
中间轴螺旋齿对齿的滚齿加工方法.pdf

莉娜****ua

1/9
2/9
3/9
4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
中间轴螺旋齿对齿的滚齿加工方法.pdf
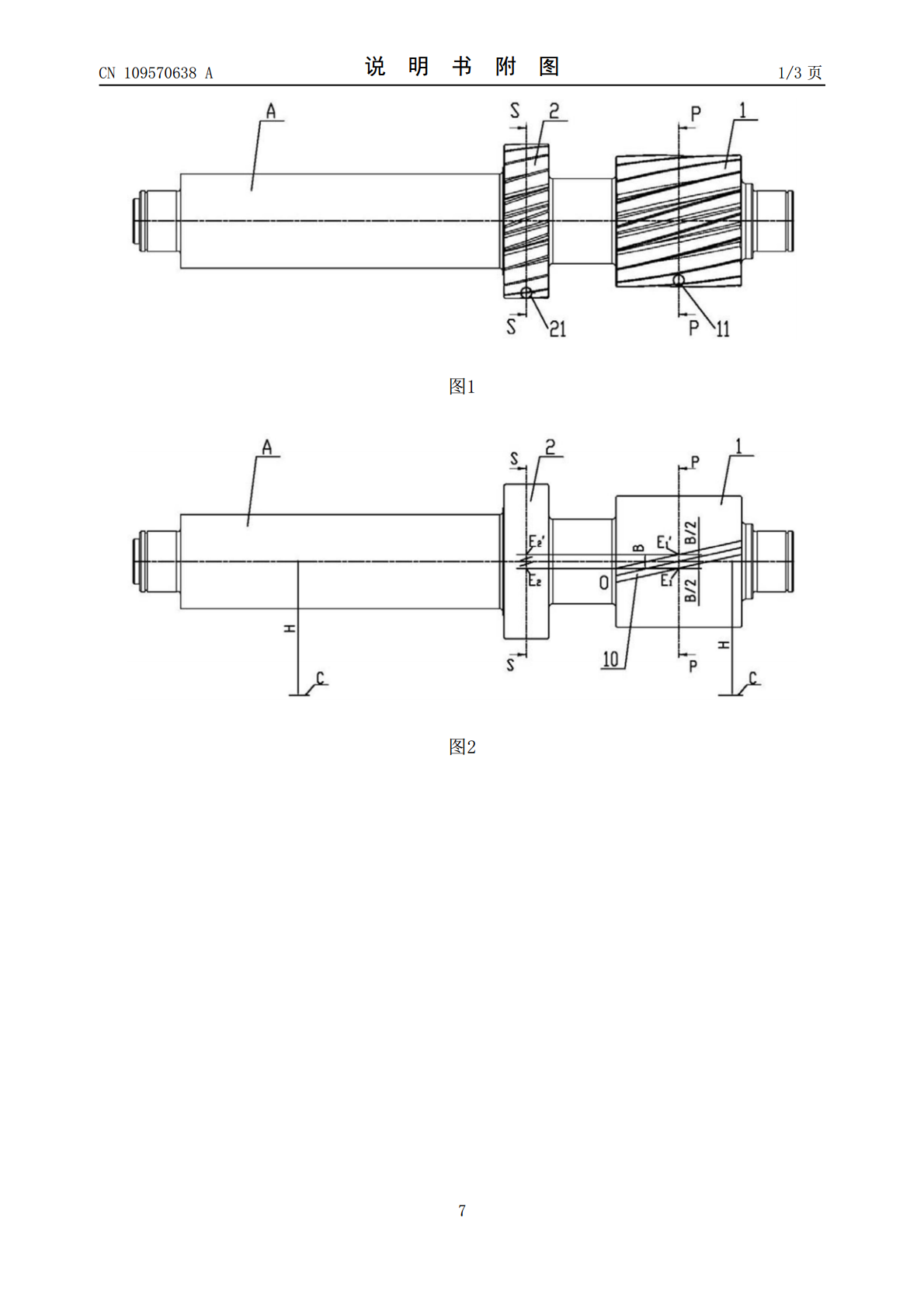
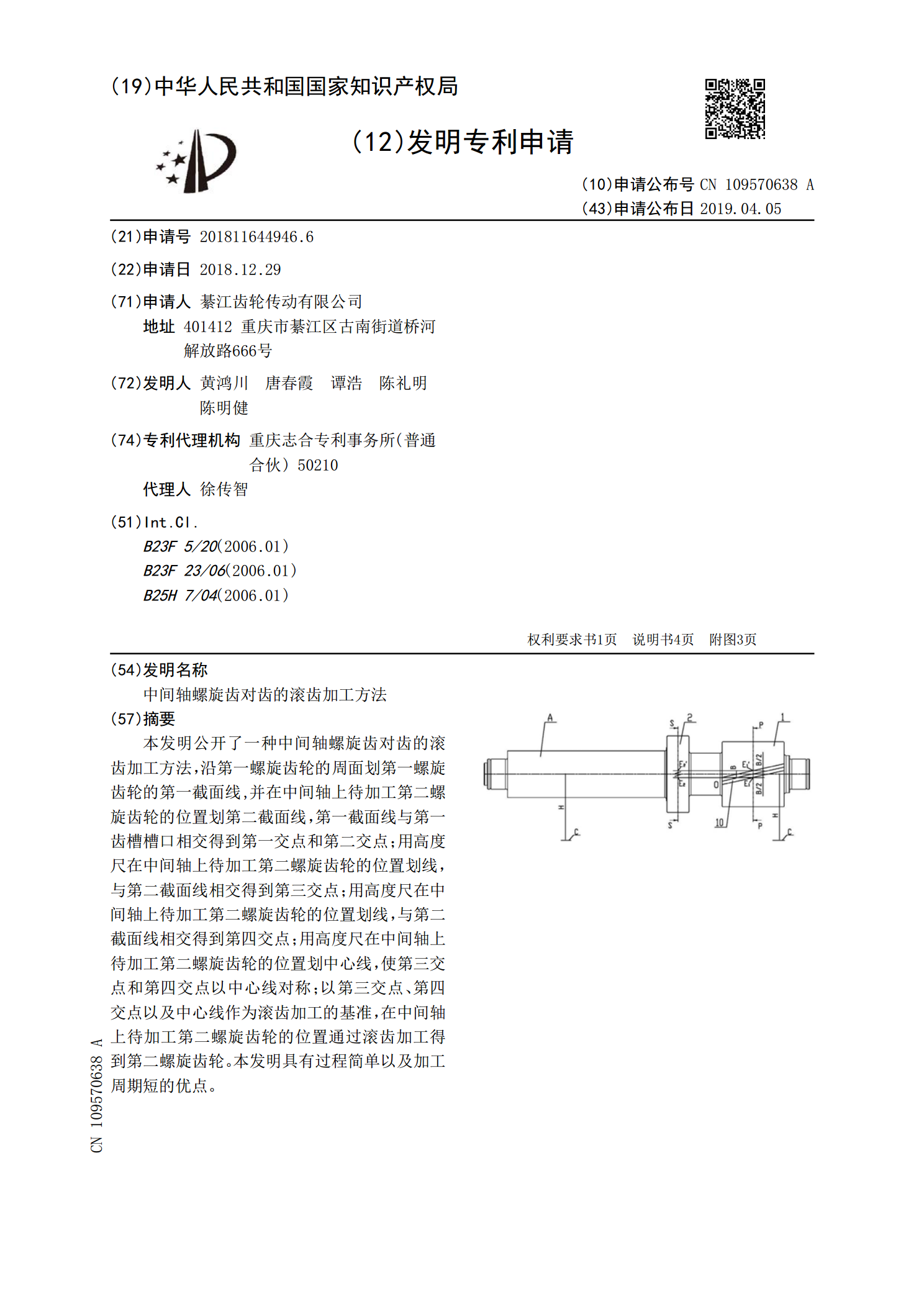
