
40Cr高精度齿轮的加工方法.pdf

一吃****福乾

1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
40Cr高精度齿轮的加工方法.pdf
本发明公开了一种40Cr高精度齿轮的加工方法,其特征是:包括如下步骤:1)毛坯锻造;2)正火;3)粗车各部分,留余量1.5~2mm;4)精车各部分,内孔至φ84.8H7总长,留加工余量0.2mm;5)检验;6)滚齿,齿厚留磨加工余量0.10~0.15mm;7)倒角;8)钳工去毛刺;9)齿部高频淬火;10)插键槽;11)磨内孔至φ85H5;12)磨齿;13)总检入库。本发明的高精度齿轮的加工方法大提高了加工效率、成品率,降低生产成本,取得了本领域技术人员所预料不到的技术效果,克服了长期以来的设计定势,提供了
高精度齿轮的加工方法.pdf
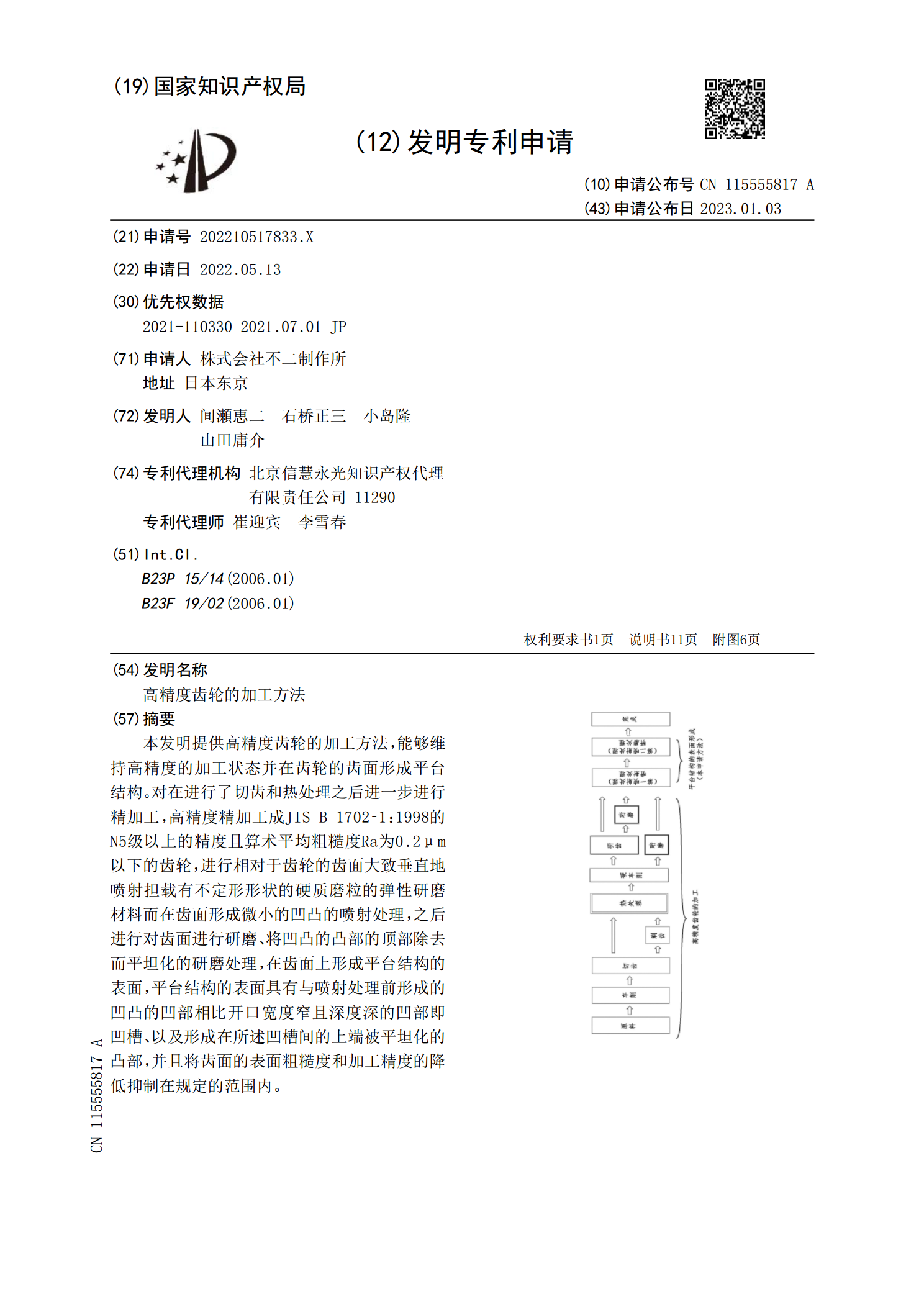
本发明提供高精度齿轮的加工方法,能够维持高精度的加工状态并在齿轮的齿面形成平台结构。