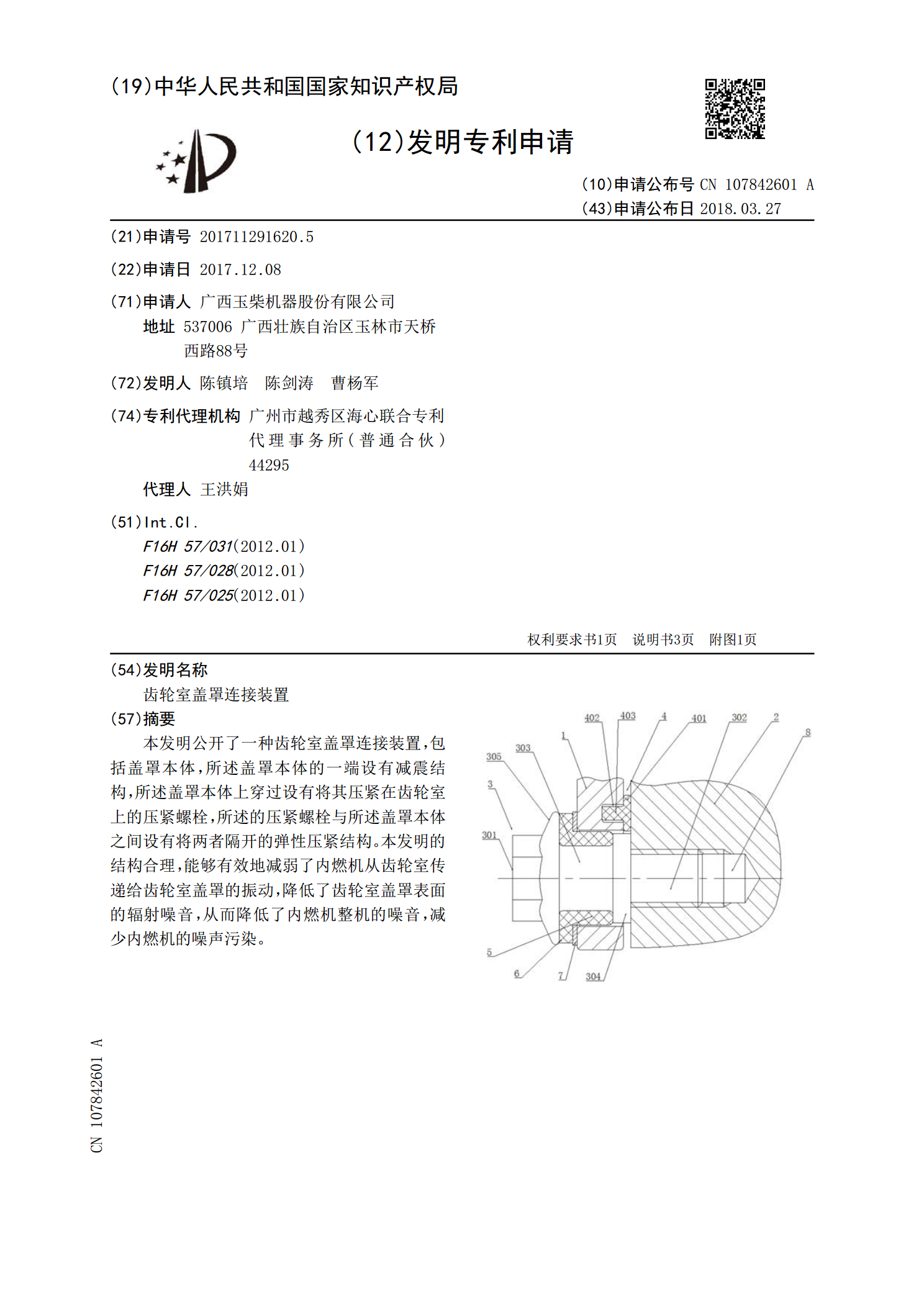
本发明公开了一种齿轮室盖罩连接装置,包括盖罩本体,所述盖罩本体的一端设有减震结构,所述盖罩本体上穿过设有将其压紧在齿轮室上的压紧螺栓,所述的压紧螺栓与所述盖罩本体之间设有将两者隔开的弹性压紧结构。本发明的结构合理,能够有效地减弱了内燃机从齿轮室传递给齿轮室盖罩的振动,降低了齿轮室盖罩表面的辐射噪音,从而降低了内燃机整机的噪音,减少内燃机的噪声污染。