本发明公开了一种中间轴螺旋齿对齿的滚齿加工方法,沿第一螺旋齿轮的周面划第一螺旋齿轮的第一截面线,并在中间轴上待加工第二螺旋齿轮的位置划第二截面线,第一截面线与第一齿槽槽口相交得到第一交点和第二交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划线,与第二截面线相交得到第三交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划线,与第二截面线相交得到第四交点;用高度尺在中间轴上待加工第二螺旋齿轮的位置划中心线,使第三交点和第四交点以中心线对称;以第三交点、第四交点以及中心线作为滚齿加工的基准,在中间轴上待加工第二
滚齿加工工装及滚齿加工方法.pdf
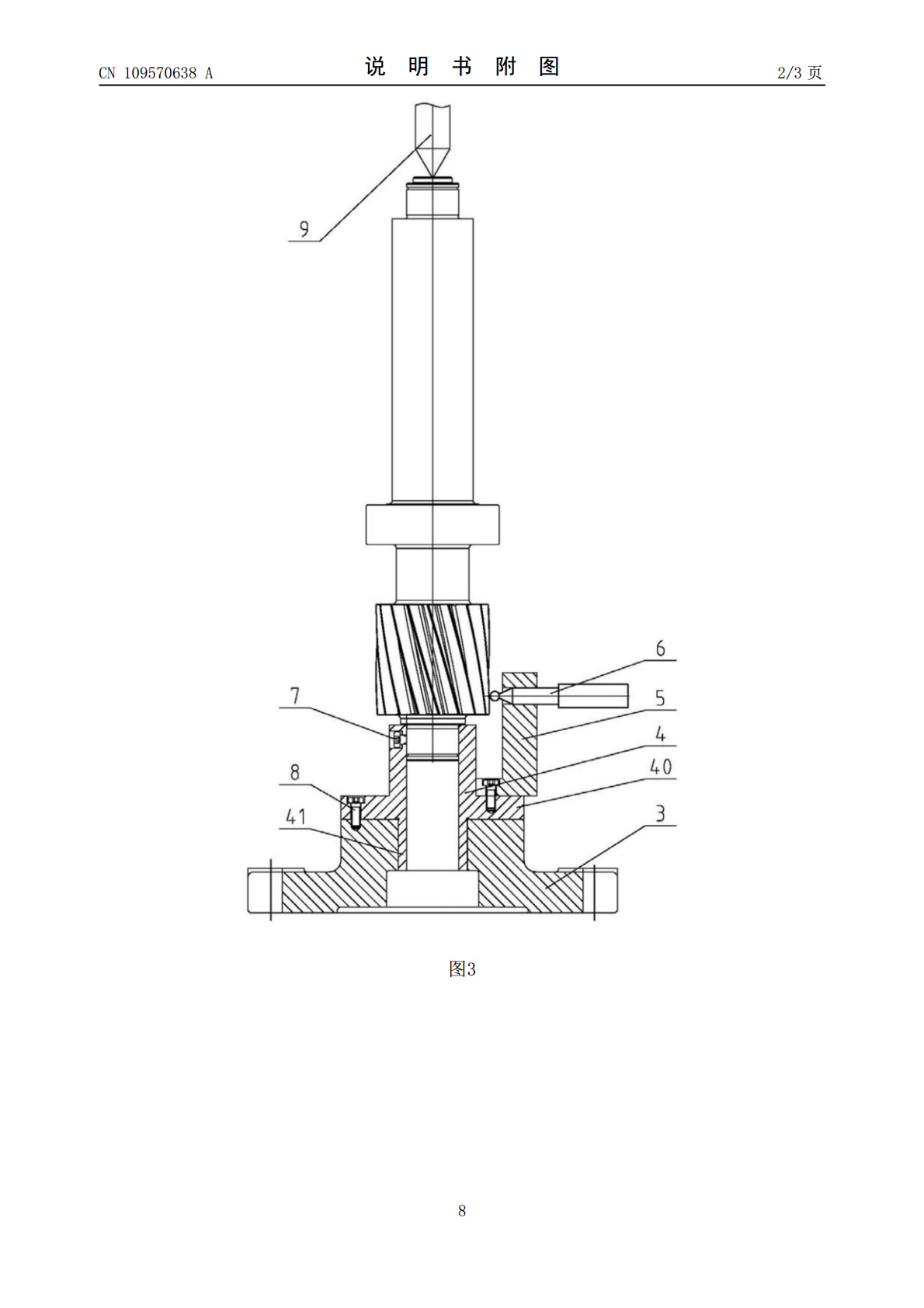
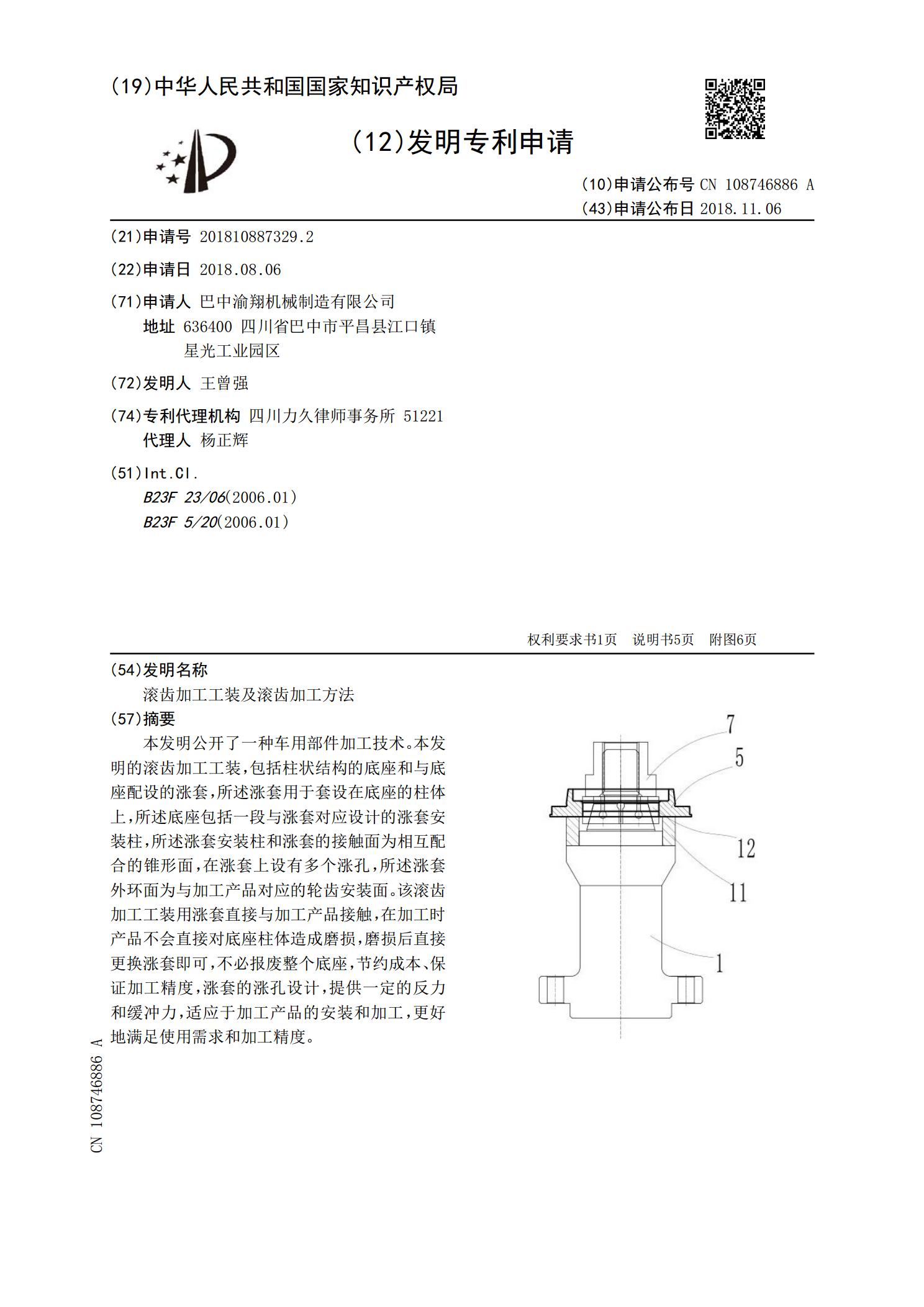
本发明公开了一种车用部件加工技术。本发明的滚齿加工工装,包括柱状结构的底座和与底座配设的涨套,所述涨套用于套设在底座的柱体上,所述底座