对在进行了切齿和热处理之后进一步进行精加工,高精度精加工成JISB1702?1:1998的N5级以上的精度且算术平均粗糙度Ra为0.2μm以下的齿轮,进行相对于齿轮的齿面大致垂直地喷射担载有不定形形状的硬质磨粒的弹性研磨材料而在齿面形成微小的凹凸的喷射处理,之后进行对齿面进行研磨、将凹凸的凸部的顶部除去而平坦化的研磨处理,在齿面上形成平台结构的表面,平台结构的表面具有与喷射处理前形成的凹凸的凹部相比开口宽度窄且深度深的凹部
高精度齿轮轴加工方法.pdf
本发明高精度齿轮轴加工方法涉及机械加工领域,具体涉及高精度齿轮轴加工方法,包括以下步骤:首先将零件毛坯料装夹在车床上,进行粗车,去掉大部分多余尺寸,车工件外形,留一定的加工余量;对毛坯件进行热处理,采用调质处理;车工件外圆,并留磨量0.4mm,其余工件部位留余量6mm;滚齿,找正工件,并装夹固定,磨前滚齿,留磨量0.5mm;热处理,渗碳淬火;车工件全长、端面至尺寸,车工件各轴肩面,留磨量0.6mm,车轴径至要求尺寸;热处理,淬火处理;在磨床上,磨工件外圆及各台阶面至要求尺寸;本发明加工过程简单,安全可靠,
钛合金高精度薄壁圆环齿轮加工方法.pdf
