
一种变速器中间轴总成斜齿对齿方法及装置.pdf

小沛****文章

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种变速器中间轴总成斜齿对齿方法及装置.pdf
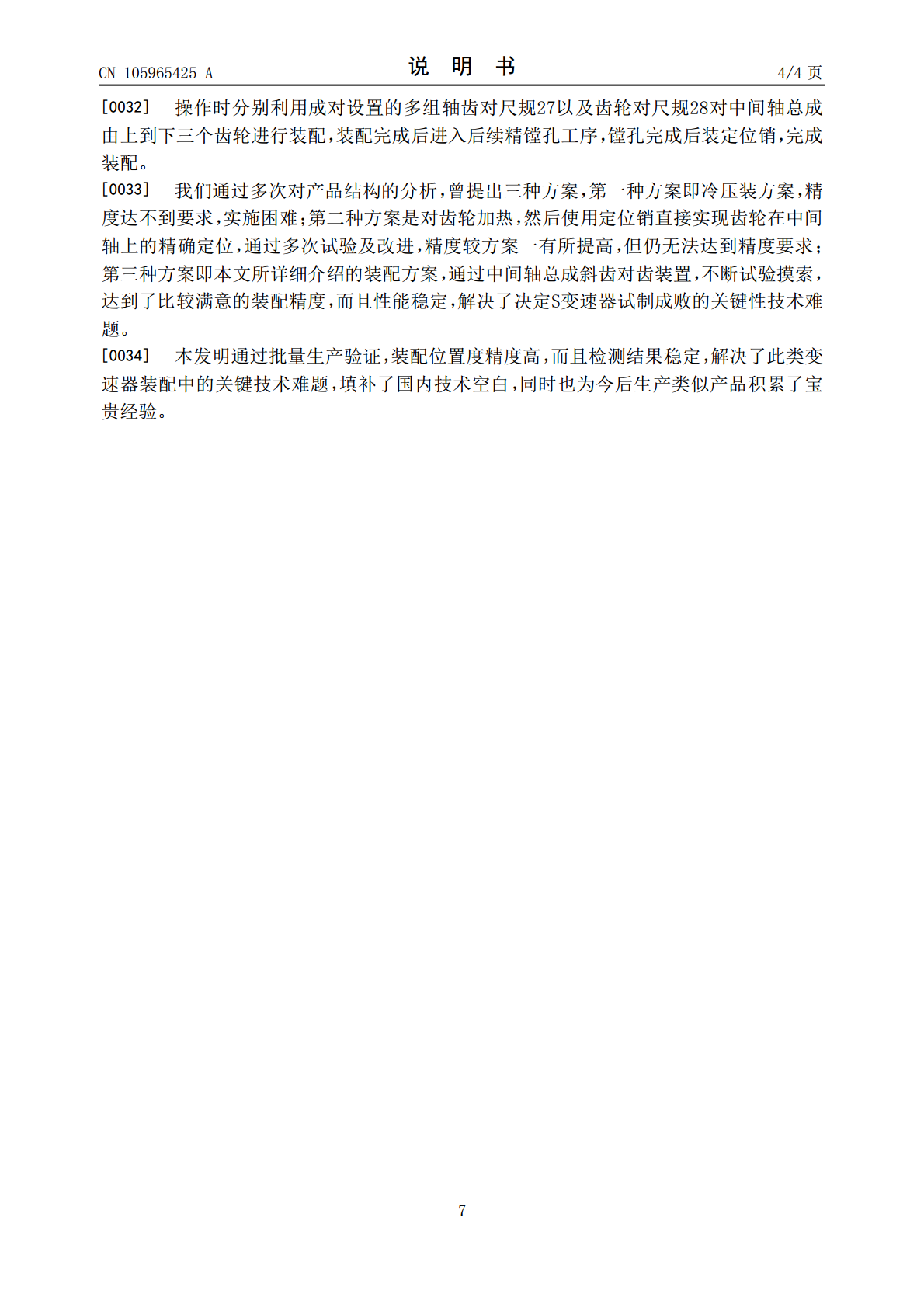
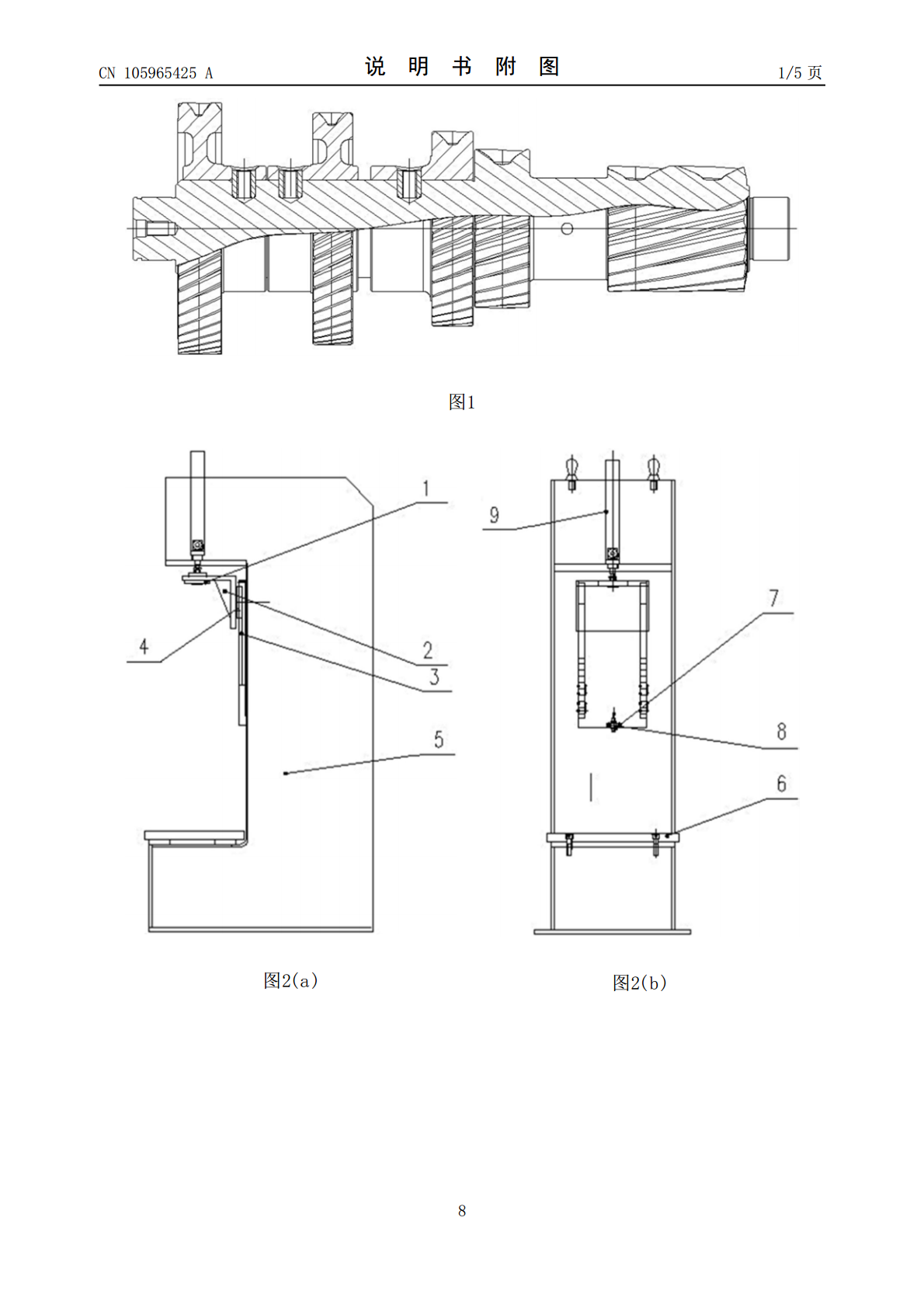
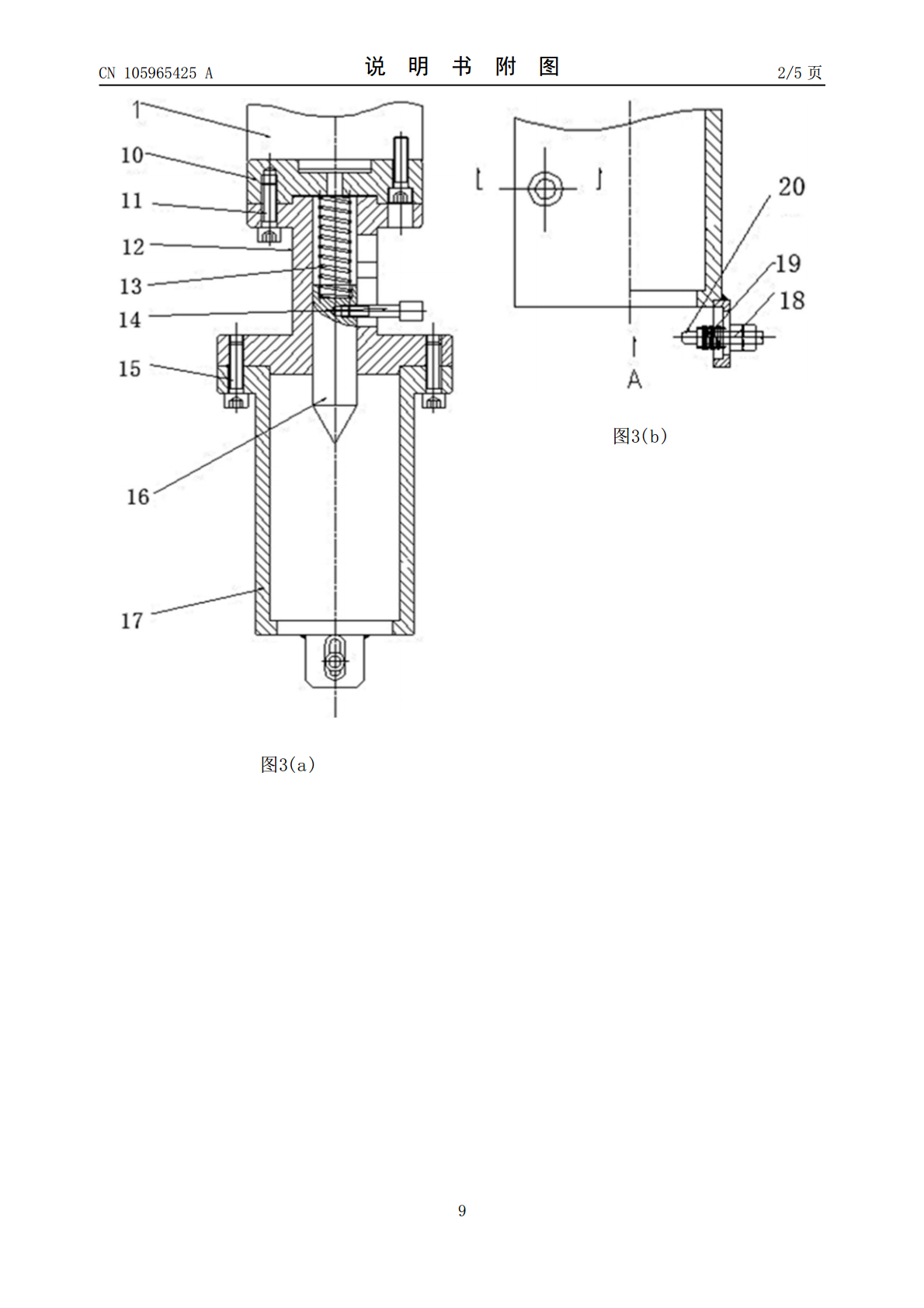