包括一段与涨套对应设计的涨套安装柱,所述涨套安装柱和涨套的接触面为相互配合的锥形面,在涨套上设有多个涨孔,所述涨套外环面为与加工产品对应的轮齿安装面。该滚齿加工工装用涨套直接与加工产品接触,在加工时产品不会直接对底座柱体造成磨损,磨损后直接更换涨套即可,不必报废整个底座,节约成本、保证加工精度,涨套的涨孔设计,提供一定的反力和缓冲力,适应于加工产品的安装和加工,更好地满足使
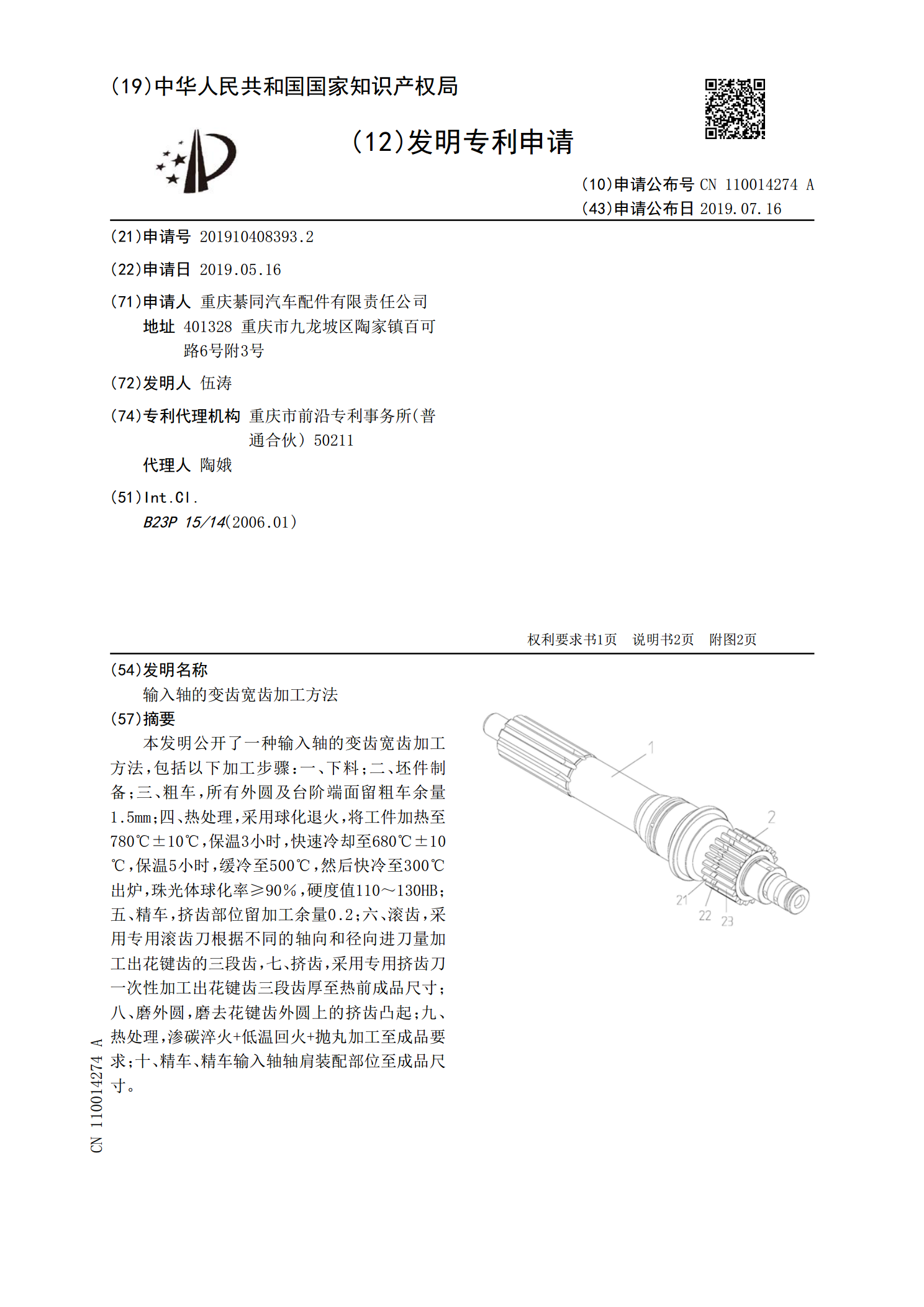