本发明钛合金高精度薄壁圆环齿轮加工方法涉及机械加工领域,具体涉及钛合金高精度薄壁圆环齿轮加工方法,包括以下步骤:锻造毛坯;粗车毛坯;退火;粗车齿坯;热处理;半精车;热处理;精加工,在机床上使用专用夹具装夹工件,并对对齿坯进行精加工,并逐层切除环形工艺凸台;热处理,冷热循环两次,进一步稳定组织,稳定工件尺寸,消除齿面应力。本发明加工过程简单,在加工过程中消除加工中零件的变形,可保证工件的加工质量和尺寸精度,通过多次的热处理,进一步稳定工件的尺寸及质量稳定性。
基于高精度齿轮精修车床的异位处加工方法.pdf
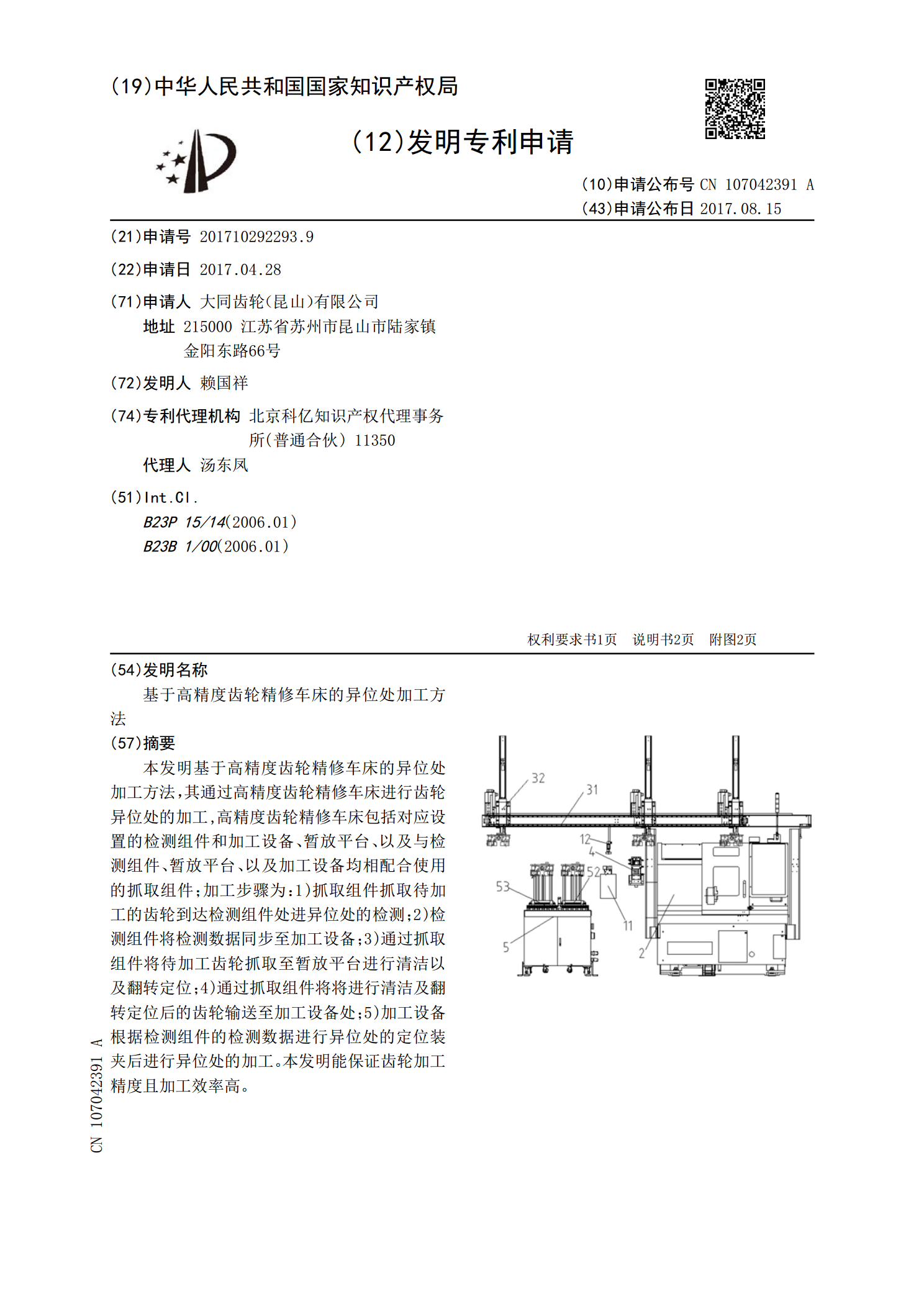
本发明基于高精度齿轮精修车床的异位处加工方法,其通过高精度齿轮精修车床进行齿轮异位处的加工,高精度齿轮精修车床包括对应设置的检测组件和加工设备、暂放平台、以及与检测组件、暂放平台、以及加工设备均相配合使用的抓取组件;加工步骤为:1)抓取组件抓取待加工的齿轮到达检测组件处进异位处的检测;2)检测组件将检测数据同步至加工设备;3)通过抓取组件将待加工齿轮抓取至暂放平台进行清洁以及翻转定位;4)通过抓取组件将将进行清洁及翻转定位后的齿轮输送至加工设备处;5)加工设备根据检测组件的检测数据进行异位处的定位装夹后进