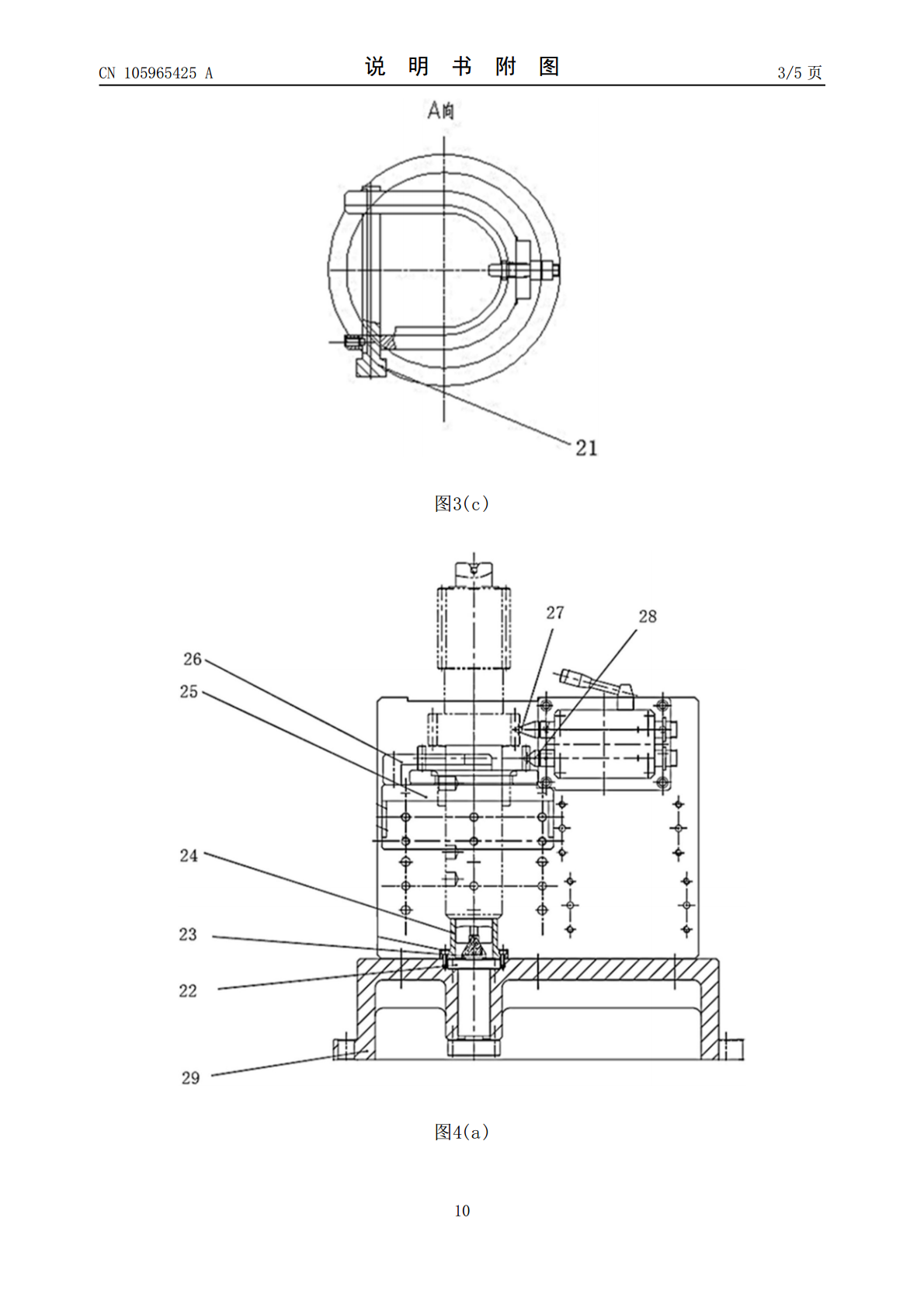
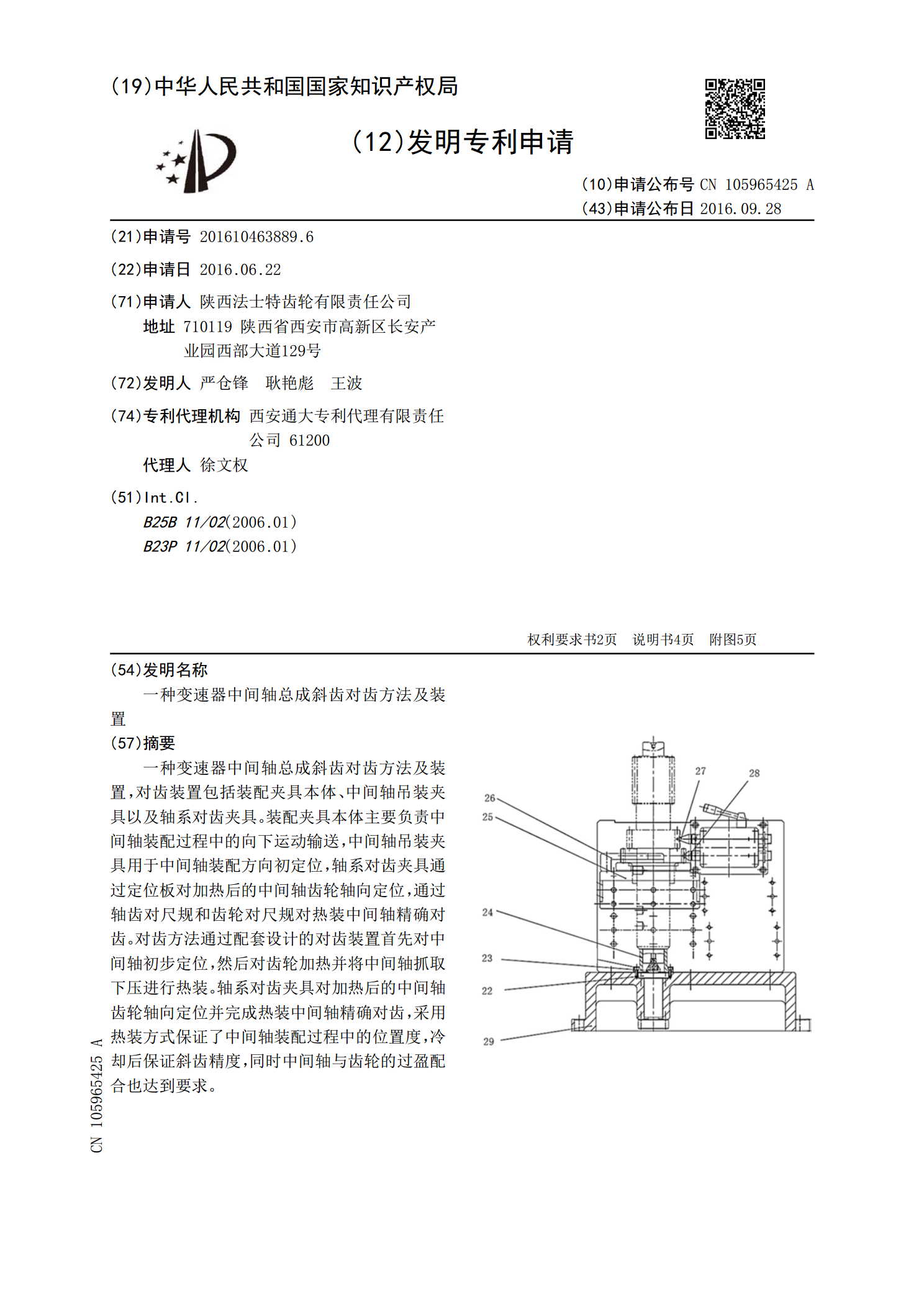
一种变速器中间轴总成斜齿对齿方法及装置,对齿装置包括装配夹具本体、中间轴吊装夹具以及轴系对齿夹具。装配夹具本体主要负责中间轴装配过程中的向下运动输送,中间轴吊装夹具用于中间轴装配方向初定位,轴系对齿夹具通过定位板对加热后的中间轴齿轮轴向定位,通过轴齿对尺规和齿轮对尺规对热装中间轴精确对齿。