输入轴的变齿宽齿加工方法.pdf
本发明公开了一种输入轴的变齿宽齿加工方法,包括以下加工步骤:一、下料;二、坯件制备;三、粗车,所有外圆及台阶端面留粗车余量1.5mm;四、热处理,采用球化退火,将工件加热至780℃±10℃,保温3小时,快速冷却至680℃±10℃,保温5小时,缓冷至500℃,然后快冷至300℃出炉,珠光体球化率≥90%,硬度值110~130HB;五、精车,挤齿部位留加工余量0.2;六、滚齿,采用专用滚齿刀根据不同的轴向和径向进刀量加工出花键齿的三段齿,七、挤齿,采用专用挤齿刀一次性加工出花键齿三段齿厚至热前成品尺寸;八、磨
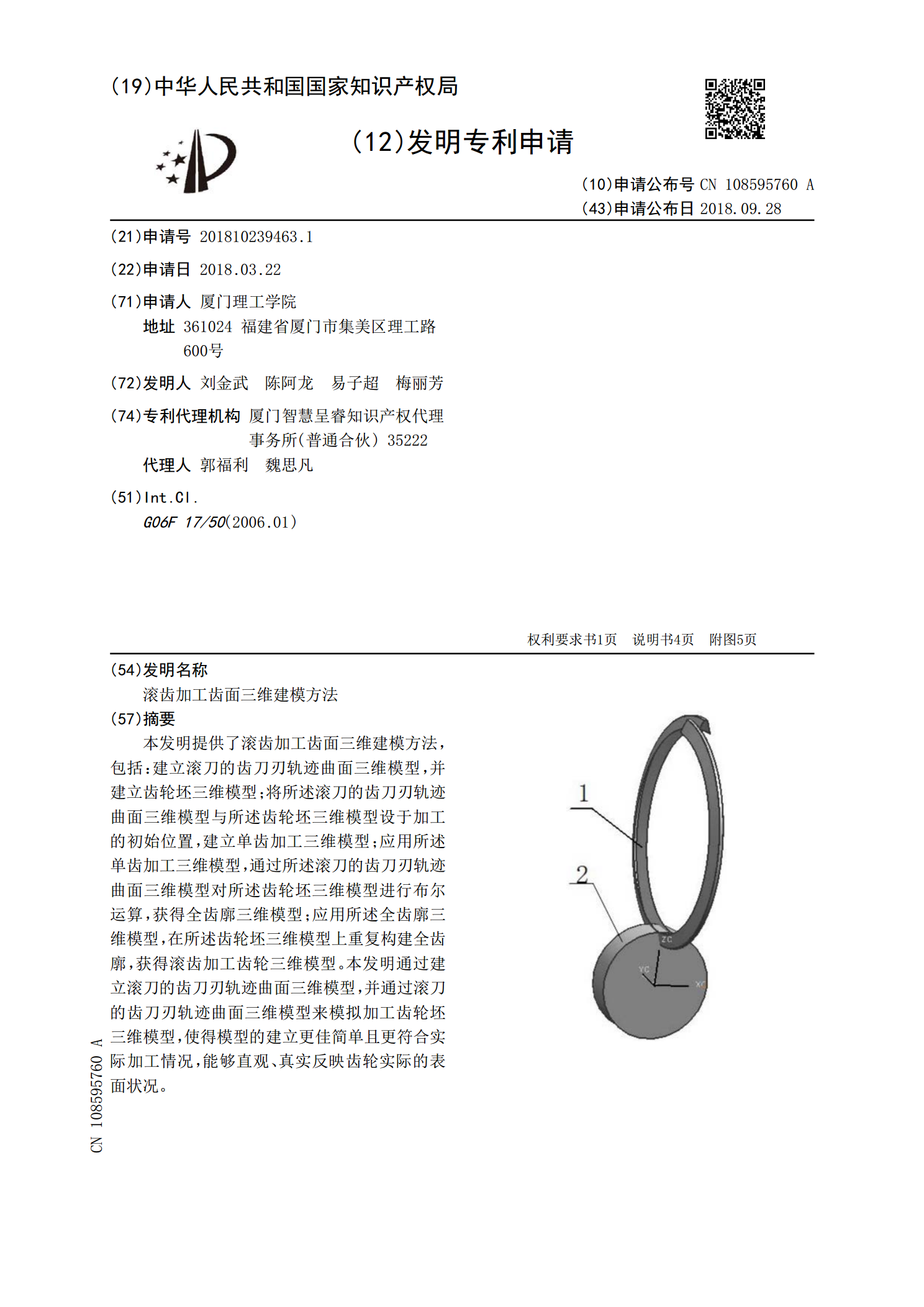
滚齿加工齿面三维建模方法.pdf
本发明提供了滚齿加工齿面三维建模方法,包括:建立滚刀的齿刀刃轨迹曲面三维模型,并建立齿轮坯三维模型;将所述滚刀的齿刀刃轨迹曲面三维模型与所述齿轮坯三维模型设于加工的初始位置,建立单齿加工三维模型;应用所述单齿加工三维模型,通过所述滚刀的齿刀刃轨迹曲面三维模型对所述齿轮坯三维模型进行布尔运算,获得全齿廓三维模型;应用所述全齿廓三维模型,在所述齿轮坯三维模型上重复构建全齿廓,获得滚齿加工齿轮三维模型。本发明通过建立滚刀的齿刀刃轨迹曲面三维模型,并通过滚刀的齿刀刃轨迹曲面三维模型来模拟加工齿轮坯三维模型,使得模
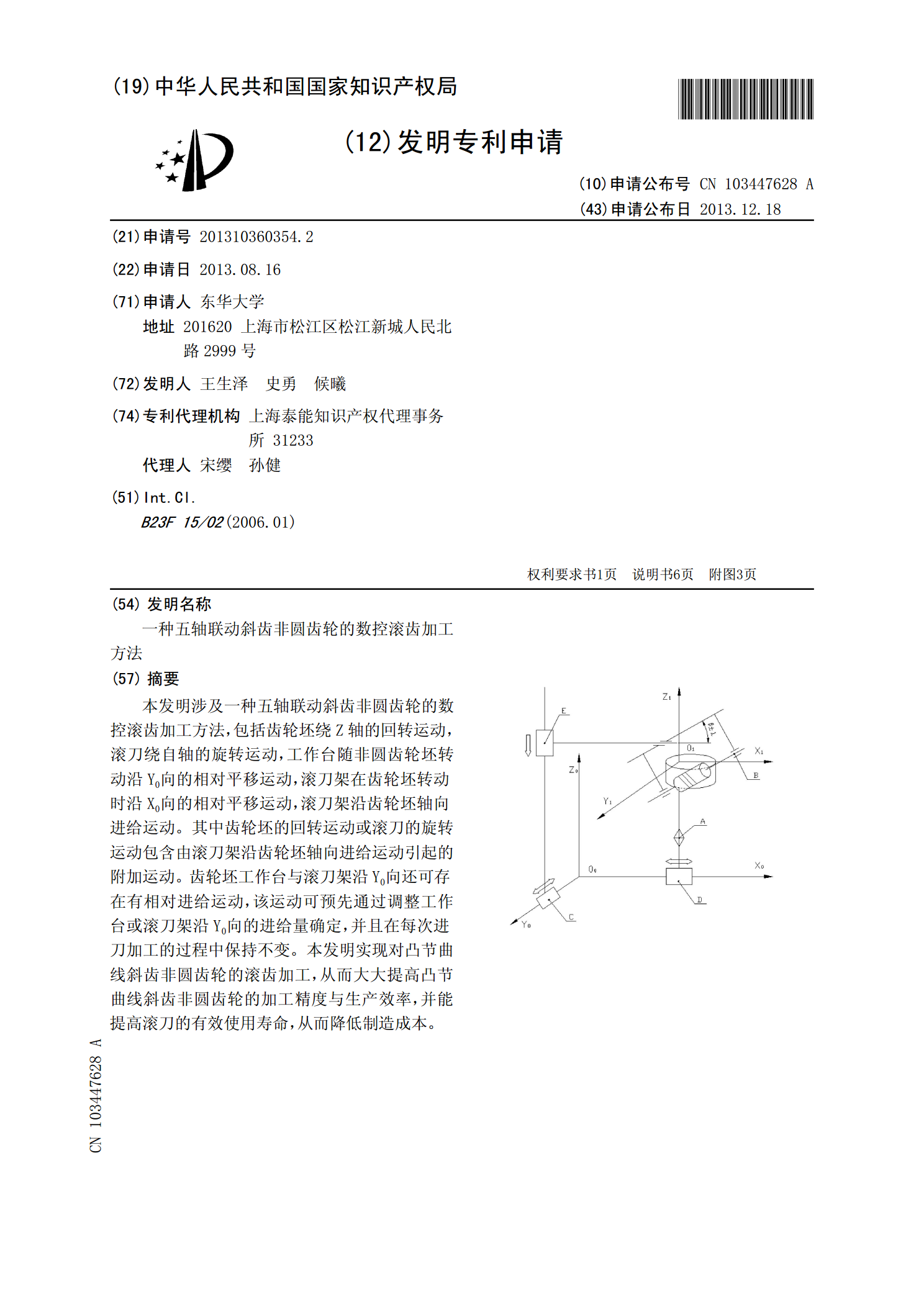
一种五轴联动斜齿非圆齿轮的数控滚齿加工方法.pdf
本发明涉及一种五轴联动斜齿非圆齿轮的数控滚齿加工方法,包括齿轮坯绕Z轴的回转运动,滚刀绕自轴的旋转运动,工作台随非圆齿轮坯转动沿Y0向的相对平移运动,滚刀架在齿轮坯转动时沿X0向的相对平移运动,滚刀架沿齿轮坯轴向进给运动。其中齿轮坯的回转运动或滚刀的旋转运动包含由滚刀架沿齿轮坯轴向进给运动引起的附加运动。齿轮坯工作台与滚刀架沿Y0向还可存在有相对进给运动,该运动可预先通过调整工作台或滚刀架沿Y0向的进给量确定,并且在每次进刀加工的过程中保持不变。本发明实现对凸节曲线斜齿非圆齿轮的滚齿加工,从而大大提高凸节