对齿方法通过配套设计的对齿装置首先对中间轴初步定位,然后对齿轮加热并将中间轴抓取下压进行热装。轴系对齿夹具对加热后的中间轴齿轮轴向定位并完成热装中间轴精确对齿,采用热装方式保证了中间轴装配过程中的位置度,冷却后保证斜齿精

双中间轴斜齿变速器中间轴支撑装置.pdf
本发明涉及一种双中间轴斜齿变速器中间轴支撑装置,包括主箱中间轴支撑轴承,该主箱中间轴支撑轴承是球轴承或圆柱滚子轴承。本发明提供了一种安装工序简单、故障率低以及成本低廉的双中间轴斜齿变速器中间轴支撑装置。
一种斜齿双中间轴十二档变速器.pdf
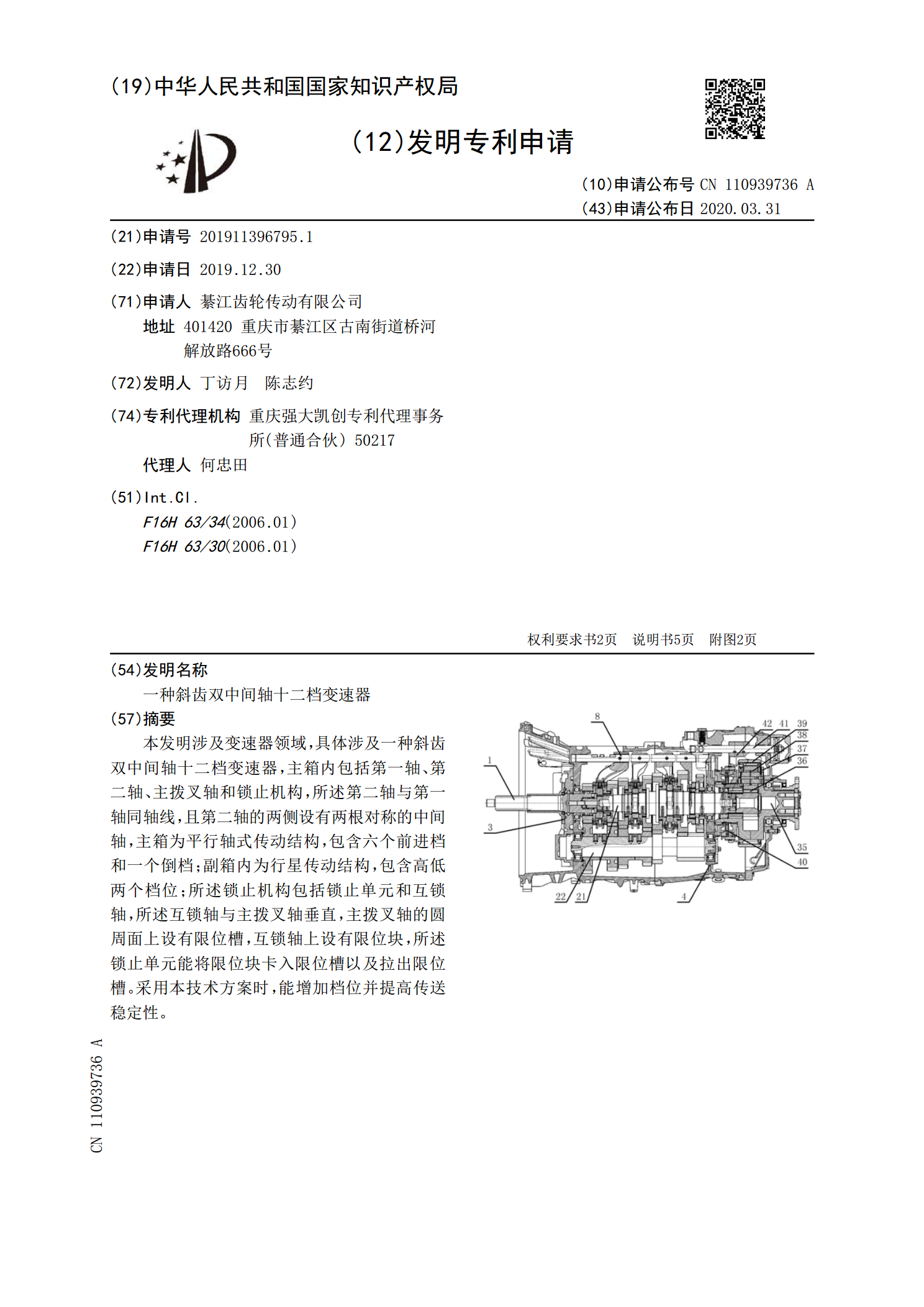
本发明涉及变速器领域,具体涉及一种斜齿双中间轴十二档变速器,主箱内包括第一轴、第二轴、主拨叉轴和锁止机构,所述第二轴与第一轴同轴线,且第二轴的两侧设有两根对称的中间轴,主箱为平行轴式传动结构,包含六个前进档和一个倒档;副箱内为行星传动结构,包含高低两个档位;所述锁止机构包括锁止单元和互锁轴,所述互锁轴与主拨叉轴垂直,主拨叉轴的圆周面上设有限位槽,互锁轴上设有限位块,所述锁止单元能将限位块卡入限位槽以及拉出限位槽。采用本技术方案时,能增加档位并提高传送稳定性。

一种细高齿双中间轴变速器对齿夹具.pdf
本发明公开了一种细高齿双中间轴变速器对齿夹具,包括定位板(1),定位板(1)的中心处开设有用于辅助安装二轴的二轴定位孔(101),二轴定位孔(101)的两侧各开设有一个通孔,每个通孔处均设置有一个定位套(2),每个定位套(2)的中心处均开设有用于辅助安装中间轴的中间轴定位孔(201)。本发明中定位套的设计与中间轴轴承座、定位板为间隙配合,对齿完成后用定位套上中间轴定位孔固定左右中间轴总成,如果定位套不能顺利地套入中间轴轴承座则对齿有问题,防止对齿错误的变速器继续装配,从而达到防错的目的,提高一次装箱合格率
中间轴螺旋齿对齿的滚齿加工方法.pdf
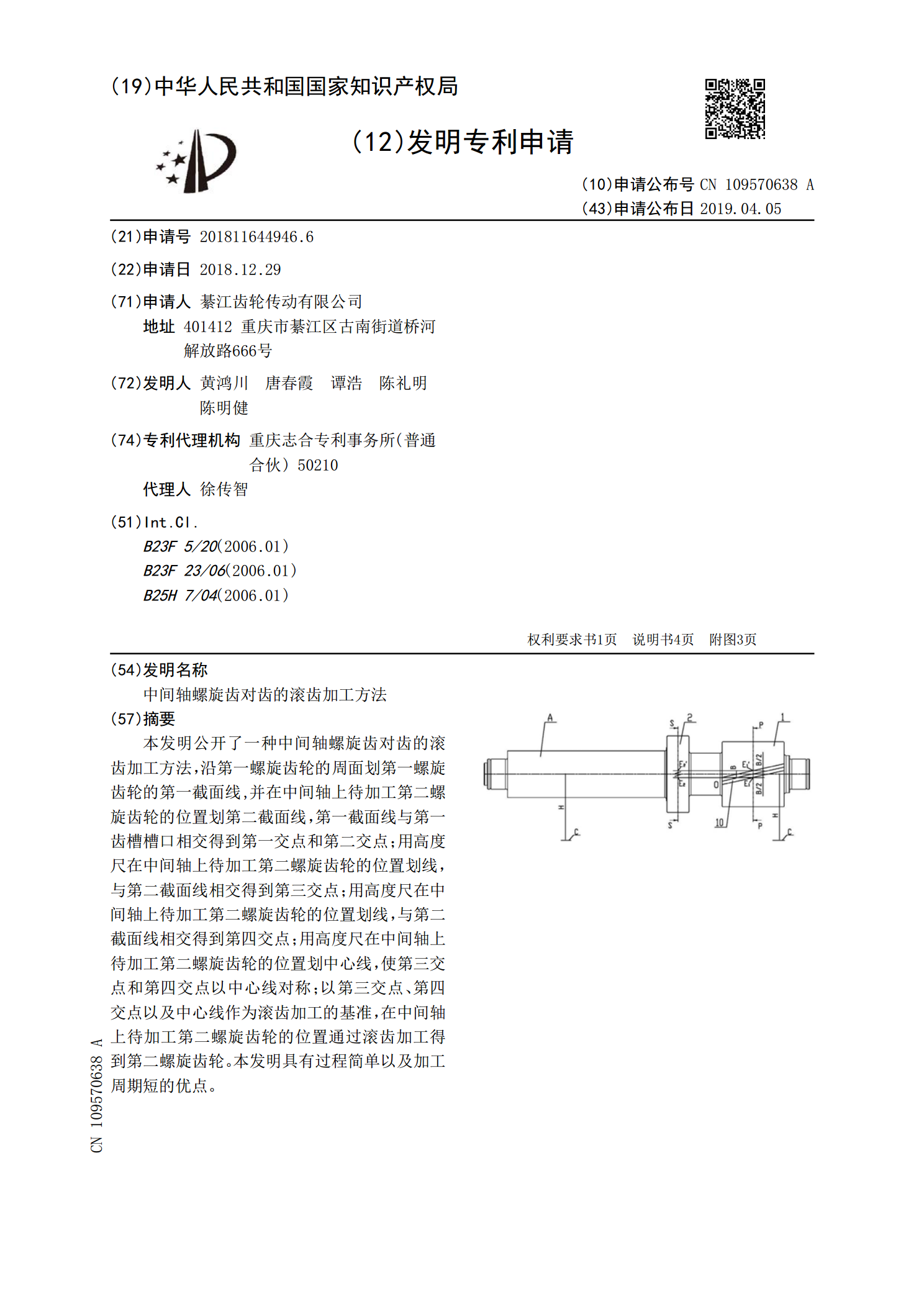
本发明公开了一种中间轴螺旋齿对齿的滚齿加工方法,沿第一螺旋齿轮的周面划第一螺旋齿轮的第一截面线,并在中间轴上待加工第二螺旋齿轮的位置划第二截面线,第一截面线与第一齿槽槽口相交得到第一交点和第二交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划线,与第二截面线相交得到第三交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划线,与第二截面线相交得到第四交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划中心线,使第三交点和第四交点以中心线对称;以第三交点、第四交点以及中心线作为滚齿加工的基准,在中间轴上待加工第二